Изобретение относится к черной металлургии, а именно - к разливке кипящей стали по изложницам.
Цель изобретения - повышение качества слитков.
Согласно способу отливки крупных слитков кипящей стали зеркало металла в изложнице изолируют на 10-16 мин от атмосферы путем укладки на верхний торец изложницы сразу после ее наполнения тонкого стального листа таким образом, чтобы перекрывалось 30-80% площади верхнего проема изложницы. Технология отливки слитков кипящей стали учитывает физико- химические процессы, протекающие при их кристаллизации. Отсутствие равновесия между растворенными в металле кислородом и углеродом вызывает газовыделение при кристаллизации слитков кипящей.стали. При этом из атмосферы в металл постоянно поступает кислород, так что его .концентрация в металле во время кипения может и не уменьшаться. Для снижения остающейся в металле концентрации кислорода можно сократить его поступление из атмосферы за счет накрытия изложницы сразу после ее наполнения жидкой сталью тонким стальным листом на 10-16 мин. При этом на кипение расходуется в основном кислород, растворенный в металле (удаляется из металла в виде окиси углерода), за счетчего его содержание в уже затвердевшем слитке существенно снижается. Так как слитки различных плавок отличаются друг от друга различной интенсивностью кипения, то необходимо регулировать и поступление кислорода в металл из атмосферы для поддержания оптимальной интенсивности кипения. Как показывает опытная проверка предполагаемого изобретения, для этого достаточно перекрывать от 30 до 100 % площади верхнего проема изложницы.
П р и м е р 1. Разливается сталь 08 кп в изложницы для слитков массой 16 т. Уровень заполнения металла в изложнице составляет 150 мм от верхнего торца изложницы. По визуальной оценке интенсивность кипения металла слабая. Сразу посо
с
о о ю 1
о
еле наполнения изложницы на ее торец укладывают стальной лист таким образом, чтобы перекрывалось 30% площади проема. Лист снимают через 10-16 мин. Затем производят прекращение кипения стали из- вестными методами химического или механического закупоривания.
П р и м е р 2. Сталь 2 кп разливается в изложницы для слитков массой 16 т. Уровень заполнения изложницы - 150 мм от верхнего торца. Интенсивность кипения металла высокая. Сразу после наполнения изложницы проем верхнего торца изложницы полностью (100%) перекрывают стальным листом на 10-16 мин. Затем листснимают и слиток закупоривают.
П р и м е р 3. Сталь 3 кп разливается в 16-тонные слитки. Уровень заполнения такой же, что и в примерах 1, 2, т.е. 150 мм от верха. Интенсивность кипения металла средняя. После наполнения изложницы стальным листом перекрывается 65% площади проема. Через 10-16 мин листснимают и слиток закупоривают.
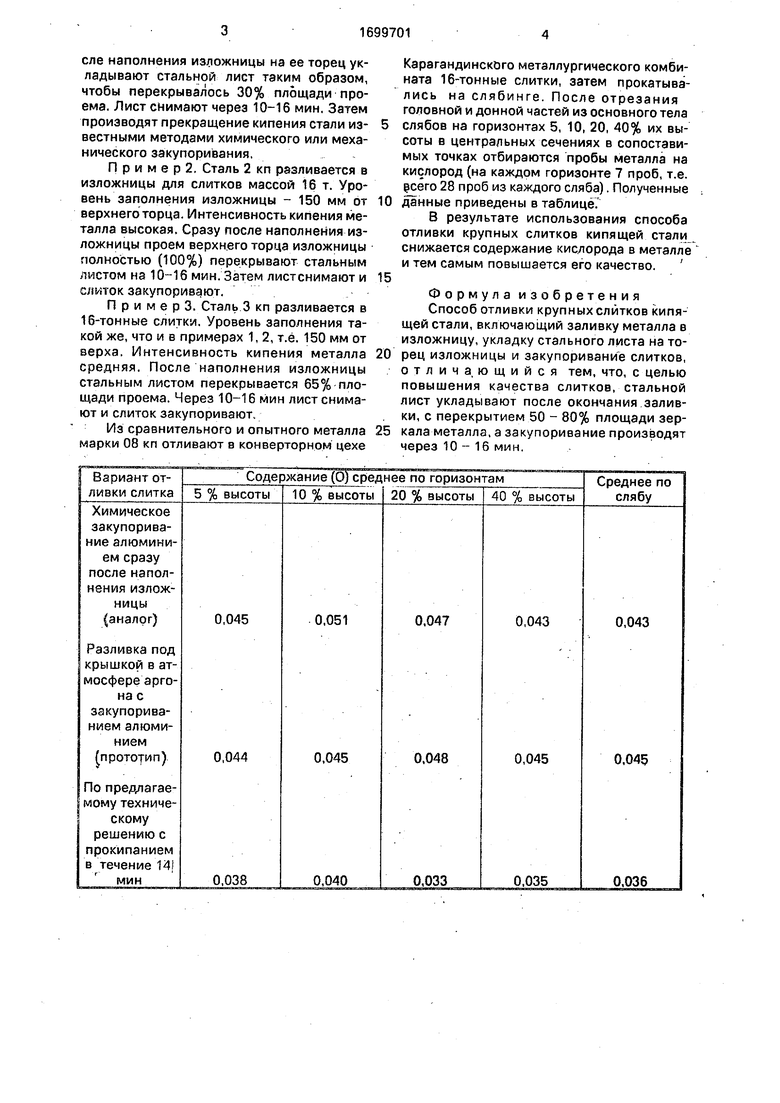
Из сравнительного и опытного металла марки 08 кп отливают в конверторном цехе
Карагандинского металлургического комбината 16-тонные слитки, затем прокатывались на слябинге. После отрезания головной и донной частей из основного тела слябов на горизонтах 5, 10, 20, 40% их высоты в центральных сечениях в сопоставимых точках отбираются пробы металла на кислород (на каждом горизонте 7 проб, т.е. всего 28 проб из каждого сляба). Полученные данные приведены в таблице.
В результате использования способа отливки крупных слитков кипящей стали снижается содержание кислорода в металле и тем самым повышается его качество.
Формула изобретения Способ отливки крупных слитков кипящей стали, включающий заливку металла в изложницу, укладку стального листа на торец изложницы и закупоривание слитков, отличающийся тем, что, с целью повышения качества слитков, стальной лист укладывают после окончания заливки, с перекрытием 50 - 80% площади зеркала металла, а закупоривание производят через 10-16 мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения слитков кипящей стали | 1989 |
|
SU1668014A1 |
| Способ ввода углеродистого интенсификатора кипения в слиток | 1988 |
|
SU1639878A1 |
| Способ получения слитков кипящей стали | 1988 |
|
SU1569076A1 |
| СПОСОБ ПРОИЗВОДСТВА НЕСТАРЕЮЩЕЙ МАЛОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ХОЛОДНОКАТАНОГО ЛИСТА | 1991 |
|
RU2026363C1 |
| Интенсифицирующая смесь для разливки кипящих сталей | 1978 |
|
SU749549A1 |
| Интенсификатор кипения для обработки стали | 1980 |
|
SU908485A1 |
| Состав смазки для изложниц | 1989 |
|
SU1694309A1 |
| Способ разливки кипящей стали с химическим закупориванием слитков | 1981 |
|
SU967671A1 |
| Способ получения слитков кипящей стали | 1981 |
|
SU1101320A1 |
| СПОСОБ ПРОИЗВОДСТВА НЕСТАРЕЮЩЕЙ СТАЛИ | 1991 |
|
RU2026364C1 |
Изобретение относится к черной металлургии, а именно к разливке кипящей стали в изложницы. Цель изобретения - повышение качества слитков. Зеркало металла в изложнице сразу после ее наполнения изолируют на 10-16 мин от атмосферы перекрывая на 30-80% площадь верхнего проема изложницы тонким стальным листом.
| Трубмн К.Г | |||
| и Ойка Г.Н | |||
| Металлургия стали | |||
| М.: Металлургия, 1964, с,649. |
