фиг.1
Изобретение относится к конвейерному транспорту, а именно к способам стыковки концов ленты с каркасами из тросов и ткани.
Целью изобретения является Повышение надежности стыковки концов ленты с каркасами из тросов и ткани повышенной прочности.
На фиг. 1 изображена разделка ленты при стыковке, схема; на фиг, 2 - разрез А-А на фиг. 1.
Подготовка концов ленты и их стыковка осуществляется следующим образом.
Концы ленты 1 и 2 соответственно с каркасами из тросов 3 и ткани, например арамидной (кевлара), укладывают с перекрытием, равным длине стыка, на нижней Нагревательной плите вулканизационного пресса. После этого размечают косой стык, удаляют с тросов 3 и ткани (прокладки) 4 резиновые обкладки и прослойки между тросами. Тросы собирают в пучки и подвешивают к проволоке, а ткань (прокладку из арамида) разрезают вдоль по длине стыка параллельно продольной оси ленты на полоски шириной, равной шагу расположения тросов, при этом число полосок равно числу тросов. Затем тросы 3 и полоски ткани 4 промаеывают клеем и просушивают, при этом полоски ткани также подвешивают к проволоке. Из прослоенной сырой резины нарезают полоски шириной и длиной, равными соответственно ширине и длине полосок ткани, которые накладывают и дублируют с полосками ткани поочередно сверху и снизу.
Сборку стыка начинают с того, что на нижнюю нагревательную плиту вулканизационного пресса укладывают нижнюю обкладку, сдублированную с прослоечной резиной, обращенной внутрь стыка, На лее параллельно оси ленты укладывают полоску
и
ткани 4 с полоской прослоечной резины, на которую сверху укладывают трос 3, при этом полоски ткани и прослоечной резины обжимают вокруг троса. Параллельно вплотную
5 укладывают следующий трос, на который сверху накладывают полоски прослоечной резины и ткани 4, и также обжимают их вокруг троса. В такой последовательности собирают все тросы по всей ширине ленты.
10 Все пустоты заполняют прослоечной резиной, далее сверху накладывают верхнюю обкладку, также сдублированную во внутрь стыка с прослоечной резиной.
Собранный стык прикатывают для уда15 ления воздушных пузырей, обрезают лишнюю резину на бортах и по концам стыка, монтируют верхнюю половитну пресса и вулканизируют стык. После охлаждения до 60- 70°С стык может быть пущен в
20 эксплуатацию.
Формула изобретения Способ стыковки концов ленты с каркасами из тросов и ткани, включающий удале25 ние с тросов и ткани резиновых обкладок и прослоек, разрезание ткани на полоски, промазку тросов и полосок ткани клеем, накладку прослоечной резины и вулканиза30 цию, отличающийся тем, что, с целью повышения надежности стыковки ленты с каркасами из тросов и ткани повышенной прочности, разрезание ткани на полоски осуществляют параллельно продольной оси
35 ленты шириной, равной шагу расположения тросов, при этом полоски ткани поочередно сверху и снизу покрывают прослоечной резиной, которую дублируют с полосками ткани, причем сдублированные между собой 40 прослоечная резина и полоски ткани обжи- мают вокруг тросов, а затем производят вулканизацию.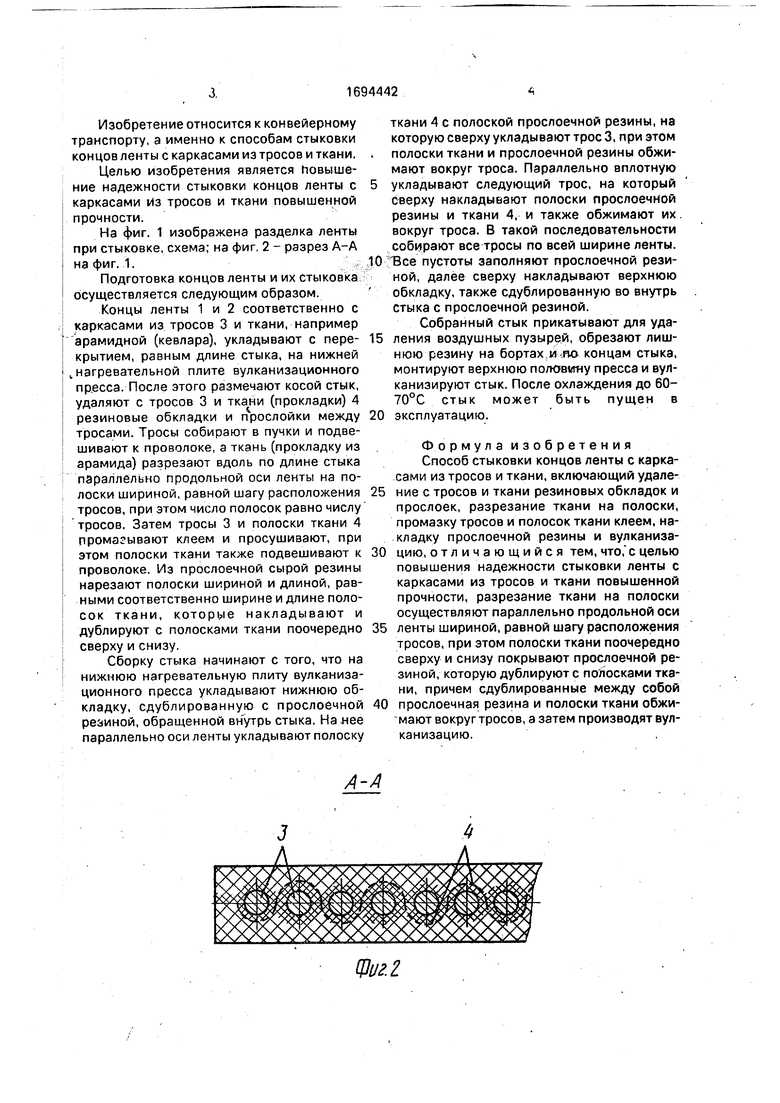
| название | год | авторы | номер документа |
|---|---|---|---|
| Соединение концов резинотросовой ленты конвейера | 1990 |
|
SU1803639A1 |
| Способ стыковки многослойных конвейерных лент | 1985 |
|
SU1328618A1 |
| РЕЗИНОТРОСОВАЯ ЛЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2518517C1 |
| Способ соединения конвейерных лент | 1985 |
|
SU1270018A1 |
| Способ стыковки конвейерных лент | 1984 |
|
SU1240614A1 |
| Способ стыкового соединения резинотросовой конвейерной ленты | 1982 |
|
SU1153145A1 |
| ТЕХНОЛОГИЧЕСКОЕ ПОЛОТНО | 2014 |
|
RU2561156C1 |
| Способ наложения резиновых прослоек на резинокордный материал и устройство для его осуществления | 1989 |
|
SU1742099A1 |
| СПОСОБ СОЕДИНЕНИЯ КОНЦОВ РЕЗИНОТРОСОВЫХ ЛЕНТ | 1995 |
|
RU2097623C1 |
| Способ соединения конвейерных лент | 1983 |
|
SU1106678A1 |
Изобретение относится к конвейерному транспорту. Цель изобретения - повышение надежности стыковки концов ленты с каркасами из тросов и ткани повышенной прочности. Для этого удаляют с тросов 3 и ткани 4 резиновые обкладки и прослойки, разрезают ткань 4 на полоски параллельно продольной оси ленты шириной, равной шагу расположения тросов 3. Тросы 3 и полоски ткани 4 промазывают клеем. Далее тросы поочередно сверху и снизу покрывают полосками прослоечной резины, которую дублируют с полосками ткани 4. Сдублированные между собой полоски прослоечной резины с полосками ткани 4 обжимают вокруг тросов 3, а затем производят вулканизацию на прессе вместе с обкладками. Такая последовательность и средству стыковки позволяют увеличить прочность стыка, а значит и надежность за счет оптимального расположения тросов 3, полосок ткани 4 и резиновых прослоек. 2 ил. Ё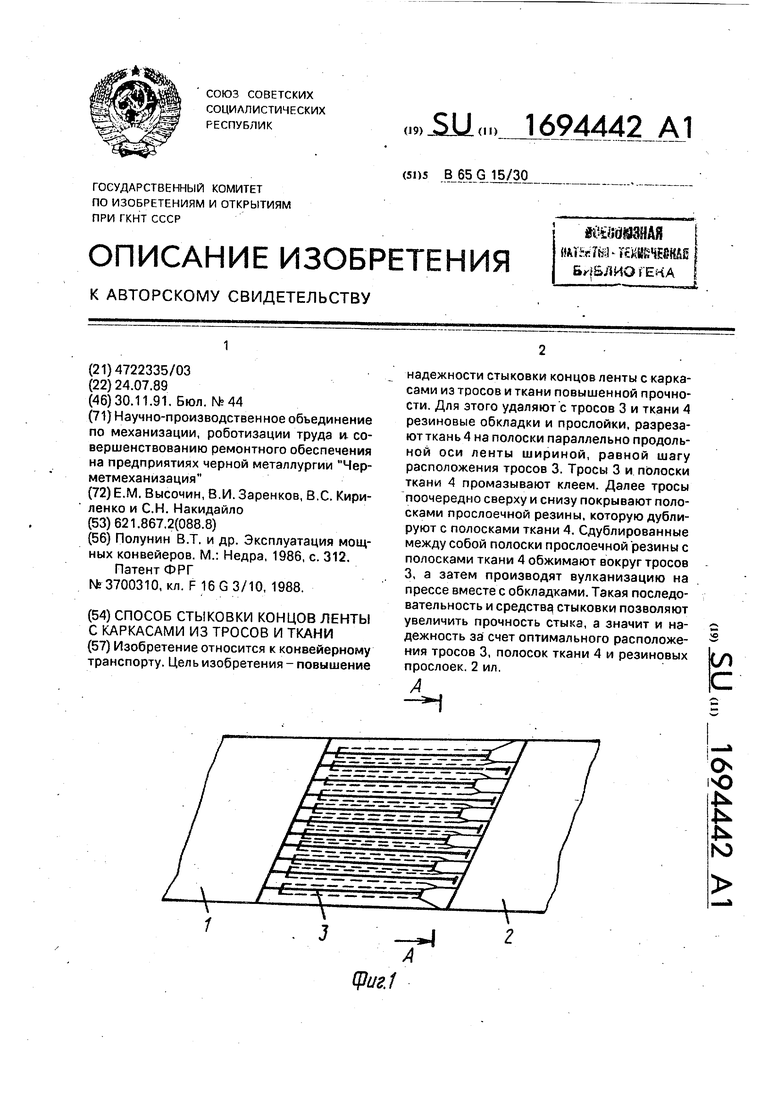
| Полунин ВТ | |||
| и др | |||
| Эксплуатация мощных конвейеров | |||
| М.: Недра, 1986, с | |||
| Способ обработки шкур | 1921 |
|
SU312A1 |
| Патент ФРГ № 3700310, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
