Изобретение относится к сварочному производству и может быть использовано при изготовлении металлоконструкций.
Известен способ дуговой сварки плавлением [2-4] соединений с зазором в стыке.
Обычно режимы сварки соединений с зазором в стыке представляются в виде таблиц, ставящих в соответствие толщине свариваемых листов s и зазору в месте стыка b параметры режима сварки - силу сварочного тока Iсв, напряжение на дуге Uд, скорость сварки Vсв, диаметр dэ и вылет Lэ электродной проволоки.
Однако не все комбинации свариваемых толщин s, зазора b и диаметров электродной проволоки dэ содержатся в таблицах. Также недостатком табличного способа сварки является неоднозначность определения зазора и параметров режима сварки. Например, при сварке в углекислом газе при s=3 мм и dэ=1,2...1,4 мм, b=0...1 мм, Vсв=25...110 м/ч, Iсв=200...300 А, Uд=23...25 В, Lэ=12...15 мм [4]. Неоднозначность приводит к неточному определению силы сварочного тока Iсв, напряжения на дуге Uд, скорости сварки Vсв и вылета Lэ, а следовательно, к не соответствию получаемых размеров шва заданным и, более того, - к прожогам или непроварам, т.е. к не качественным сварным соединениям.
Известен способ сварки одностороннего стыкового соединения в углекислом газе [1], при котором по толщине s и зазору b рассчитывают глубину проплавления
h=s-1,8b.
Затем - силу сварочного тока Iсв к функцию h
Остальные параметры режима определяют как функции Iсв
Uд=0,033·Iсв+20,

где ψn - коэффициент потерь электродного металла на разбрызгивание, γ - удельный вес свариваемого металла.
Недостаток этого способа, выбранного за прототип, состоит в очень узкой области его применения, т.к. все эмпирические коэффициенты приведенных зависимостей применимы только для сварки в углекислом газе при dэ=1,6 мм, b=0...1,5 мм, Vсв=12...48 м/ч, Iсв=300...500 А, Uд=27...40 В. Кроме того, не проверяется возможность получения других размеров шва, таких как - ширина шва eш и высота усиления (выпуклости) g. В описанном методе совершенно не учитывается влияние вылета электрода Lэ на высоту усиления и площадь наплавки.
Техническая задача изобретения - повышение качества сварных соединений, исключение трудоемких экспериментов, сокращение затрат на экспериментальное определение значений параметров режима сварки - силы сварочного тока Iсв, напряжения на дуге Uд, скорости сварки Vсв и вылета Lэ электродной проволоки.
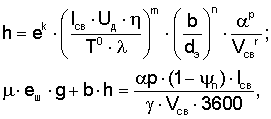
Технический результат достигается тем, что задают зазор в месте стыка b, диаметр dэ электродной проволоки, назначают глубину проплавления h, а сварку ведут на рассчитанных значениях силы сварочного тока Iсв, напряжения на дуге Uд, скорости сварки Vсв и вылета электродной проволоки Lэ, причем эти параметры режима сварки рассчитывают с допуском ±5% решением системы уравнений
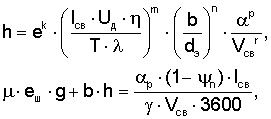
Uд=w·Iz св·dх э,
где е - основание натурального логарифма, Т - температура плавления свариваемой стали, αp - коэффициент расплавления: в случае сварки в углекислом газе αp=0,616·Iсв 0,32·dэ -0,64·Lэ 0,38 (dэ в см, Lэ в см), при сварке под флюсом постоянным током обратной полярности αp=2,849·Jсв 0,265·Lэ 0,163, в случае сварки в смеси Ar+25% CO2 αp=0,058·Jсв 0,73·Lэ 0,608 (J - плотность сварочного тока в А/мм2, dэ в мм, Lэ в мм); k, m, n, р, r, w, z, x - экспериментально определяемые коэффициенты: в случае сварки в углекислом газе k=-1,473, m=0,67, n=0,335, p=0,33, r=0,665, w=3,65, z=-0,37, x=0, при сварке под флюсом постоянным током обратной полярности k=-2,932, m=0,882, n=0,441, p=0,118, r=0,559, w=1,58, z=0,45, x=-0,225; в случае сварки в смеси Ar+25% CO2 с капельным переносом k=-2,141, m=0,882, n=0,441, p=0,178, r=0,589, w=3,64, z=0,32; в случае сварки в смеси Ar+25% CO2 со струйным переносом k=-2,141, m=0,882, n=0,441, p=0,178, r=0,589, w=3,65, z=0,35), η - эффективный кпд процесса сварки: η=0,8 - для сварки в СО2 и в смеси Ar+25% СО2, η=0,9 - для сварки под флюсом, λ - коэффициент теплопроводности, α - коэффициент температуропроводности, μ - коэффициент полноты валика (в случае сварки в углекислом газе μ=0,66, при сварке под флюсом и в смеси Ar+25% CO2 μ=0,73), eш - ширина шва, g - высота выпуклости, ψ - коэффициент потерь электродного металла на разбрызгивание, γ - удельный вес свариваемого металла.
Поставленная задача решается при одновременном учете влияния параметров режима и зазора в стыке свариваемых деталей на глубину проплавления, а также влияния параметров режима и вылета электрода на площадь наплавленного металла.
Для учета влияния параметров режима и зазора в стыке b на размеры шва образовали безразмерный комплекс (критерий)

который имеет тесную корреляционную связь с критерием Пекле
Например, обработкой методами линейного парного регрессионного анализа экспериментальных данных сварки в углекислом газе проволоками dэ=1,2...2,0 мм, представленных в виде критериев в логарифмических координатах, получили зависимость
π1(h)=e-1,473·π4 0,335,
имеющую коэффициент корреляции R=0,89. После раскрытия последнего выражения получили формулу для расчета глубины проплавления при сварке в СО2 с зазором в стыке

Второе уравнение системы связывает параметры режима (силу сварочного тока Iсв, скорость сварки Vсв), коэффициент расплавления электродной проволоки и площадь наплавленного металла. Площадь наплавленного металла Fн с другой стороны рассчитывается по размерам шва
Fн=μ·eш·g+h·b.
Экспериментально установлено влияние силы сварочного тока Iсв, диаметра dэ и вылета электрода Lэ электродной проволоки на коэффициент расплавления электродного металла αр. Например, для сварки в углекислом газе установлено
αр=0,616·Iсв 0,32·Lэ 0,38.
Третье уравнение системы устанавливает такое соотношение между сварочным током и напряжением, которое обеспечивает стабильный перенос электродного металла, минимальное разбрызгивание и качественное формирование швов. Так, например, при сварке в углекислом газе эта зависимость имеет вид
Uд=3,65·Iсв 0,37·dэ 0.
Примеры реализации предложенного способа
Решение поставленных задач выполнялось средствами математического пакета Mathcad.
Пример 1. Сваривается в углекислом газе соединение С7 ГОСТ 14771 из низкоуглеродистой стали. Глубину проплавления h для С7 принимают h=2s/3. Принимают следующие значения коэффициентов: k=-1,473, m=0,67, n=0,335, р=0,33, r=0,665, w=3,65, z=-0,37, x=0, γ=7,8 г/см3, ψ=0,1, α=0,084 см2/с, λ=0,42 Bm/(см·К), η=0,8.
Исходные данные (размеры шва, диаметр электрода dэ) и рассчитанные параметры режима сварки (сила сварочного тока Iсв, напряжение на дуге Uд, скорость сварки Vсв и вылет Lэ электродной проволоки) в сравнении с данными [3] приведены в табл.1








Пример 2. Сваривают под флюсом на постоянном токе обратной полярности соединения С4 и С7 ГОСТ 8713 из низкоуглеродистой стали. Глубина проплавления h для С4 назначают равной толщине s свариваемой детали s=h, для С7 принимают h=2s/3. Принимают следующие значения коэффициентов: k=-2,932, m=0,882, n=0,441, p=0,118, r=0,559, w=1,58, z=0,45, x=-0,225, γ=7,8 г/см3, ψ=0, α=0,084 см2/с, λ=0,42 Bm/(см·К), η=0,9. Исходные данные (размеры шва, диаметр электрода dэ) и рассчитанные параметры режима сварки (сила сварочного тока Iсв, напряжение на дуге Uд, скорость сварки Vсв и вылет Lэ электродной проволоки) в сравнении с данными [2] приведены в табл.2.












Пример 3. Производится сварка в смеси Ar+25% CO2 короткими замыканиями. Сваривают соединение С7 ГОСТ 14771 из низкоуглеродистой стали, для которого принимают h=2s/3. Принимают следующие значения коэффициентов: k=-2,141, m=0,882, n=0,441, p=0,178, r=0,589, w=3,64, z=0,32, x=0, γ=7,8 г/см3, ψ=0,1, α=0,084 см2/с, λ=0,42 Bm/(см·К), η=0,8. Исходные данные (размеры шва, диаметр электрода dэ) и рассчитанные параметры режима сварки (сила сварочного тока Iсв, напряжение на дуге Uд, скорость сварки Vсв и вылет Lэ электродной проволоки) приведены в табл.3.


Сравнение расчетных параметров режима с известными данными показывает, что обеспечивается достаточная для практического применения точность расчета.
Технико-экономическое преимущество изобретения состоит в повышении качества сварных соединений, с минимальными отклонениями размеров швов от стандартов и технических условий, сокращении времени на настройку режима. Способ не требует капитальных затрат, имеет широкие возможности и может использоваться для дуговой сварки плавящимся электродом с зазором металлов и их сплавов.
Источники информации
1. Масумото И. и др. Программа задания параметров сварки в углекислом газе с однопроходным стыковым I-образным швом. // Есэцу Гаккай си. - 1979. - Т.48. - №11. - c.17-21 / ВЦП - №80/35975. - М., 1980.
2. Технология электрической сварки металлов и сплавов плавлением. /Под ред. Б.Е.Патона. - М.: Машиностроение, 1974. - 768 с.
3. Акулов А.И., Бельчук Г.А., Демянцевич В.П. Технология и оборудование сварки плавлением. - М.: Машиностроение, 1977. - 432 с.
4. Потапьевский А.Г. Сварка в защитных газах плавящимся электродом. - М.: Машиностроение, 1974. - 240 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАВАРКИ КРАТЕРА ШВА (ВАРИАНТЫ) | 2003 |
|
RU2252115C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ МНОГОПРОХОДНЫХ СОЕДИНЕНИЙ | 2003 |
|
RU2252116C2 |
| СПОСОБ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2003 |
|
RU2252847C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1992 |
|
RU2049621C1 |
| Способ сварки плавящимся электродом углеродистых и низколегированных конструкционных сталей | 2022 |
|
RU2788290C1 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2133178C1 |
| СПОСОБ ДВУХДУГОВОЙ СВАРКИ СТАЛИ ПОД ФЛЮСОМ | 1991 |
|
RU2023556C1 |
| СПОСОБ ИЗНОСОСТОЙКОЙ СЛОИСТОЙ НАПЛАВКИ СТАЛЬНЫХ ПОДШИПНИКОВЫХ КОЛЕЦ ОПОРНО-ПОВОРОТНЫХ УСТРОЙСТВ СТРЕЛОВЫХ КРАНОВ | 2013 |
|
RU2530977C1 |
| Способ сварки неплавящимся электродом алюминия и его сплавов | 2023 |
|
RU2817683C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
Изобретение может быть использовано при изготовлении металлоконструкций. Силу сварочного тока, напряжение на дуге, скорость сварки и вылет электродной проволоки рассчитывают с допуском ±5% решением системы уравнений. Предварительно задают зазор в стыке, диаметр электродной проволоки, выбирают глубину проплавления. Согласно способу одновременно учитывают влияние параметров режима и зазора в стыке свариваемых деталей на размеры шва, а также влияние параметров режима и вылета электрода на площадь наплавленного металла. Кроме того, устанавливают соотношение между сварочным током и напряжением, обеспечивающее стабильный перенос электродного металла, минимальное разбрызгивание и качественное формирование шва. Все расчеты проводятся с учетом коэффициентов в зависимости от вида сварки. Изобретение позволяет повысить качество сварных соединений, сократив затраты на экспериментальное определение значений параметров режима сварки. 3 табл.
Способ дуговой сварки плавлением стыковых соединений с зазором, при котором предварительно задают ширину зазора в месте стыка b, диаметр электродной проволоки dэ, глубину проплавления h и осуществляют сварку на рассчитанных значениях силы сварочного тока, отличающийся тем, что значения силы сварочного тока Iсв, напряжения на дуге Uд, скорости сварки Vсв и вылета электродной проволоки Lэ определяют с допуском ±5% решением системы уравнений
Uд=w·Iz св·dх э,
где е - основание натурального логарифма, αр - коэффициент расплавления: в случае сварки в углекислом газе αр=0,616·Iсв 0,32·dэ -0,64·Lэ 0,38 (dэ в см, Lэ в см), при сварке под флюсом постоянным током обратной полярности αр=2,849·Jсв 0,265·Lэ 0,163, в случае сварки в смеси Ar+25%CO2 αр=0,058·Jсв 0,73·Lэ 0,608 (J - плотность сварочного тока в А/мм2, dэ в мм, Lэ в мм); k, m, n, р, r, w, z, x, у - экспериментально определяемые коэффициенты: в случае сварки в углекислом газе k=-1,473, m=0,67, n=0,335, ρ=0,33, r=0,665, w=3,65, z=-0,37, x=0, при сварке под флюсом постоянным током обратной полярности k=-2,932, m=0,882, n=0,441, ρ=0,118, r=0,559, w=1,58, z=0,45, x=-0,225; в случае сварки в смеси Аг+25%CO2 с капельным переносом k=-2,141, m=0,882, n=0,441, p=0,178, r=0,589, w=3,64, z=0,32, x=0; в случае сварки в смеси Ar+25% CO2 со струйным переносом k==-2,141, m=0,882, n=0,441, p=0,178, r=0,589, w=3,65, z=0,35, x=0, η - эффективный кпд процесса сварки: η=0,8 - для сварки в CO2 и в смеси Ar+25% СО2, η=0,9 - для сварки под флюсом, λ - коэффициент теплопроводности, α - коэффициент температуропроводности, μ - коэффициент полноты валика (в случае сварки в углекислом газе μ=0,66, при сварке под флюсом и в смеси Ar+25% CO2 μ=0,73), еш - ширина шва, g - высота выпуклости, ψ - коэффициент потерь электродного металла на разбрызгивание, γ - удельный вес свариваемого металла.
| МАСУМОТО И | |||
| и др | |||
| Программа задания параметров сварки в углекислом газе с однопроходным стыковым швом //Есэцу Гаккай си | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Способ регулирования процессадугОВОй СВАРКи | 1979 |
|
SU837655A1 |
| Способ сварки плавящимся электродом | 1991 |
|
SU1807922A3 |

