. I .
Изобретение относится к механообработке и может быть использовано для многорезцового точения канавок.
Цель изобретения - повьшение производительности обработки канавок за счет одновременной обработки профиля канавки фасонными рез«- цами , соответствующей заточке резцов.
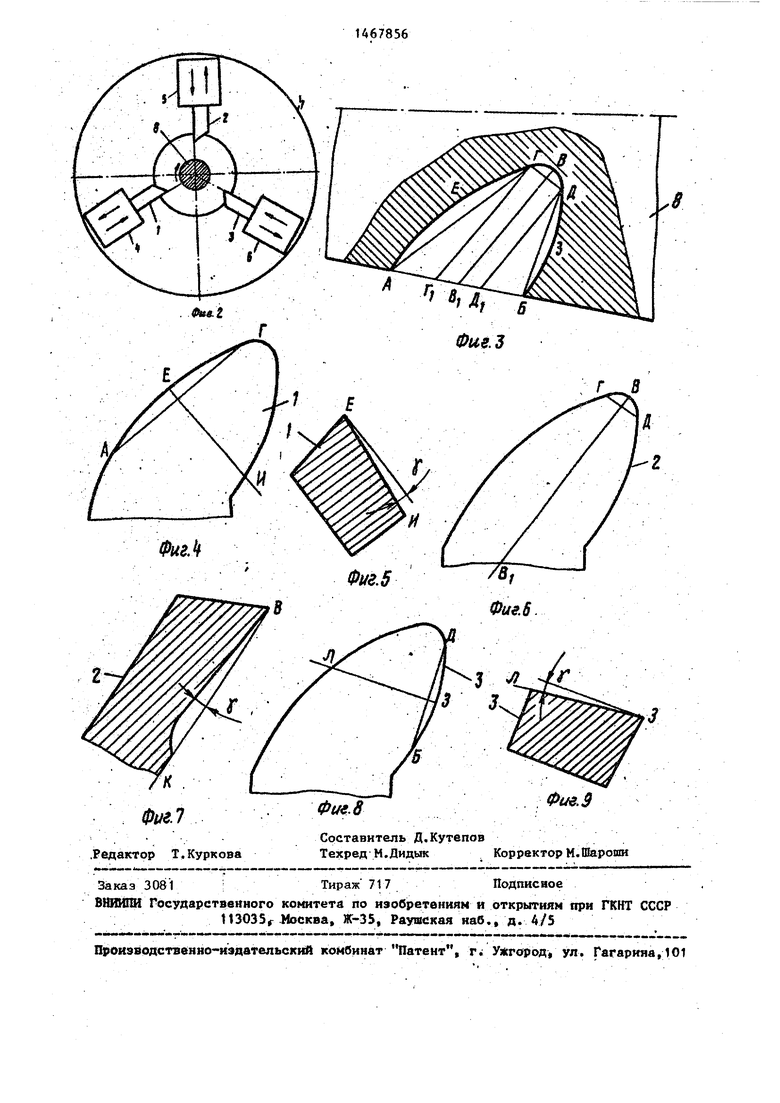
На фиг. 1 изображена схема расположения резцов в продольном сечении Детали; на фиг.2 - то же, в попереч- ном сечении детали (при точении тремя резца и); на фиг.З - профиль канавки в продольном сечении детали (АВ - отрезок прямой, . дгарине канавки на образующей.детали; В - середина ширины канавки на. образующей детали; В - наиболее удаленная точка профиля канавки от середины ширины канавки; Г и Д, - точки равномерного деления ширина АБ канавки на число, равное числу резцов ( в 11-89
рассматриваемом случае число резцов ; равно нулю); ГГ, - ДП, - линии, параллельные яиюш ВВ, ; АЕг, гвд, .дав- участки профиля канавки; АГ, ГД, ДВ- хорды, соединяющие участки профиля канавки; Е, В, 3 - вершины участков профиля канавки относительно хорд AFJ ГД, ДБ); на фиг.4 - первый ре- зец, план (ЕЙ - линия, перпевдику-- ларная хорде АГ и проходящая чердз вершину Е участка профиля резца); на фиг.5 - сечение первого резца, ° проходящее по линии ЕЙ перпе}щикуляр- но его передней грани (у - передний угол первого резца); на ф1Г.6 - рой резец, план (ВВ, - линия, перпендикулярная хорде ГД и проходящая через вершину В участка профиля резца); на фиг.7 - сечение второго резца, проходящее по линии ВВ, перпенцику- лярно его передней грани (у- перед-г НИИ угол второго резца); на фиг.8 - третий резец, план (ЛЗ - линия, перI
CD к
Об gn
10
15
пенднкулярная хорде. ДБ и проходящая через вершину 3 участка профиля резца) j на фиг. 9 - сечение третьего резца, проходящее по линии ЗЛ перпендикулярно его передней грани (У- передний угол третьего резца),
Способ осуществляют следующим образом.
Резцы закрепляют в радиальных суппортах 4-6 и располагают на продольном суппорте 7 равномерно по .окружности вокруг продольной оси детали 8. Перед обработкой определяют на образующей детали 8 середину В( каяавки и положение точек Г и Д,
которые равномерно распреде лянл ширину АБ канавки на число три, равное числу резцов, определяют наиболее удаленную от середины В каггавки точ 20 ку в профиля. Делят профиль канавки на участки АГ, ГД, ДБ линиями , Д|Д, которые проходят через точки Г( и 7Д параллельно линии , соеди-
няющей середину канавки В с наиболее 25 удаленной точкой В. Определяют хорды АГ,.ГДг ДБ верпшны Е, В, 3 указа.н1й,к участков профиля.. Определяют положение плоскостей ЕН, ВВ,, ЗЛ, которые проходят через вершины Е, В, 3 перпендикулярно хордам АГ, ГД, .БД. Резцам придают форму в плана,
Соответствукнцую форме канавки в продольном сечении дета,.ш 8, Резец 1 затачивают по его передней грани, которая проходит через вершину Е участка АЕГ и создают положител ьный перед- НИИ угол ) пло.скости ЕЙ и перпендикулярно хорде АГ. Резец 2 затачивают по его передней грани которая проходит через верпшну В участка ГВД и создают положительный передшй
30
35
40
Г
в плоскости ВВ( перпендикулярно
хорде ГД.. Резец 3 Затачивают .по его передней rpami которая проходит че рез вершину 3 участка ДЗБ, и создают положит ел передний угол V в i плоскости ЗЛ, которая проходит через вершину 3 и перпендикулярна хорде ДБ,
В процессе точения деталь 8 вращают с помощью шпинделя стаяка, а резцы 1-3 с помощью радиальных суппортов 4-6 и продольного суппорта 7 .синхронно перемещают в направлении линии до пЬлуче Шя канавки (на детали 8), То обстоятельство, .что резцы сложного профиля, профиль ко.- торых в плане соответствует форме канавки, располагают равномерно по
45
50
55
0
5
0
5
0
5
0
.окружности вокруг продольной оси детали, синхронно перемещают в сторону детали .в направлении от середины канавки до наиболее удаленной от нее точки профиля, создают предпосып- ки для повьшения качества и произво- дительности обработки за счет одновременной обработки канавки несколькими резцами по наиболее короткому пути формообразования в условии вэагг имной компенсадаи сил резания при отсутствии прогиба детали. То обстоятельство,что профиль канавки paBHo.-.j мерно распределяют на участки, число которых равно числу резцов, линиями, которые проходят через точки, равнораспределягощие ширину канавки в направлении подачи резцов, и при этом,каждый резец затачивают по передней грани, которая проходит через вершину каждого из участка, и соз- дают положительный передний угол в плоскости, перпевдикулярной хорде, которая соединяет границы соответст-. вугадего участка, обеспечивает резание с малыми силами, свободный сход стружки и более равномерное распределение сил резаго я мелоду резцами, что, в свою, очередь, повьппает качество и производительность обработки канаво к.
В качестве примера реализации рассмотрена обработка стружчатой канавки в заготовке круглой протяжки, ма- тчркал Р18, количество канавок 38. Диаметр протяжки (по калибруицим зубьям) 9 мм, ширина канавки АВ 3 глубина канавки t,5 мм. Определяют середину канавки В
мм.
5
0
5
Т -с 3 ММ В,Б
АВ, В,Б ----- 1,5 мм. Определяют положение точек Г
и Д ,
АГ, Г,Д Л,Б -j 1 Miv,.
Определяют наибоатсе удаленную от точки В, точку В профиля
В,В 2,4 мм и положение линии В,,Б 45°.
Графически определяют хорды АГ, ГД, ДВ и верашны Е, В, 3 участков профи- ля, положение плоскости ЕЙ, которая проходит через вершину В перпендику- лярнЬ хорде АГ, положение плоскости ВВ(, которая проходит через вершину В перпендикулярно хорде ГД, пологхенне
плоскости ЗЛ, которая проходит через 1вершину 3 перпендикулярно хорде ЛВ. Резцаг 1-3 придают путем заточки на профилепшифовальном станке форму в плане, соответствующую форме отру-, жечной канавки в продольном сечении протяжки. Резец 1 затачивают по его передней грани, которая проходит через вершину Е, и создают передний угол у, равньтй 10, который контролируют в плоскости ЕЙ. Резец 2 эата- чинайт по пер.едней грани, которая проходит через вершину В и создают передний угол у, равный 10, кото- рьй контролируют в плоскости ВВс. Резец 3 затачивают по передней грани, которая проходит через вершину 3 и создают передний угол у, равный 10 , которьй контролируют в плоскости ЗЛ.
При точении шпинделю сообщают 1000 об/мин, резцы 1-3 с помощью радиальных суппортов 4-6 и продольтавляет 5 мин (t 5 мин). Причем поверхность канавки не имеет следов вибраций и задиров.
.5
Формула изобретения
Способ многорезцового точения канавок в деталях, при котором фасон 0 ньге резцы располагают равномерно по окружности в плоскости, перпендикулярной продольной оси детали и осуществляют их одновременное перемещение, отличающийся тем,
15 о целью повышения производительности и повьте шя-качества, перемещение резцов осл пествляют в направлении определяемом канавки, ,при этон на образующей детали определяют сере20 дину канавки и положение точек, рак- номерно распределяюйцос ширину канаа- ки по образующей детали на число, равное количеству резцов,, после чего профиль канавки делят на участки ли.ного суппорта 7 синхронно по програ - 25 ниями, проходящими через указашше
ме перемещают в направлении на глубину 2,4 мм с подачей 300 . Машинное время обработки одной стружечной канавки при указанных режимах
точки параллельно линии, соединянщей .середину канавки с наиболее удаленно от нее в продольном сечении детали точкой профиля, а резцы перемещают
с учетом подвода и отвода резца сое- зО в направлении указанных линий, при тавляет 0,04 мин, полное время обра- этом берут резцы с одинаковыьм по ве боткр всех стружечных канавок протяж- личине положительными передними угла- ки с учетом перемещений продольногоми, форма которых в плане соответстсуппорз а 7 от кaнaвJcи к канавке сое- вует профилю канавки.
1467856
тавляет 5 мин (t 5 мин). Причем поверхность канавки не имеет следов вибраций и задиров.
Формула изобретения
Способ многорезцового точения канавок в деталях, при котором фасонньге резцы располагают равномерно по окружности в плоскости, перпендикулярной продольной оси детали и осуществляют их одновременное перемещение, отличающийся тем,
о целью повышения производительности и повьте шя-качества, перемещение резцов осл пествляют в направлении, определяемом канавки, ,при этон на образующей детали определяют середину канавки и положение точек, рак- номерно распределяюйцос ширину канаа- ки по образующей детали на число, равное количеству резцов,, после чего профиль канавки делят на участки линиями, проходящими через указашше
ниями, проходящими через указашше
точки параллельно линии, соединянщей .середину канавки с наиболее удаленно от нее в продольном сечении детали точкой профиля, а резцы перемещают
в направлении указанных линий, при этом берут резцы с одинаковыьм по ве личине положительными передними угла- ми, форма которых в плане соответст

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многорезцового точения | 1978 |
|
SU1022778A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2015 |
|
RU2604742C2 |
| РЕЗЕЦ ДЛЯ СТАНОЧНОЙ ОБРАБОТКИ | 2004 |
|
RU2262420C1 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2009 |
|
RU2412785C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ | 2008 |
|
RU2374039C1 |
| Способ обработки вершин зубьев глобоидной фрезы | 1981 |
|
SU1009658A1 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2013 |
|
RU2522871C1 |
| СПОСОБ ВИБРОТАНГЕНЦИАЛЬНОГО ТОЧЕНИЯ | 2007 |
|
RU2355514C1 |
| Способ обработки резанием кольцевых канавок и устройство для его осуществления | 1986 |
|
SU1414502A1 |
Изобретение относится к механообработке и может быть использовано для многорезцового точения канавок. Цель изобретения - увеличение производительности обработки канавок . за счет одновременной обработки профиля канавки фасонными резцами, соответствуяцей Заточке . Перемецемне иыструнбитов осуществляют по линии, Соединяюцей середину обрабатываемой канавки с наиболее удаленной от нее в продольном сечении детали точкой профиля. При этом резцы {шпояяеиы с одинако- выми полояятельтлмн передним узла- ют, а форма резцов в плане соответствует профигао канавки. 9 ил.
Фиг.
Фие.8
Составитель Д.Кутепов Техред М.Дидык
Фие.З
Корректор М.1Вароши
| Способ управления процессом непрерывной разливки металла и устройство для его осуществления | 1986 |
|
SU1353568A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
