Изобретение относится к изготовлению резинотехнических изделий, в частности конвейерных лент, и нред- назначено для их стыковки.
Целью изобретения является повышение прочности стыка за счет выравнивания касательных напряжений ъ стыке и зонах ленты перед стьжом.
На фиг о 1 схематически изображены стыкуемые кромки конвейерной ленть: перед сборкой стыка; на фиг. 2 - то же, после сборки.
Описываемый способ может быть осуществлен следующим образом.
С рабочей и нерабочей сторон стыкуемых концов 1 и 2 конвейерной ленты, состоящей из обкладок 3 и 4 тканевых прокладок 5 и резиновых прослоек 6, срезают обкладки 3 и 4 с блтджайшими к ним прокладками й и в соответственно и разделывают сть1к с образованием ступеней 7 расчетной длины ЕЛ- на конде 1 с верхней стороны, а на конде 2 - с нижней стороны. Кромки 8 обкладок 3 и 4 срезают под углом 30 - 35 . После этого поверхности ступеней 7 готовят к соединению - зачищают, очиш.ают от пыли и крошек, освежают растворителем, сушат и дваж,ды покрывают клеем. Затем на поверхности ступеней конда I лен-- ты укладывают предварительно обработанную растворителем, например бензином, и просушенную сырую каландроваи ную резину 9, поверх которой вдоль гранид ступеней укладывают полсски сырой резины 10,
После этого от крайних ступеней стыка отслаивают близлежащие к обкладкам 3 и 4 прокладки аи в на no.iio вину расчетной длины этих ступеней. т.е« на величину 0,5К. и мекд;, отслоенными и соседними прокладк:;.ми ) укладываЮ Т дополнительную сырую ка- ландрованную резину 1 толщиной S, , равной толщине S резины, уложенной на эти ступени стыка. Затем производят сборку стыка и последующую его обработку, при которой его торды 12 дважды промазывают клеем, заделывают полосками брекерной ткани 13 и поверх последней накладывают резиновую заготовку 14, после чего подготовленный стык вулканизируют в прессе .
При одновременном увеличении тол- щ,ины резиновой прослойки как в стыке, так и в зоне перед стыком макот3
S
0
5
ма.1ьиь:е касательггыс напряжения ciin- лсаютси я 1:меют сгдинакоиую величин-у. г-а.1более эффектив-юс с :иже;-:ис, касз- -ельяых напряжений в лгч1- -е i-cipa;. ст,.)ком имее : мест: при о с лс О ии ;: д.:;;-1НУ; раннуи) ;,ч))-:и-; «jru- ногй С : у ;ени с i hiK;i,
l р и м е р. По ;тро;.;;;аг и::. :; :-5нес1 мому способам ;ч) -:с и- li,: i epHb;x j;;i- HT 6i,L;i:- из i. ;.;; 1лы cTbiKCBhix сое;.1И}и П;;й.
Ha ниж1-ей и ерхней r : :;po4;ix с .. ык у емых к он: ;о }ч ч е Tbip ex i: ро к.: а:;, о ;;; г ЛГЧ-1ТЫ на оснопс ткаь;и ГК--2()С ::с-дрс- з;:.ли и от;:;еля. обкладку с о кладкой , последователей) :i;J:,p -; . k гним;;л;и .jci f-. i t ibH- )|;л ;1лкк с ;)бразовг; -иел с ь;ка i юми : -,-:ч. . ь;. кромки обкла;:ол : aafxj iL - и ; :: (З1 чей (: ооо11 :pe:sa.:H мод vr-j ):/ ; .., ,-0
3 ; , ;:оверх1 ости tvi yiieHei-: ч л. :::пл;; ил рсховал):-ной машинкой; с-ч шдпл; . ribuiH и крошек, 1ротирали рас : } . р :- талегЦ Н - ример этиладк га : (ГОСТ 8984-75;: и сушилк. Косле э-л/: с;: ыкуемые поверхности дзажд:.: ;U:- нс)си:п клей N 425. На верхнюю ;гг,чк Н.Ч нижнего KOrina ле1г; ы укладь1п ;ли |:)ед15арительнс) дро гертук беплин .к--; (Г()05 443-/6) и ир 1супеп;; -ю ка; андровс1нную pe sniiy N Do-iu, :;:;- гк-рх котогюй нд(;ль гр/:1П ;,1 / ; :ii.-;.;: Л х.- а.цывали полоски pocл :;(ч;c; );; иы Р 66-40,. Затем о ; с:лая 1али XL-pnba прок, :1ег;тк на Нгкпей и HL-ДХМС-; ступенях стык.а и укладьд-али ;ч:мо :н : ,;л1зную резин;; (К гслсилс:; .. ММ; толцдтне рег и;;ь: ; гл- 40) 3 стыке о-1ч:лог;;:;ой л р- д::)м .лежащей прокладкаьл , .;::ji :с.-: отслаивание 1;|;р1 1ой гдюкл:ixK;i :;лои й .;д:-и:и н,и ниж:-1ем кон ;,с ; .:...:.. ;;;;: работой оЗкла.дки. к /к: ;-;. - L -j с opoi-ibi нерабочей обкладл:;: if :.. про ч и.волол::жь;у о стул ну,;.; ;: i ь:- |%а на дли:ту 135 мм, оаннун.. мо; , ;;:;: с |Х1(:чг г;ой длиггы крайне; С ; yiii. ;-и /:i к:}. Зачем лрОг1зводили сборку , торды стыка дваждь; промазывали к/:&- ем $ 425, заделывали полосками брекерной ткани (СТУ 36-12-37-6), поверх которой накладывали резинову;-с заготовку (резина обкл;адочная If 1602-12) и пoдI O i oвJ:eнный стык- вулканизовали в при j45 С, давлении 1 МПа в течение 35 мин. Полученные стуки разрезались на об- разды и испыгывались на стенде тилг
флексинг - машины с целью уста - новления долговечности соединений выполненных по предлагаемому и
Число циклов до разрушения образцов соединений по способу
известному
е
56800 54300 55100 54600 56200
55400
Ih 13
известному способу. Результаты испытаний сведены в табли - цу.
предлагаемому
78450 79300 76500 76050 78100
77680
9 ГО
Редактор Н. Швьщкая
Составитель В. Батурова Техред И. Попович
Заказ 3440/13Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг.2
Корректор Л.Патай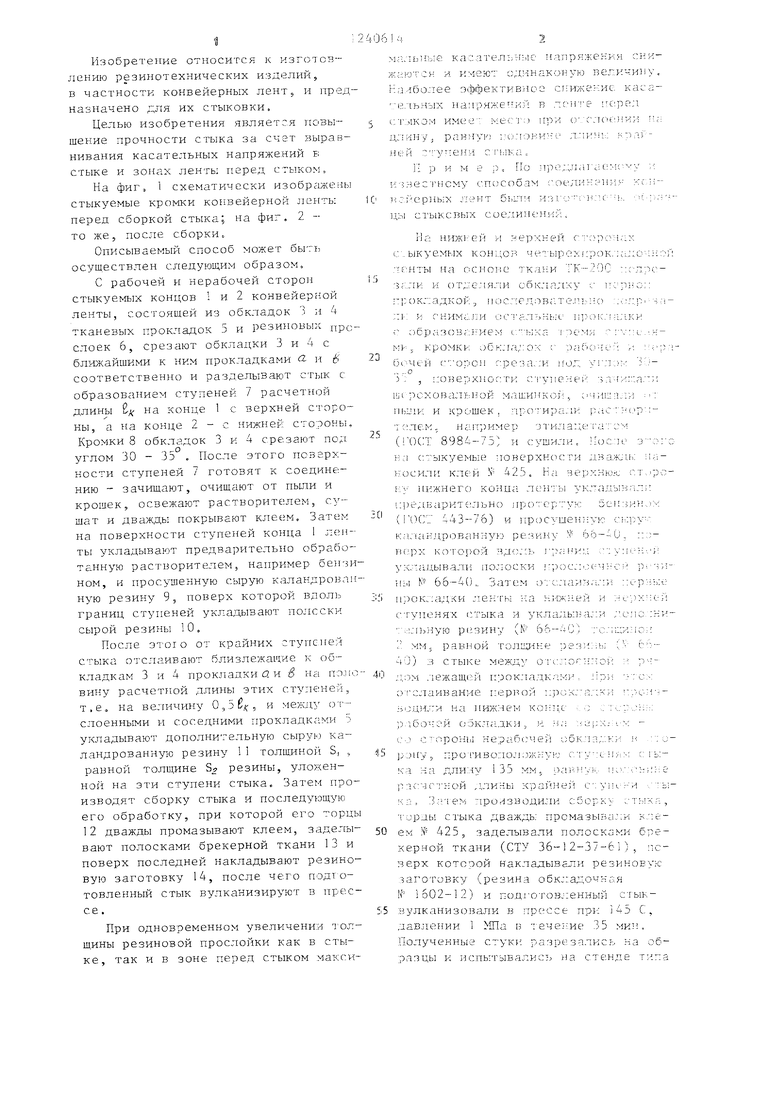

| название | год | авторы | номер документа |
|---|---|---|---|
| Стыковое соединение конвейерных лент | 1990 |
|
SU1810369A1 |
| Способ стыковки многослойных лент | 1985 |
|
SU1344625A1 |
| Способ соединения конвейерных лент | 1990 |
|
SU1722866A1 |
| Способ соединения конвейерных лент | 1983 |
|
SU1106678A1 |
| Способ соединения конвейерных лент | 1981 |
|
SU994294A1 |
| Способ стыковки концов ленты с каркасами из тросов и ткани | 1989 |
|
SU1694442A1 |
| Способ соединения конвейерных лент | 1985 |
|
SU1270018A1 |
| РЕЗИНОТРОСОВАЯ ЛЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2518517C1 |
| Способ соединения конвейерных лент | 1988 |
|
SU1502402A1 |
| СПОСОБ СОЕДИНЕНИЯ КОНВЕЙЕРНЫХ ЛЕНТ | 1996 |
|
RU2100202C1 |
| Способ стыковки резино-тканевыхТРАНСпОРТЕРНыХ лЕНТ | 1979 |
|
SU793798A1 |
| Солесос | 1922 |
|
SU29A1 |
| Завгородний Е.Х | |||
| и Кузьменко В.И, Концентрация напряжений при изгибе стыковых соединений многослойных конвейерных лент на роликах | |||
| - Горный журнал | |||
| Завгородний Е.Х | |||
| и др | |||
| Стыковка конвейерных лент | |||
| М.: ЦНИИТЭНефтехим, 1983, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
