Изобретение относится к станкостроению, касается производства режущего инструмента и может быть использовано для изготовления призматических резцов, например долбежных, предназначенных для обработки сложнопрофильных деталей.
Цель изобретения - повышение производительности изготовления резцов.
На фиг.1 показана схема способа изготовления призматических резцов; на фиг.2 - разрез А-А на фиг.1.
Вначале определяют вспомогательный передний угол yi, обусловливающий положение сечения резца 1, в котором профиль резца 1 соответствует профилю обрабатываемой детали при принятых значениях переднего у и заднего а. углов заточки резца 1. При этом величину угла yi определяют по формуле
rCOSCy+g), t,-r.c мJ ayi arccos|
cosy
.Затем осуществляют заточку резца 1 по передней поверхности под углом yi. При помощи синусной линейки 2 устанавливают резец 1 на столе 3 плоскошлифовального станка (не показан) под задним углом а, и осуществляют с помощью шлифовального круга 4 выполнение заточки по задней поверхности профиля 5, соответствующего профилю обрабатываемой детали. Профиль 5 на резце 1 контролируют шаблоном 6 с профилем обрабатываемой детали, применяя для удобства замера прилегаемое к передней поверхности резца 1 стекло 7,
0
Затем, если передний угол у не обеспечивается установкой в державке, осуществляют заточку р езца 1 по передней поверхности под требуемым углом у.
Описанный способ позволяет упростить процесс изготовления призматических резцов за счет исключения необходимости коррегирования образуемого профиля резца и повысить тем самым производительность изготовления резцов.
Формула изобретения
Способ изготовления призматических резцов для обработки сложнопрофильных деталей, при котором затачивают переднюю поверхность заготовки резца, формируют профильную заднюю поверхность резца и контролируют полученный профиль посред- j ствомшаблона,отличающийся тем,что, с целью повышения производительности изготовления резцов, на заготовке резца предварительно образуют вспомогательный передний угол yi, профиль на задней поверхности рез- ца выполняют соответствующим профилю обрабатываемой резцом детали, при этом величину ymaf определяют по формуле
y.-arccosl yb-a.
где у- передний угол резца, град.;
а- задний угол резца, град., а шаблон берут с профилем обрабатываемой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заточки задних поверхностей и радиуса при вершине прорезных резцов | 1987 |
|
SU1468721A1 |
| Устройство для заточки резцов по цилиндрическим поверхностям | 1986 |
|
SU1662814A1 |
| Токарный резец | 1983 |
|
SU1168339A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ КРИВОЛИНЕЙНЫХ РЕЖУЩИХ КРОМОК ИЗДЕЛИЙ ТИПА РЕЗЦОВ | 1969 |
|
SU247069A1 |
| Способ многорезцового точения канавок в деталях | 1986 |
|
SU1467856A1 |
| Обкаточный резец | 1991 |
|
SU1797531A3 |
| Устройство для заточки режущего инструмента | 1986 |
|
SU1351754A1 |
| ТОКАРНЫЙ РЕЗЕЦ "РОССИЯ" | 1992 |
|
RU2015861C1 |
| Заточной станок | 1977 |
|
SU1333543A1 |
| Способ заточки зубьев режущего инструмента | 1982 |
|
SU1161343A1 |
Изобретение относится к станкостроению, касается производства режущего инс трумента и может быть использовано для изготовления призматических резцов например долбежных, предназначенных для обработки сложно профильных деталей. Цель изобретения - повышение производительности изготовления резцов. Определяют по расчетной формуле вспомогательный передний угол yi, обусловливающий положение сечения резца 1, в котором профиль последнего соответствует профилю обрабатываемой детали при принятых значениях переднего у и заднего а. углов заточки резца 1 шлифовальным кругом 4 затачивают резец 1 по передней поверхности под углом yi. Затачивают заднюю поверхность резца 1 под углом ас образованием на ней профиля, соответствующего профилю обрабатываемой детали. Профиль контролируют шаблоном 6, имеющим профиль обрабатываемой детали.2 ил. 4 СЛ С 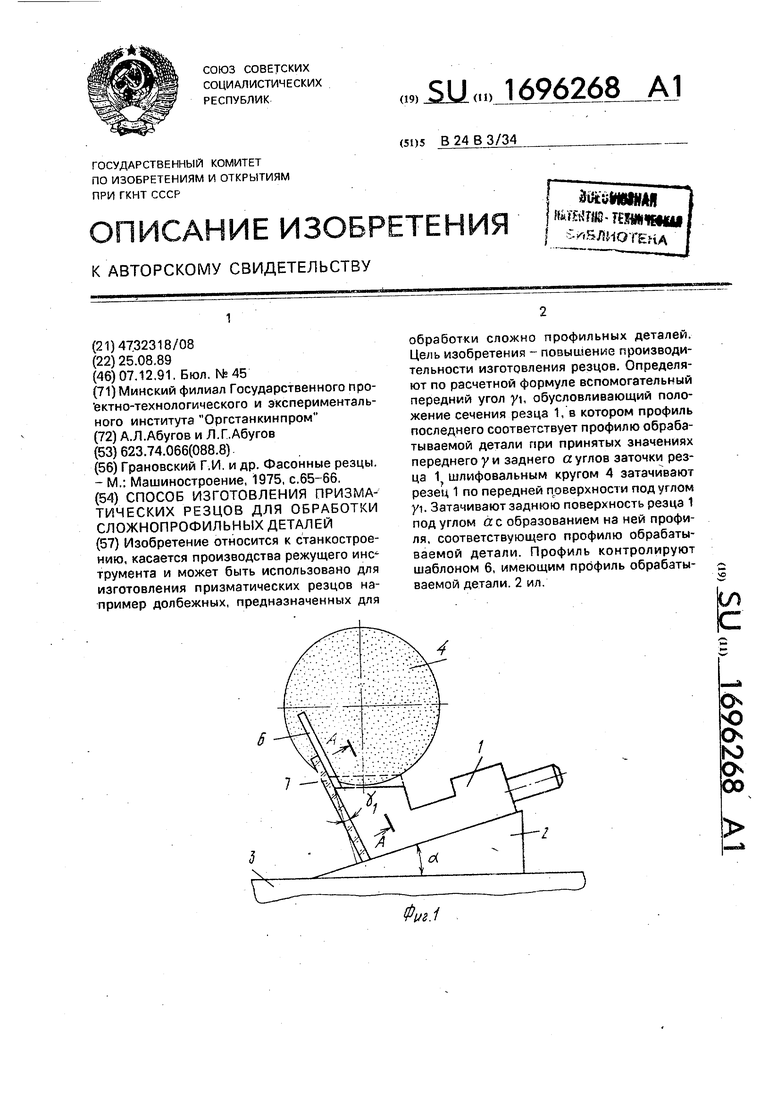
Фм.2
| Грановский Г.И | |||
| и др | |||
| Фасонные резцы | |||
| - М,: Машиностроение, 1975, с.65-66. |
