Изобретение относится к области эксплуатации ленточных конвейеров и может быть использовано при изготовлении стыковых соединений прорезиненных лент и плоских ремней горячей вулканизацией.
Цель изобретения - повышение агрегатной прочности стыкового соединения.
На чертеже показан стык многослойной конвейерной ленты, продольный разрез.
Способ заключается в том, что ступенчато разделяют конец 1 ленты и соответственно ее конец 2, на который после обработки (шероховка, обезжиривание, просушка, промазка клеем) накладывают предварительно подвулканизированную прослойку 3, собирают стык, покрывают слоем 4 антиадгези- ва, сверху которого накладывают пластину 5 из сырой резины. Собранный таким образом стык помещают в вулканизационный пресс, прикладывают требуемое давление и вулканизируют, а после охлаждения и разборки пресса удаляют свулканизированную пластину 5.
Компенсация неравномерности распределения давления по площади стыка производится за счет пластической деформации пластин из сырой резины, которые накладывают на стык и после вулканизации удаляют. В то же время подвулканизирован- ная пластина прослоечной резины внутри стыка из-за отсутствия п.тастической деформации до нагрева остается одинаковой толщины и до, и после вулканизации стыка, так как первой нагревается (с повышением пластичности) пластина из сырой резины, которая располагается поверх стыка непосредственно у нагревательной плиты. Следовательно, до того, когда нагревается про- слоечная резина внутри стыка, давление уже будет равномерным и изменения толщины прослойки не произойдет.
Таким образом, сущность предлагаемого способа стыковки заключается в том, чтобы исключить изменение толщины резиновой прослойки в стыке за счет ее предварительной подвулканизации в течение 40-60% времени полной вулканизации, а компенсацию неравномерности распределения давления по площади стыка, создаваемого прессом, производить за счет пластин из сырой резины, накладываемых поверх стыка.
Для облегчения удаления вулканизированной вспомогательной пластины поверх
ность ее контакта со стыком ленты предварительно обрабатывают антиадгезивом, например тальком.
Пример. При соединении концов конвейерной ленты предлагаемым способом на соединяемых концах ленты размечают длину стыка и размеры ступенек, затем снимают обкладку и тканевые прокладки с образованием ступеней, производят щероховку поверхности склейки и дважды кистью наносят на
0 них клей Л-425 с последующей сущкой после каждой промазки. Затем на поверхности склейки одного конца ленты накладывают предварительно подвулканизованную в течение 40-60% времени полной вулкани5 зации пластину прослоечной резины, изготовленной из резины № 450 размером 1200х х900х1 мм. Предварительная подвулканиза- ция ее осуществлена способом прерывной вулканизации в котле под укрытием нагревом до 150°С и выдержкой при этой
0 температуре в течение 3 мин. После наложении пластины прослоечной резины производят сборку стыка. Верхнюю обкладку ленты на площади стыка посыпают тальком и накладывают на нее вспомогательную пластину из сырой резины толщиной 5 мм, после чего осуществляют вулканизацию стыка в прессе. Заверщив вулканизацию и разобрав пресс, вспомогательную пластину удаляют. Стыковка ленты закончена.
30
Формула изобретения
1.Способ стыковки многослойных конвейерных лент, заключающийся в том, что соединяемые концы ленты разделяют, обрабатывают поверхности склейки, накладывают
2 прослоечную резиновую пластину на одну из поверхностей склейки, собирают стык и вулканизируют в прессе, отличающийся тем, что, с целью повыщения агрегатной прочности стыка, пластину прослоечной резины перед наложением подвулканизовывают
0 и перед вулканизацией в прессе на поверхность стыка ленты накладывают вспомогательную пластину сырой резины, предварительно обработав поверхности антиадгезивом, а после вулканизации ее удаляют.
2.Способ по п. 1, отличающийся тем.
5
что подвулканизацию пластины прослоечной резины осуществляют в течение 40- 60% времени полной вулканизации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стыковки концов ленты с каркасами из тросов и ткани | 1989 |
|
SU1694442A1 |
| Способ соединения конвейерных лент | 1985 |
|
SU1270018A1 |
| Соединение концов резинотросовой ленты конвейера | 1990 |
|
SU1803639A1 |
| Способ стыкового соединения резинотросовой конвейерной ленты | 1982 |
|
SU1153145A1 |
| СПОСОБ СОЕДИНЕНИЯ КОНЦОВ РЕЗИНОТРОСОВЫХ ЛЕНТ | 1995 |
|
RU2097623C1 |
| Способ соединения конвейерных лент | 1981 |
|
SU994294A1 |
| Способ стыковки конвейерных лент | 1991 |
|
SU1803357A1 |
| Способ соединения конвейерных лент | 1988 |
|
SU1505794A1 |
| Способ соединения конвейерных лент | 1983 |
|
SU1106678A1 |
| Способ стыковки резинотканевых конвейерных лент | 1981 |
|
SU1004147A1 |
Изобретение относится к монтажу и эксплуатации ленточных конвейеров и ременных передач, в частности к способам стыковки многослойных конвейерных лент, и м.б. использовано при изготовлении стыковых соединений прорезиненных лент и плоских ремней. Изобретение позволяет обеспечить повышение агрегатной прочности стыка за счет равномерного распределения напряжений сдвига по площади стыка. Про- слоечную резину 3, накладываемую на склеиваемые поверхности 1 и 2, предварительно подвулканизовывают в течение 40-60% времени полной вулканизации. Для компенсации неравномерности распределения давления по площади стыка на его поверхность накладывают пластину 5 сырой резины, предварительно обработанной антиадгезивом 4, которую после вулканизации удаляют. При этом толщина резиновой прослойки в стыке не изменяется. 1 з.п. ф-лы. 1 ил. 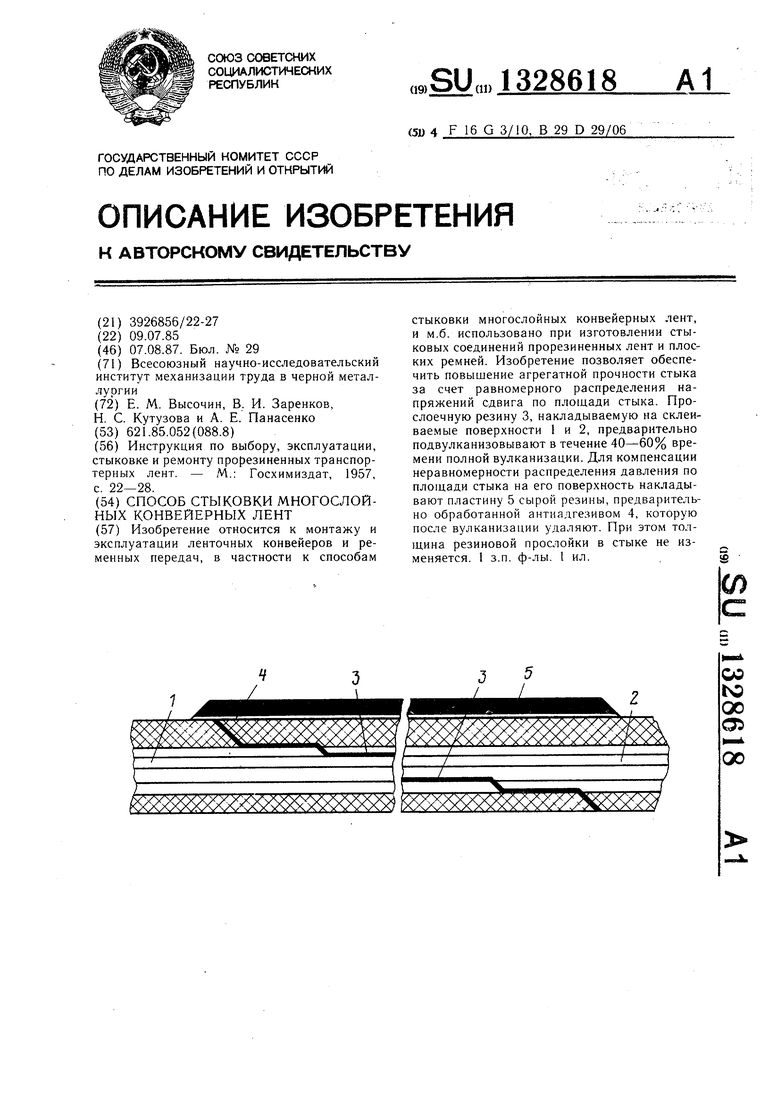
| Инструкция по выбору, эксплуатации, стыковке и ремонту прорезиненных транспортерных лент | |||
| - М.: Госхимиздат, 1957, с | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
