(54; НАЖИМНОЕ УСТРОЙСТВО
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ПОДДЕРЖАНИЯ ПОСТОЯННОГО РАССТОЯНИЯ МЕЖДУ ВАЛКАМИ ПРОКАТНОГО СТАНА | 2002 |
|
RU2267370C2 |
| Устройство для уравновешивания шпинделя привода валков прокатного стана | 1983 |
|
SU1093374A1 |
| Прокатная клеть | 1974 |
|
SU599865A1 |
| Предварительно напряженная прокатная клеть | 1979 |
|
SU835543A1 |
| Стан поперечно-винтовой прокатки профильных изделий | 1987 |
|
SU1586836A2 |
| Гидромеханическое нажимное устройство прокатной клети | 1983 |
|
SU1122386A1 |
| Предварительно напряженная клеть | 1980 |
|
SU1025471A1 |
| Система управления гидравлическим нажимным устройством автомат-стана | 1980 |
|
SU901668A1 |
| Система автоматического регулирования толщины полосы при прокате | 1974 |
|
SU679272A1 |
| Устройство для стабилизации раствораВАлКОВ пРОКАТНОй КлЕТи | 1979 |
|
SU804030A1 |
Изобретение относится к прокатному производству, а точнее к нажимным механизмам листовых и сортовых прокатных станов, и может быть использо вано в нажимных устройствах предвари тельно напряженных клетей. Известно нажимное устройство прокатных станов, содержащее силовые гидроцилиндры распора валков, наокимные гидроцилиндры, регулирующие органы, вк.пючающие в себя насос и гидромотор, которые жестко соединены между собой и с электродвигателем/ устройства отрицательной обратной связи по перемещению силового цилиндра. Данное устройство предназначено для постоянного поджатия подушек регулируемого валка к плунжерам цилиндром и создания подпора жидкости в нажимных гидроцилиндрах при холостой работе нажимного устройства 1. Наличие постоянного давления в силовых цилиндрах позволяет создать предварительный ротор валков, однако в связи с отсутствием связи их с нажимными цилиндрами система не учитывает деформацию рабочей клети при изменении усилия прокатки. Кроме того механическая обратная связь по перемещению не позволяет получить достаточное усилие сигнала на обработку нажимного устройства. Применение блока подачи насос-мотор приводит к наличию с одной стороны сравнительно больших перемещающихся масс масла, а с другой - к отсутствию замкнутого его объема на участке цилиндр нажимного устройства - регулирунхций орган, что в связи с большой инерционностью системы, а также недостаточным усилием сигнала не позволяет осуществить необходимое быстродействие системы. При этом прокат получается неточным. Известно также нажимное устройство, содержащее механический нажимной . узел и гидравлическую систему, ймеющу1р гидроцилиндры предварительного напряжения, золотник управления гидроцилиндром предварительного напряжения и расположенный между подушкой верхнего валка jj механическим нажимным устройством однополостной гидроцилиндр, воспринимающий усилия прокатки. При этом золотник управления связан механическим с нажимным устройством, обратной механической связью с гидроцилиндром, воспринимающим усилия прокатки Г2 .
Однако механическая обратная связь олотника управления с гидроцилиндром е позволяет значительно увеличить игнал обработки, а значит и быстроействие системы, что сказывается на очности прокатываемого изделия. Крое того, при механической связи зоотника управления с нажимным устройтвом, расположенным непосредственно на клети, деформация клети при колебаниях усилия прокатки из-за недостаточно высокого быстродействия системы так же сказывается на точности прокатываемого изделия. В случае расположения нажимного устройства (механически связанного с золотником управления) вне клети - для исключения влияния деформации клети при колебаниях усилия прокатки - механическая обратная связь золотника с подушкой сохраняется, .что не обеспечивает быстродействия системы. При этом во всех случаях золотник управления находится в невыгодных условиях эксплуатации самого золотника и всей гидравлической системы в верхней части рабочей клети.
Цель изобретения - повьниение точности готового проката за счет повышения быстродействия системы.
Поставленная цель достигается тем, что в нажимном устройстве, например листопрокатного стана, содержащем механический нажимной узел и гидравлическую систему, имеющую гидроцилиндр предварительного напряжения, золотник управления гидроцилиндром предварительного напряжения с обратной связью между золотником и гидро-. цилиндром, воспринимающим усилия прокатки, и расположенный между подушкой верхнего валка и механическим нажимным устройством однополостной цилиндр, воспринимающий усилия прокатки, обратная связь выполнена гидравлической от управляющей полости золотника управления, а регулирующая полость золотника управления связана с поршневой полостью гидроцилиндра предварительного напряжения и через обратный клапан - с гидроцилиндром, воспринимающим усилия прокатки, при этом устройство снабжено трехпозиционным гидрораспределителем, один из отводов которого связан с подводом золотника управления, а другой отвод связан со штоковой полостью гидроцилиндра предварительного напряжения и полостью регулируняцей пружины золотника управления, при этом оба отвода трехпозиционтюго гидрораспределителя в среднем положении соединены с источником давления.
Такое конструктивное выполнение нажимного устройства позволяет значительно повысить точность изделия путем увеличения быстродействия системы. Это достигается за счет преобразования перемещения вгшка (механиеского перемещения; в перемещение идкости в замкнутом объеме с многоратным усилением по перемещению.
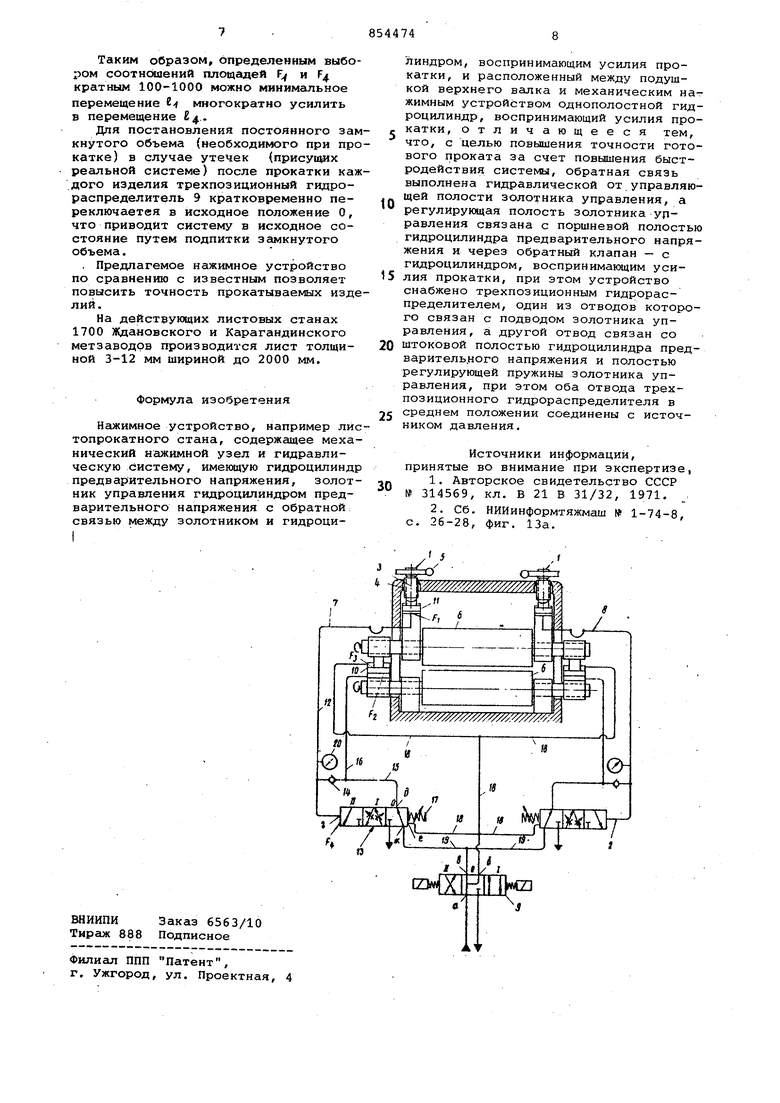
На чертеже изображена гидросхема ажимного устройства прокатного стаа.
Нажимное устройство содержит два механических нажимных узла 1 и гидравлическую систему 2. Каждый механический нажимной узел 1 состоит из пары винт 3 - гайка 4 и привода 5. Гидравлическя система 2 охватывает ва симметрично расположенных по обе стороны от бочек валков б гидроуза 7 и 8, подключенных к единому трехпозиционному гидрораспределителю 9, подвод давления а которого в исходном положении О соединен одновременно с отводами бив этого золотника. Каждый гидроузел 7 и 8 соержит гидроцилиндр 10 предварительного напряжения клети через валок б и однополостной гидроцилиндр 11, воспринимающий усилия прокатки. При этом последний трубопроводом 12 подключен одновременно к управляющей полости г золотника 13 управления и через обратный клапан 14 (с пропуском жидкости через него только в гидроцилиндр 11) трубопроводом 15 к регулирующей полости д этого же золотника. Регулирующая полость д трубопроводами 15 и 16 в свою очередь подключена к поршневой полости гидроцилиндра 10 предварительного напряжения. Штоковые полости гидроцилиндров 10 предварительного напряжения и полости е регулирующей пружины 17 золотника 13 управления двух гидроузлов 7 и 8 гидравлически объединены между собой системой трубопроводов 18 и соединены с отводом б трехпозиционного гидрораспределителя 9. Подводы ж золотников 13 управления двух гидроузлов 7 и 8 гидравлически объеинены между собой трубопроводом 19 и соединены с отводом в трехпозиционного гидрораспределителя 9. Каждый гидроузел 7 и 8 имеет манометр 20, установленный на трубопроводе 12.
Настройка давления по манометру 20 ля создания требуемого усилия предварительного напряжения производится регулирующей пружиной 17 золотника 13 управления. Величина рабочих площадей гидроцилиндров 10 и 11 выбрана таким образом, что рабочая площадь F, гидроцилиндра 11, воспринимающего усилия прокатки, меньше рабочей плоади Р2 порщневой полости гидроцилиндра 1C предварительного напряжения, но больше разности площадей поршневой Fj и штоковой Р полостей гидроцилиндра 10, т.е.
F , F, (F - F,)
Устройство работает следующим образом.
Перед прокаткой система заполняется рабочей жидкостью, т.е. приводится в исходное положение. При этом трехпозиционный гидрораспределитель занимает исходное положение О, и рабочая жидкость под давлением .гидрораспределителя 9 подается одновременно через отвод б по трубопроводам 18 в штоковые полости гидроцилиндров 10 и полости е регулирующей пружины 17 золотников 13 управления, устанавливая последние в исходное положение О а через отвод в по трубопроводам 19 к подводам ж золотников 13 управления. При этом через отвод д этих золотников по трубопроводу 15 и 16 жидкость подается в поршневые полости гидроцилиндров 10, а через обратные клапаны 14 по трубопроводам 12 в управляющие полости г золотников 13 управления и одиополостные гидроцилиндры 11. За счет разности рабочих площадей F поршневой и F-J штоковой полостей гидроцилиндра 10 подушки верхнего валка 6 прижимаются к гидроцилиндрам 11, которые полностью заполнены рабочей жидкостью под давлением на полный рабочий ход. Так как рабочая площадь F гидроцилиндра 11 больше разности рабочих площадей гидроцилиндра 10, то усилия, развиваемые гидроцилиндрами 11, больше усилий, развиваемых гидроцилиндрами 10. Для создания предварительного напряжения клети с заданным усилием трехпозиционный гидрораспределитель 9 переключают в положение 1. При этом штоковые полости гидроцилиндров 10 предварительного напряжения и полости е регулирующей пружины 17 золотника 13 управления через трубопровод 2 и трехпозиционный гидрораспределитель 9 соединяют со сливом, а через подводы ж золотников 13 управления трехпозиционным гидрораспределителем 9 по трубопроводу 19 по-прежнему подается рабочая жидкость с рабочим давлением системы. Через золотник 13 управления по трубопроводам 15 и 16 жидкость поступает в поршневые полости гидроцилиндров 10, которые через подушки верхнего валка 6 воздействуют на гидроцилиндры 11. В связи с тем, что рабочая площадь F гидроцилиндра 11 меньше рабочей площади Fj поршневой полости гидроцилиндра 10, то усилие, развиваемое гидроцилиндром 10, больше, чем усилие от того же давления, развиваемое гидроцилиндром 11. Поэтому гидроцилиндр 10 начинает перемещать подушки верхнего валка 6, вытесняя рабочую жидкость из гидроцилиндров 11.
Так как обратный клапан 14 пропускает рабочую жидкость только в одном направлении - в сторону гидроцилиндра 11, то рабочая жидкость окажетсязапертой в замкнутом объеме: гидроцилиндра 11, трубопровода 12 и /правлякяцей полости г золотника 13 управления, и вытесняемая из гидроцилиндра 11, начинает перемещать золотник 13 управления в среднее плавающее положение 1 до тех пор, пока дросселирование жидкости из подвода ж в отвод д и из него на слив не создает в поршневой полости гидро цилиндра 10 такое давление, чтобы уравновесить давление в гидроцилиндре 11, которое создается поджатием регулирующей пружины 17 золотникд 13 ynpaBJieHHH и необходимая величина которого для предварительного напряжения клети настраивается затем по манометру 20. После создания предварительного напряжения клети производится установка требуемого зазора между валками 6 механическими нажимными узлами 1. При этом при включении привода 5 каждый нажимной винт 3 воздействует через свой гидроцилиндр 11 на свой золотник 13 управления, так как верхний валок 6 начинает опукаться, вытесняя рабочую жидкость из поршневой полости гидроцилиндра 10 по трубопроводам 15 и 16 через золотники 13 управления на слив под давлением, не снижающим и не повышающим давление в гидроцилиндрах 11, При достижении требуемого положения верхнего валка 6 привод 5 выключается и клеть готова к прокатке изделия При задаче металла в валки и прокатке металл воздействует через валок и подушки верхнего валка 6 на гидроцилиндр 11, вытесняя из него рабочую жидкость по трубопроводу J.2 в управляющую полость золотника 13 управления. При этом золотник перемещается в такое среднее положение 1, при котором усилия от воздействия металла и давления в гидроцилиндре 10 не уравновесят усилие от давления настройки в гидроцилиндре 11 регулирующей пружины 17 золотника 13 управления, т.е. клеть будет находиться под постоянным напряжением с постоянным усилием, значит и зазор между ,-: валками будет постоянным.
Таким образом, при прокатке производится слежение за т9лщиной проката. При этом система обладает быстродействием что значительно повышает точность проката,
Быстродействие системы при слежении за номинальным давлением предварительного напряжения достигается за счет того, что в .и - управляющая полость золотника 13, трубопровод 12 и гидроцилиндр 11 - создается, замкнутый объем жидкости для которого при перемещении жидкости из одной полости в другую справедливо соотношение
V « F €4 F4 где i-i - ход цилиндра;
F - рабочая площадь цилиндра; V - объем вытесняемой жидкости; F4 - рабочая площадьзолотника, М - ход золотник управления.
