Изобретение относится к дуговой сварке плавящимся электродом и может быть использовано для определения режимов сварки в различных отраслях промышленности.
Цель изобретения - создание способа определения характера каплепереноса электродного металла через дуговой промежуток, позволяющего упростить оборудование для его реализации и без дальнейшей обработки результатов определить вид каплепереноса, что позволяет сделать способ значительно дешевле.
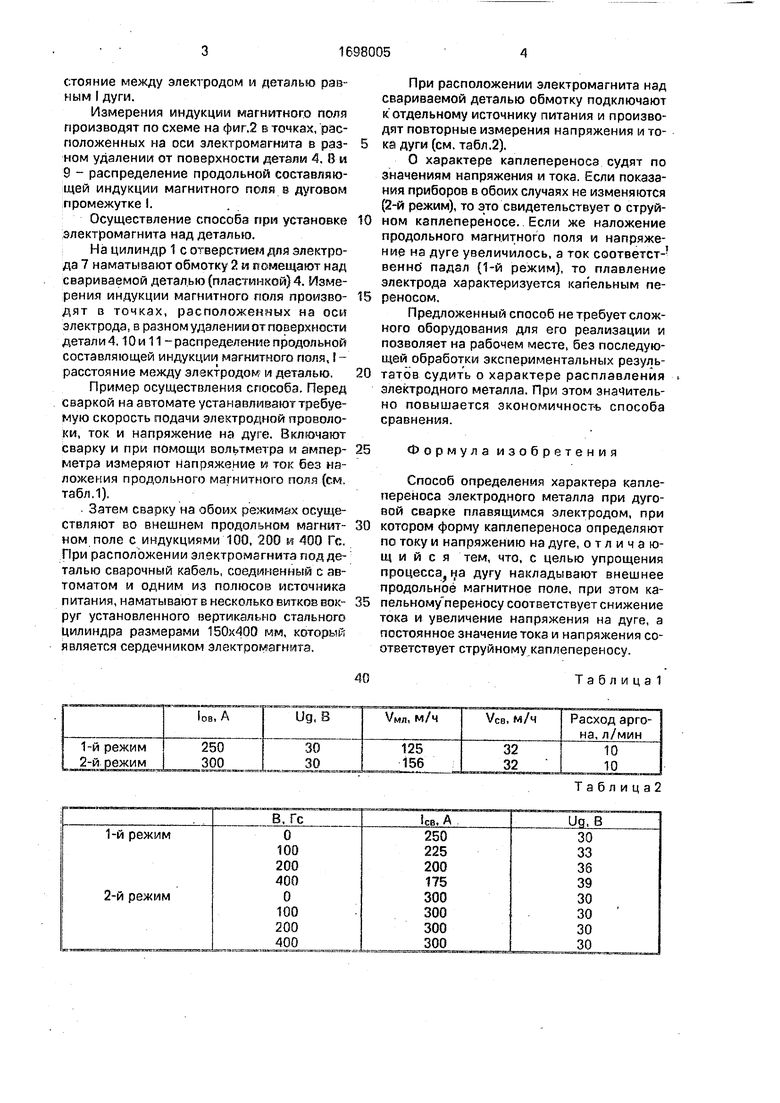
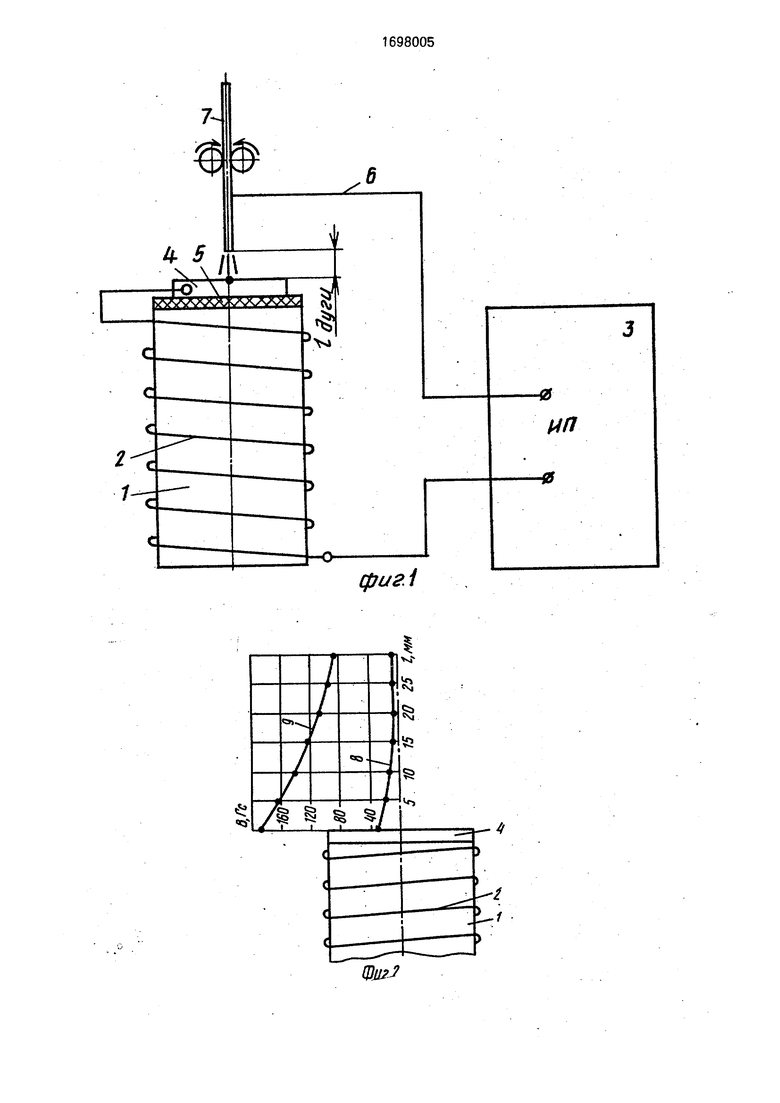
На фиг.1 представлена схема осуществления способа, когда внешнее продольное магнитное поле формируется электромагнитом, расположенным под свариваемой деталью; на фиг.2 - результаты измерения индукции магнитного поля в зоне способа дуги, когда электромагнит расположен под
свариваемой деталью; на фиг.З - схема осуществления способа и результаты измерения индукции магнитного поля в зоне столба дуги, когда электромагнит расположен над свариваемой деталью.
Осуществление способа при установке электромагнита под свариваемой деталью (см. фиг.1).
Вокруг стального цилиндра 1, который является сердечником электромагнита, наматывают обмотку 2 из сварочного кабеля, один конец которого подключают к источнику питания 3 дуги, а второй к стальной пластинке 4, на которой выполняют наплавку. Между цилиндром 1 и пластинкой 4 помещают асбестовую прокладку 5 для тепло- и электроизоляции сердечника. Другой полюс источника питания 3 с помощью сварочного кабеля 6 соединяют с токоподводом к электродной проволоке 7 и устанавливают расО
ю
00
§
стояние между электродом и деталью равным дуги.
Измерения индукции магнитного поля производят по схеме на фиг.2 в точках, расположенных на оси электромагнита в разном удалении от поверхности детали 4. 8 и 9 - распределение продольной составляющей индукции магнитного поля в дуговом промежутке I.
Осуществление способа при установке электромагнита над деталью.
На цилиндр 1 с отверстием для электрода 7 наматывают обмотку 2 и помещают над свариваемой деталью (пластинкой) 4. Измерения индукции магнитного поля производят в точках, расположенных на оси электрода, в разном удалении от поверхности детали 4,10 и 11 -распределение продольной составляющей индукции магнитного поля, I- расстояние между электродом и деталью.
Пример осуществления способа. Перед сваркой на автомате устанавливают требуемую скорость подачи электродной проволоки, ток и напряжение на дуге. Включают сварку и при помощи вольтметра и амперметра измеряют напряжение и ток без наложения продольного магнитного поля (см. табл.1).
Затем сварку на обоих режимах осуществляют во внешнем продольном магнитном поле с индукциями 100, 200 и 400 Гс. При расположении электромагнита под де- талью сварочный кабель, соединенный с автоматом и одним из полюсов источника питания, наматывают в несколько витков вокруг установленного вертикально стального цилиндра размерами 150x400 мм, который является сердечником электромагнита.
При расположении электромагнита над свариваемой деталью обмотку подключают к отдельному источнику питания и производят повторные измерения напряжения и тока дуги (см. табл.2).
О характере каплепереноса судят по значениям напряжения и тока. Если показания приборов в обоих случаях не изменяются (2-й режим), то это свидетельствует о струйном каплепереносе. Если же наложение продольного магнитного поля и напряжение на дуге увеличилось, а ток соответст- веннб падал (1-й режим), то плавление электрода характеризуется капельным переносом.
Предложенный способ не требует сложного оборудования для его реализации и позволяет на рабочем месте, без последующей обработки экспериментальных результатов судить о характере расплавления электродного металла. При этом значительно повышается экономичность способа сравнения.
Формула изобретения
Способ определения характера каплепереноса электродного металла при дуговой сварке плавящимся электродом, при
котором форму каплепереноса определяют по току и напряжению на дуге, отличающийся тем, что, с целью упрощения процесса, на дугу накладывают внешнее продольное магнитное поле, при этом капельному переносу соответствует снижение тока и увеличение напряжения на дуге, а постоянное значение тока и напряжения соответствует струйному каплепереносу.
Таблица1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавящимся электродом в среде защитных газов | 2020 |
|
RU2736144C1 |
| Способ электродуговой обработки и устройство для его осуществления | 1989 |
|
SU1708555A1 |
| Способ дуговой обработки и устройство для его осуществления | 1987 |
|
SU1502239A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1994 |
|
RU2087283C1 |
| Способ магнитоуправляемой электродуговой сварки и устройство для его осуществления | 1986 |
|
SU1353589A1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ | 1991 |
|
RU2016721C1 |
| ПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1990 |
|
RU2027572C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| Способ дуговой сварки плавящимся электродом | 1977 |
|
SU1041248A1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1999 |
|
RU2167036C1 |

Изобретение относится к дуговой сварке плавящимся электродом и позволяет определить характер каплепереноса электродного металла при сварке и наплавке. Цель изобретения - упрощение процесса определения формы переноса при контроле и установке режимов сварки и наплавки. В процессе сварки на дугу накладывают внешнее продольное магнитное поле. Характер каплепереноса определяют по току и напряжению на дуге. Капельному переносу соответствует снижение тока и увеличение напряжения на дуге. При струйном - напряжение и ток не изменяются. Способ не требует сложного оборудования для его реализации и позволяет без последующей обработки экспериментальных результатов определять характер каплепереноса. 3 ил. & Ё
Таблица2
0
А//7
0
фигЛ
| Походня И,К | |||
| Взаимодействие металла с газами пои дуговой сварке | |||
| М., Машиностроение, 1972, с | |||
| Ножевой прибор к валичной кардочесальной машине | 1923 |
|
SU256A1 |
| Сварка в углекислом газе, Киев, 1966, с.35 | |||
