3169
Изобретение относится к прокатному производству, в частности к станам шаговой прокатки, предназначенным для получения заготовок из трудноде- формируемых металлов и сплавов.
Цель изобретения - увеличение производительности стана,.повышение надежности работы, упрощение конструкции путем устранения дополнитель- ных устройств подачи проката.
На чертеже показана схема стана.
Стан содержит вводную и выводную роликовые проводки 1, прокатную клеть
2,установленную подвижно на раме 3 через ролики 4, привод 5 прокатной клети. Прокатная клеть включает
в себя рабочие валки 6, силовые цилиндры 7 привода рабочих валков. Силовые цилиндры закреплены шарнирно на прокатной клети 2. Корпус поршневого насоса 8, питающего силовой ци линдр 7, шарнирно закреплен на раме
3,а его шток шарнирно связан с прокатной клетью 2. Одноименные полости поршневого насоса 8 и силового цилиндра 7 соединены трубопроводами 9.
В гидросхему привода рабочих валков включены предохранительные клапаны 10 и 11.
Роликовые проводки 1 выполнены в виде неприводных роликов и предназ- начены для удержания проката на уровне прокатки.
В исходном положении прокатной клети (крайнее левое положение) объем рабочей жидкости в штоковой полости поршневого насоса равен нулю, и объем рабочей жидкости в поршневой полости при этом равен произведению площади поперечного сечения поршневой полости и ее длины, равной полному ходу поршня (ходу прокатной клети). Соотноше-н ние величины полного хода поршня поршневого насоса и величины подачи
m или величины перемещения прокатной клети при деформации металла до начала поворота прокатных валков определяется выражением
пи
Vs
m
ПЦЧ
де SRH, S
пи
пц
соответственно, площа ди поперечного сечения поршневых полостей поршневого насоса -и силового цилиндра; ход прокатной клети (полный ход поршня
0
5
0
35
5
0
40
50
поршневого насоса); 1ц - полный ход поршня силового цилиндра.
Стан работает следующим образом.
От кривошипно-шатунного привода 5 прокатная клеть 2 совершает возврат- но-поступательное движение вдоль оси прокатки, перемещая при этом шток поршневого насоса 8. Вытесненная рабочая жидкость из поршневого .насоса 8 приводит к повороту рабочего валка 6, воздействуя на поршень силового цилиндра 7. Поскольку объемы поршневой и штоковой полостей поршневого насоса 8 на величине полного хода его поршня больше объема соответствующих полостей силового цилиндра 7, пол ный поворот рабочего валка 6 осуществляется до крайних точек положения прокатной клети 2. При рабочем ходе прокатной клети 2 (слева направо) прокатываемая полоса 12 обжимается рабочими валками 6 по конусу деформации до полного их поворота, при этом поршни упираются в нижние крышки силовых цилиндров 7. Оставшийся объем рабочей жидкости, находящийся в поршневой полости поршневого насоса 8, под действием привода 5 прокатной клети 2 продолжает сжиматься, что приводит к резкому возрастанию избыточного давления в замкнутом контуре; (поршневая полость поршневого насоса 8, трубопровод, поршневая полость силового цилиндра 7, При достижении величины давления, на которое отрегулирован предохранительный клапан 10, происходит слив оставшегося объема рабочей жидкости из поршневой в овую полость поршневого насоса 8. При этом полоса 12, зажатая рабочими валками 6, перемещается вместе с про- катной клетью 2 на величину подачи. При обратном ходе прокатной клети 2 (справа налево) полоса 12 обкатывается рабочими валками 6 по конусу де формации без обжатия до полного их поворота, при этом рабочие валки 6 теряют контакт с полосой 12, а поршни упираются в верхние крышки силовых цилиндров 7, Оставшийся объем рабочей жидкости, находящийся в штоковой полости поршневого насоса 8, под действием привода 5 прокатной клети 2 продолжает сжиматься, что приводит к резкому возрастанию избыточного давления в замкнутом контуре: штоковая полость поршневого на.соса 8, трубо-
„
провод, гатоковая полость силового цилиндра 7 о При достижении величины давления, на которое отрегулирован предохранительный клапан 11, происходит слив оставшегося объема рабочей жидкости из штоковой в порганевую полость поршневого насоса 8. При этом полоса 12, смещенная на величину по- дачи и не имеющая контакта с рабочими валками 6, остается на месте, а про катная клеть 2 под действием привода 5 наезжает на нее. Затем цикл повторяется.
Предлагаемый прокатно-ковочный стан позволяет облегчить обслуживание ввиду упрощения конструкции
Формула изобретения
Прокатно-ковочный стан, содержащий
установленную на раме стана с возможностью возвратно-поступательного движения прокатную клеть, в станине
5
15
20
которой размещены прокатные валки переменного радиуса, привод поворота каждого валка в виде силового цилиндра, смонтированного на прокатной клети, поршневого насоса, установленного на раме стана, связанного с прокатной клетью и питающего силовой цилиндр поворота валка, отличающийся тем, что, с целью увеличения производительности стана, повышения надежности его работы и упрощения конструкции путем устранения дополнительных устройств подачи проката--, объемы поршневой и штоковой полостей поршневого насоса выполнены больше объемов поршневой и штоковой полостей силового цилиндра на величину объема, равного произведению площади поперечного сечения соответствующих полостей поршневого насоса на величину перемещения прокатной клети при деформации металла до начала поворота прокатных валков.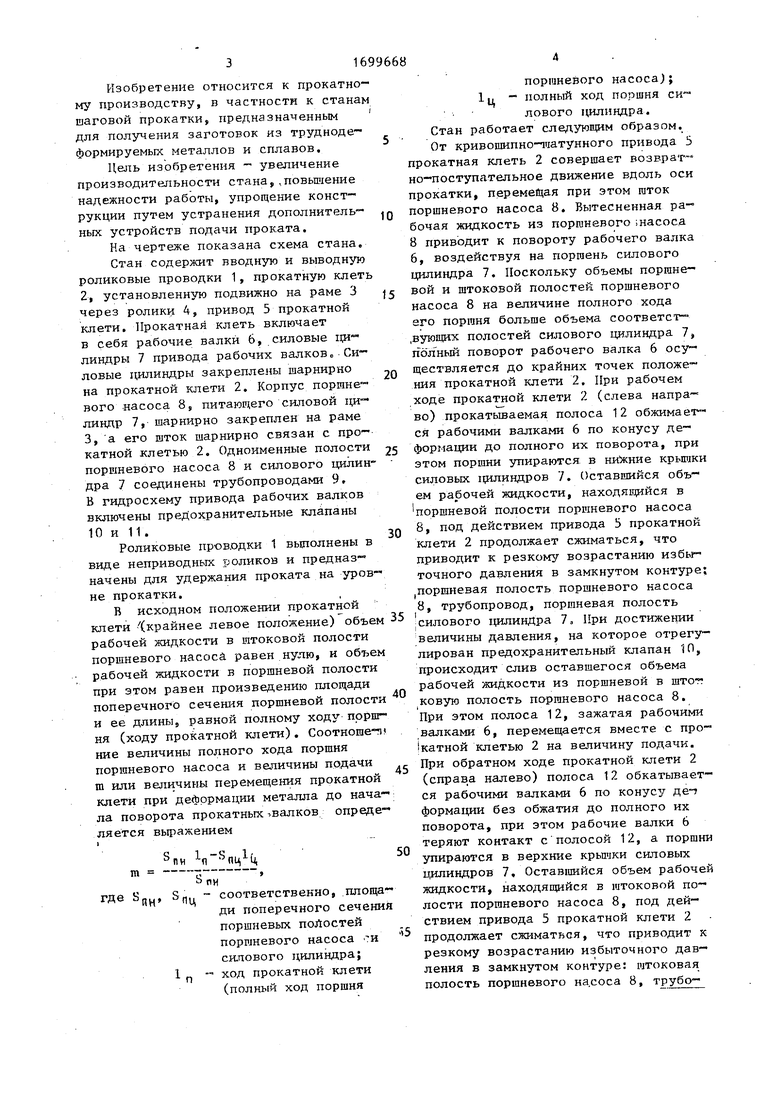
| название | год | авторы | номер документа |
|---|---|---|---|
| Нажимное устройство | 1979 |
|
SU854474A1 |
| Устройство для измерения толщины проката | 1979 |
|
SU870916A1 |
| Гидравлическое нажимное устройство прокатного стана | 1980 |
|
SU884759A1 |
| Устройство для измерения раствора валков пилигримового стана | 1981 |
|
SU1009543A1 |
| Устройство для стабилизации раствораВАлКОВ пРОКАТНОй КлЕТи | 1979 |
|
SU804030A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1970 |
|
SU279556A1 |
| Гидромеханическое нажимное устройство прокатной клети | 1983 |
|
SU1122386A1 |
| Прокатно-ковочный стан | 1980 |
|
SU937067A1 |
| Устройство для адаптивной настройкиРЕгуляТОРА ТОлщиНы пРОКАТА HA ТРЕбуЕМыйпАРАМЕТР | 1976 |
|
SU806187A1 |
| Устройство для уравновешивания шпинделя привода валков прокатного стана | 1983 |
|
SU1093374A1 |
Изобретение относится к прокатному производству, в частности к станам шаговой прокатки, предназна - ченным для получения заготовок из труднодеформируемых металлов и сплявов. Цель изобретения - увеличение производительности стана, повыше- ние надежности работы, упрощение конструкции лзтем устранения дополнительных устройств подачи проката. При перемещении клети рабочая жид- костьэ постзгпающая из поршневого насоса 8„ воздействует на поргаень цилиндра 7, в результате чего поворачивается рабочий валок 6, обжимая металл. После полного поворота валков оставшийся объем рабочей жидкости поступает в штоковую полость насоса 8j при этом металл, зажатый рабочими валками, перемещается вместе с клетью 2 на величину подачи. При обратном ходе клети рабочие валки обкатывают металл без обжатия, затем теряют с ним контакт. После слива частиц объема рабочей жидкости из штоковой полости в поршневую насоса 8 полоса ос тается на месте, л клеть наезжает на нее и металл деформируется Это поз воляет упростить конструкцию стана е ил. 8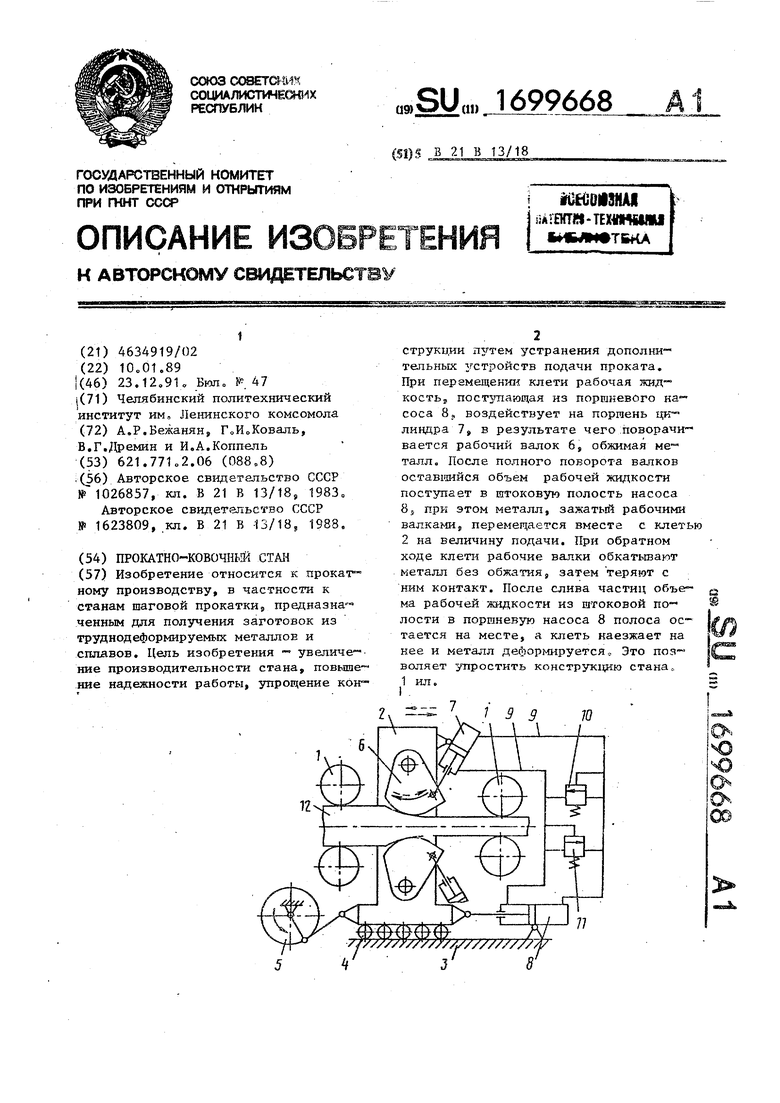
| Прокатно-ковочный стан | 1982 |
|
SU1026857A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
