Изобретение относится к переработке пластмасс методом литья под давлением.
Цель изобретения - расширение технологических возможностей за счет увеличения хода выталкивающей системы.
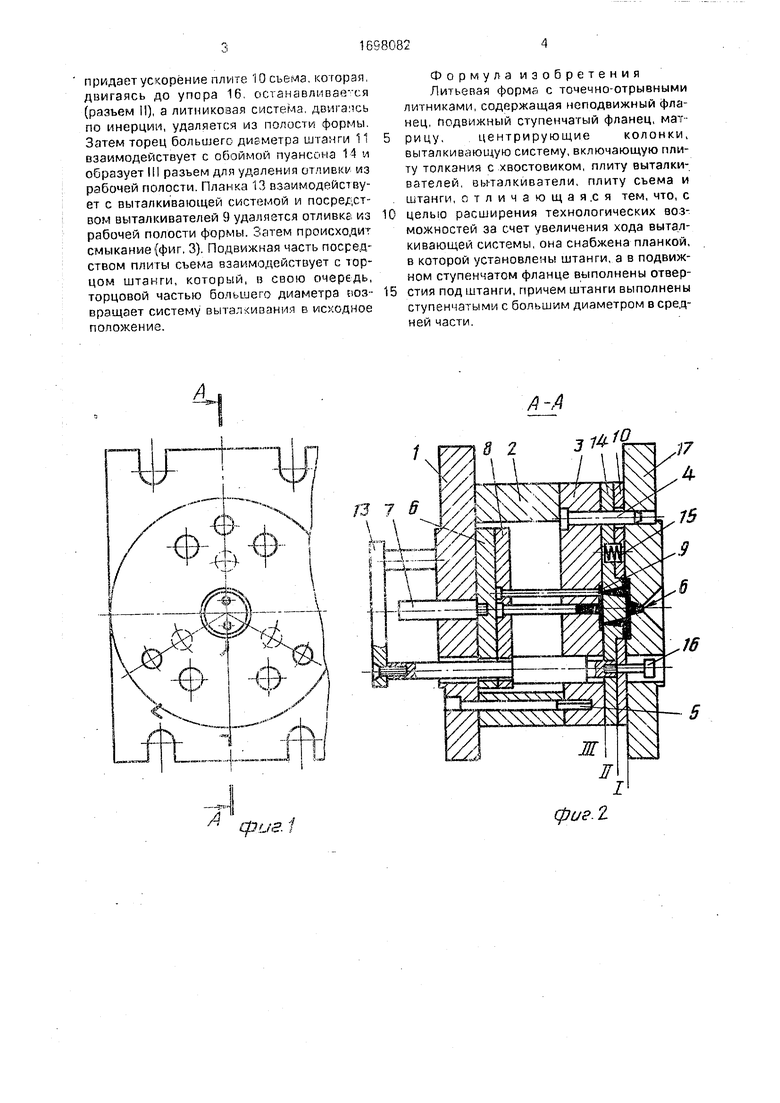
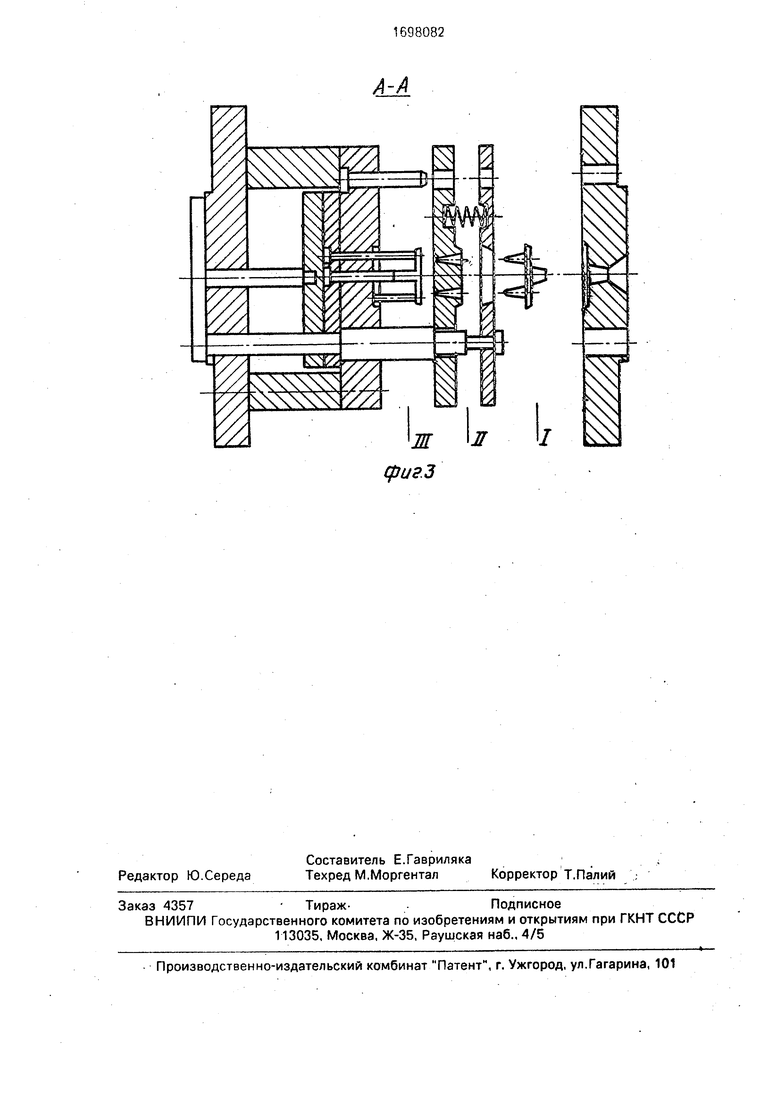
На фиг. 1 показана подвижная часть формы, вид в плане; на фиг. 2 - разрез А-А на фиг. 1 (форма в сомкнутом состоянии); на фиг. 3 - разрез А-А на фиг. 1 (форма в разомкнутом состоянии).
Форма содержит подвижную часть, включающую фланец 1, стойки 2, матрицу 3, центрирующие колонки 4, посредством винтов 5 и штифтов (не показано) соединенные в жесткую конструкцию, выталкивающую систему, включающую плиту 6 толкания с хвостовиком 7, плиту 8 выталкивателей, выталкиватели 9, а также плиту 10 съема, штанги 11, и неподвижную часть, включающую 12 неподвижный фланец. Штанги 11 размещены в зоне центрального отверстия термо- пластавтомата и выполнены в виде ступенчатого вала с большим диаметром в средней части. Одной торцовой поверхностью штанги 11 контактируют с плитой 10 съема, а второй торцовой поверхностью выходят за пределы формы и жестко связаны между собой посредством планки 13.
Между обоймой пузнсона 14 и плитой 10 съема расположен упругий элемент 15, способствующий образованию разъема II в осевом направлении и ограниченный упором 16 (ступенчатым винтом).
Форма работает следующим образом.
В сомкнутом состоянии (фиг. 2) происходит впрыск пресс-материала посредством литниковой системы 6 в формующую полость. Затем происходит разъем формы по плоскости разъема I, достаточный для удаления литников. Это обеспечивается тем, что литниковая система с отливкой образуют жесткую систему с подвижной частью формы. Подвижная часть посредством планки 13 взаимодействует с упором втермопла- ставтомате и останавливает систему: планка 13, штанга 11, плита 10 съема. Происходит отрыв точечно-стержневой системы от отливки. Упругий элемент 15 (пружина)
(Л
С
о ю
00
о
00
ю
придает ускорение плите 10 съема, которая, двигаясь до упора 16, останавливается (разъем II), а литниковая система, двигаясь по инерции, удаляется из полости формы. Затем торец большего диаметра штанги 11 взаимодействует с обоймой пуансона 14 и образует III разьем для удаления отливки из рабочей полости. Планка 13 взаимодействует с выталкивающей системой и посредством выталкивателей 9 удаляется отливка из рабочей полости формы. Затем происходит смыкание (фиг. 3). Подвижная часть посредством плиты съема взаимодействует с торцом штанги, который, в свою очередь, торцовой частью большего диаметра возвращает систему выталкивания в исходное положение.
5
Формула изобретения Литьевая форма с точечно-отрывными литниками, содержащая неподвижный фланец, подвижный ступенчатый фланец, матрицу, центрирующие колонки, выталкивающую систему, включающую плиту толкания с хвостовиком, плиту выталкивателей, выталкиватели, плиту съема и штанги, отличающая,с я тем, что, с целью расширения технологических возможностей за счет увеличения хода выталкивающей системы, она снабжена планкой, в которой установлены штанги, а в подвижном ступенчатом фланце выполнены отверстия под штанги, причем штанги выполнены ступенчатыми с большим диаметром в средней части.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2110360C1 |
| Форма для изготовления изделий из термопластов | 1981 |
|
SU958113A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма для изготовления полимерных изделий | 1987 |
|
SU1525008A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2068316C1 |
| Литьевая форма для изготовления изделий из пластмасс | 1990 |
|
SU1794687A1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
Изобретение относится к переработке пластмасс методом литья под давлением. Цель изобретения - расширение технологических возможностей за счет увеличения хода выталкивающей системы. Для этого форма снабжена планкой, в которой установлены штанги, а в подвижном ступенчатом фланце выполнены отверстия под штанги, причем штанги выполнены ступенчатыми с большим диаметром в средней части. 3 ил.
А
срие.1
А-А
,17
/376
фиг.г
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Алтайский межотраслевой территориальный центр научно-технической информации и пропаганды, 1987. | |||
