Известны устройства для сборки и сварки с днищами обечаек конвейеров и транспортеров, содержащие принудительно вращаемые раздвижные роликооиоры. Такие обечайки изготовляют из прокатных свальцованных листов, торцы которых требуется выравнивать. Внутрь обечайки устанавливают вал с двумя приваренными дисками, диски приваривают к обечайке, после чего сваривают стык самой обечайки.
Устройство для сборки и сварки обечаек содержит два вала с двумя роликами на каждом, укрепленные в подщипниках на станине. Расстояние между валами может изменяться перестановкой подшипников с сохранением параллельности валов, что необходимо для удобного расположения на валах свариваемой обечайки любого размера.
После установки обечайки на роликоопоры и введения внутрь вала с двумя приваренными дисками необходимо прижать обечайку к дискам вала для устранения зазора, нежелательного при сварке. Для осуществления этой операции к обечайке приваривают по два уголка против соответствующих дисков и при помощи стяжного болта ее стягивают вручную. После приварки дисков и сварки обечайки сбивают четыре приваренных уголка и зачищают поверхность обечайки. Выравнивание ее торцов, а также сбивание приваренных
уголков осуществляются вручную и весьма трудоемко.
Предлагаемое устройство аналогичного назначения снабжено двумя вертикальными пневмоцилиндрами для устранения зазора между обечайкой и днищем вала обечайки. Валы роликоопор имеют фланцы для устранения перекоса торцов обечайки.
Операция обжатия обечайки, выравнивания ее торцов и приварка дисков вала производятся в едином рабочем цикле, причем первые две операции автоматизированы, а уголков для стягивания обечайки не требуется.
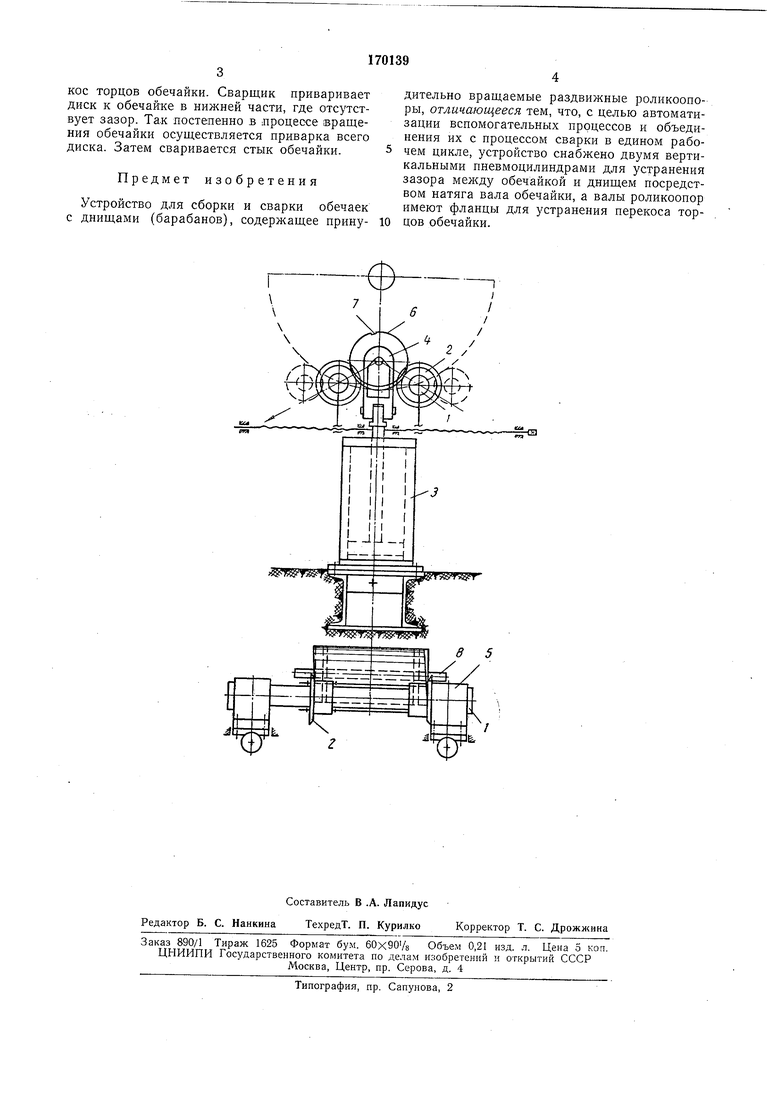
На чертеже приведена схема предлагаемого устройства, состоящего из двух валов / с четырьмя роликами 2 с фланцами, двух пневмоцилиндров 3 со скобами 4 и передвижных подщипников 5.
Сборка и сварка обечайки на этом устройстве осуществляются следующим образом.
После установки на валы / обечайки 6 со стыком 7, расположенным в верхней ее части, и введения внутрь обечайки вала 8 с двумя дисками на концы вала надеваются скобы 4, и два пневмоцилиндра 3 обжимают обечайку, устраняя зазор между диском и нижней ее частью. Одновременно принудительно вращаются роликоопоры (валы) /, вследствие чего свариваемая обечайка начинает медленно вращаться и фланцы роликов устраняют перекос торцов обечайки. Сварщик приваривает диск к обечайке в нижней части, где отсутствует зазор. Так постепенно в лроцеосе вращения обечайки осуществляется приварка всего диска. Затем сваривается стык обечайки.
Предмет изобретения
Устройство для сборки и сварки обечаек с днищами (барабанов), содержащее принудительно вращаемые раздвижные роликоопоры, отличающееся тем, что, с целью автоматизации вспомогательных процессов и объединения их с процессом сварки в едином рабочем цикле, устройство снабжено двумя вертикальными пневмоцилиндрами для устранения зазора между обечайкой и днищем посредством натяга вала обечайки, а валы роликоопор имеют фланцы для устранения перекоса торцов обечайки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КРУПНОРАЗМЕРНЫХ МЕТАЛЛИЧЕСКИХ ОБЕЧАЕК | 2012 |
|
RU2492038C1 |
| Устройство для сборки под сварку продольных стыков обечаек | 1981 |
|
SU946872A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| Стенд для сборки обечаек с продольным швом | 1976 |
|
SU610646A1 |
| Цилиндрический корпус отсека ракеты-носителя | 2022 |
|
RU2789251C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2011 |
|
RU2458768C1 |
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |
| Способ изготовления сварных обсадных двухстенных труб из секций и технологическая линия для его осуществления | 1984 |
|
SU1214258A1 |
| Стенд для сборки под сварку | 1972 |
|
SU468744A1 |
