Изобретение относится к обработке металлов давлением, а именно технологии торцовой раскатки кольцевых заготовок.
Цель изобретения - повышение качества за счет обеспечения однородности структуры металла.
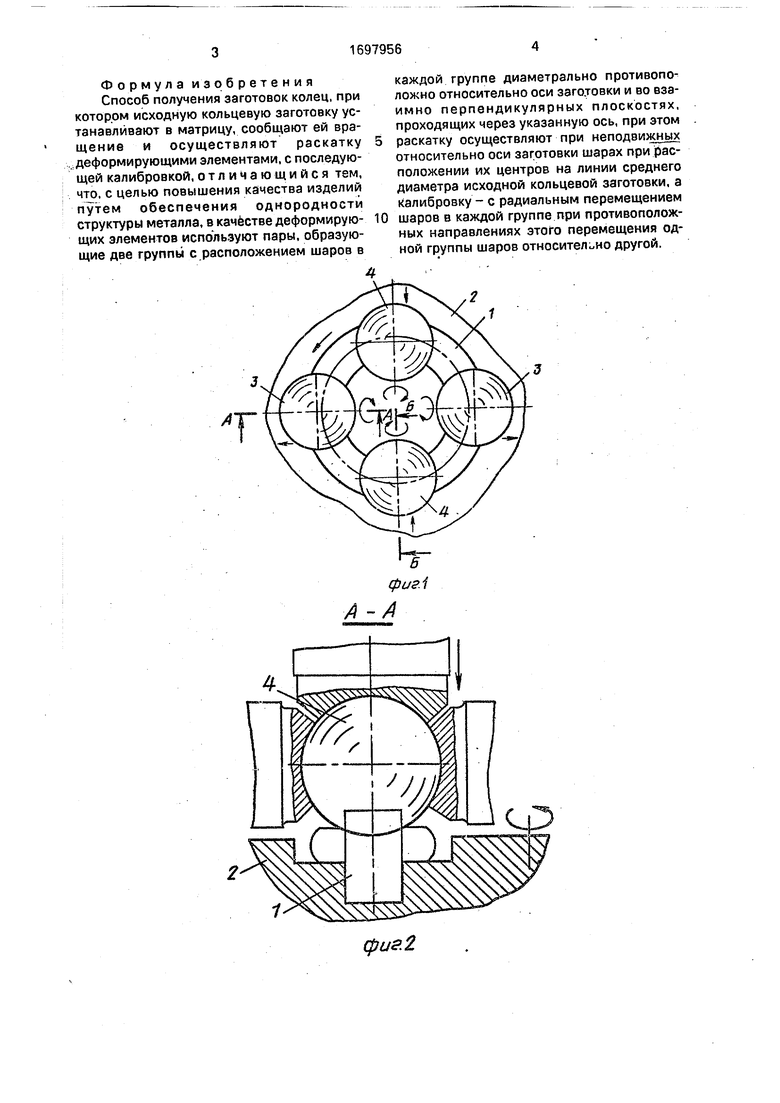
На фиг.1 изображена схема способа; на фиг.2 - разрез А-А на фиг.1 (положение деформирующего элемента в начале калибровке); на фиг.З - то же (положение деформирующих элементов в конце калибровки); на фиг.4 - разрез Б-Б на фиг.1.
Способ осуществляется следующим образом.
Раскатываемую кольцевую заготовку 1 устанавливают в матрицу 2. Со стороны торцовой поверхности заготовки 1 располагают две группы деформирующих элементов - шаров 3 и 4. Матрице 2 с заготовкой 1 сообщают вращение. Осуществляют раскатку заготовок. При этом раскатку осуществляют при неподвижных относительно оси заготовки шарах при расположении их центров на линии среднего диаметра исходной кольцевой заготовки. После раскатки выполняют калибровку заготовки. При этом группе шаров сообщают радиальное перемещение к оси заготовки 1, а группе шаров 3 - от оси заготовки 1.
Пример. Торцовую раскатку кольцевой заготовки осуществляют из стали Ст. 3 с наружным диаметром 150 мм, шириной кольца 30 мм. Раскатку осуществляют деформирующими шарами диаметрами 63,5 мм.
На этапе раскатки осевая подача шаров составляет 0,3 мм/об, на этапе калибровки радиальная подача - 0,25 мм/об. При этом радиальную подачу двух противоположных групп шаров осуществляют к оси симметрии заготовки, а двух остальных - от оси заготовки.
Использование изобретения позволяет улучшить структуру кольцевых заготовок и уменьшить анизотропию свойств металла.
ю ел
о
Формула изобретения Способ получения заготовок колец, при котором исходную кольцевую заготовку устанавливают в матрицу, сообщают ей вращение и осуществляют раскатку . деформирующими элементами, с последующей калибровкой,отличающийся тем, что, с целью повышения качества изделий путем обеспечения однородности структуры металла, в качестве деформирующих элементов используют пары, образующие две группы с расположением шаров в
0
каждой группе диаметрально противоположно относительно оси заготовки и во взаимно перпендикулярных плоскостях, проходящих через указанную ось, при этом раскатку осуществляют при неподвижных относительно оси заготовки шарах при расположении их центров на линии среднего диаметра исходной кольцевой заготовки, а калибровку - с радиальным перемещением шаров в каждой группе при противоположных направлениях этого перемещения одной группы шаров относителоно другой.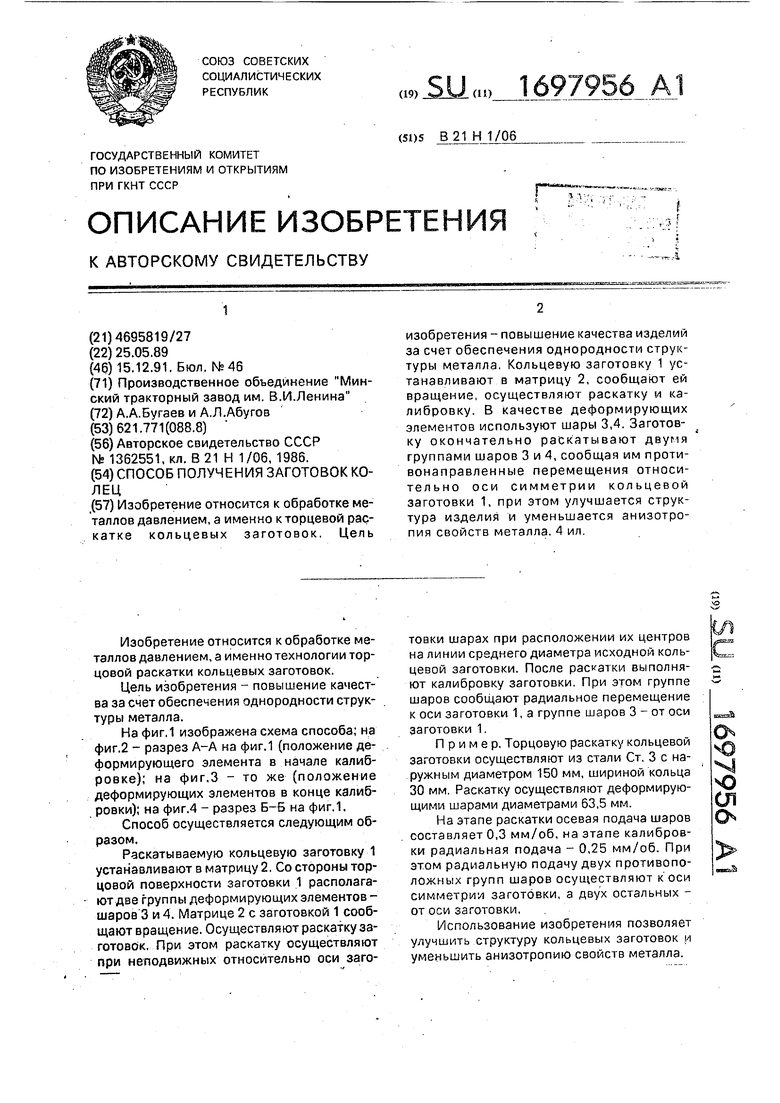
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ раскатки колец | 1986 |
|
SU1382558A1 |
| СПОСОБ ПОЛУЧЕНИЯ БУРТОВ НА ТРУБЧАТЫХ ЗАГОТОВКАХ РАСКАТКОЙ | 2006 |
|
RU2304033C1 |
| Способ уплотнения спеченных кольцевых заготовок | 1989 |
|
SU1669635A1 |
| СПОСОБ РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2457096C1 |
| ЖЕСТКАЯ МНОГОШАРИКОВАЯ РАСКАТКА | 2010 |
|
RU2456149C1 |
| Устройство для торцовой раскатки осесимметричных изделий | 1985 |
|
SU1291260A1 |
| Способ торцовой раскатки колец | 1986 |
|
SU1362551A1 |
| Способ изготовления тел вращения, преимущественно шаров | 1990 |
|
SU1754300A1 |
| СПОСОБ РАСКАТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2440230C2 |
| СПОСОБ КОМБИНИРОВАННОЙ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2567071C1 |

сри$.2
А-А
Редактор И. Сегляник
Составитель А. Воронов
Техред М.МоргенталКорректор Н. Король
фигЛ
| Способ торцовой раскатки колец | 1986 |
|
SU1362551A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
