Со стороны свободного конца консоли 3 заводится первая обечайка 22 изделия, например, краном до упора в стойку 2 и опускается на опоры 21, не касаясь консоли 3. Таким же образом загружаются все остальные обечайки изделия.
После этого с помощью пневмоцилиндра 30 подводится опора 20 под свободный конец консоли 3, а опоры 21 выходят из .под обечаек изделия, и обечайки повисают на консоли, опираясь внутренними поверхностями на роликоопоры 4.
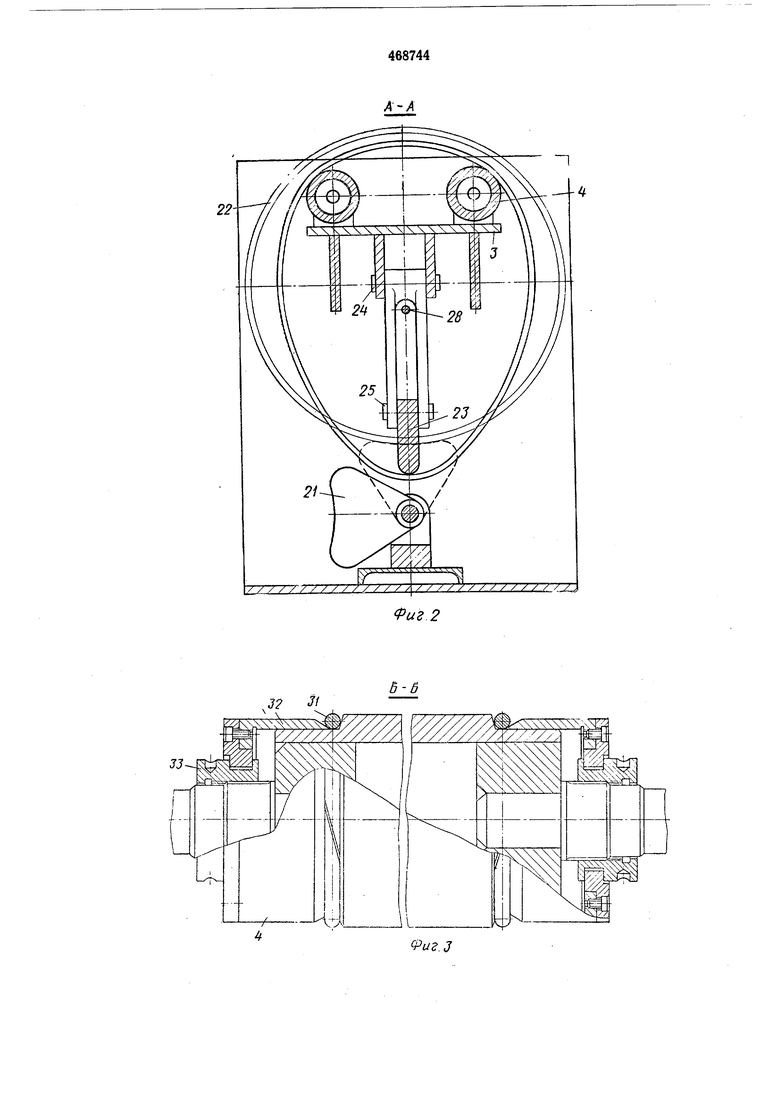
Вращением штурвала 16 с винтом 11 обечайку поджимают торцами друг к другу упором 13, который скользит по направляющим 10 и выбирает зазоры между обечайками изделия.
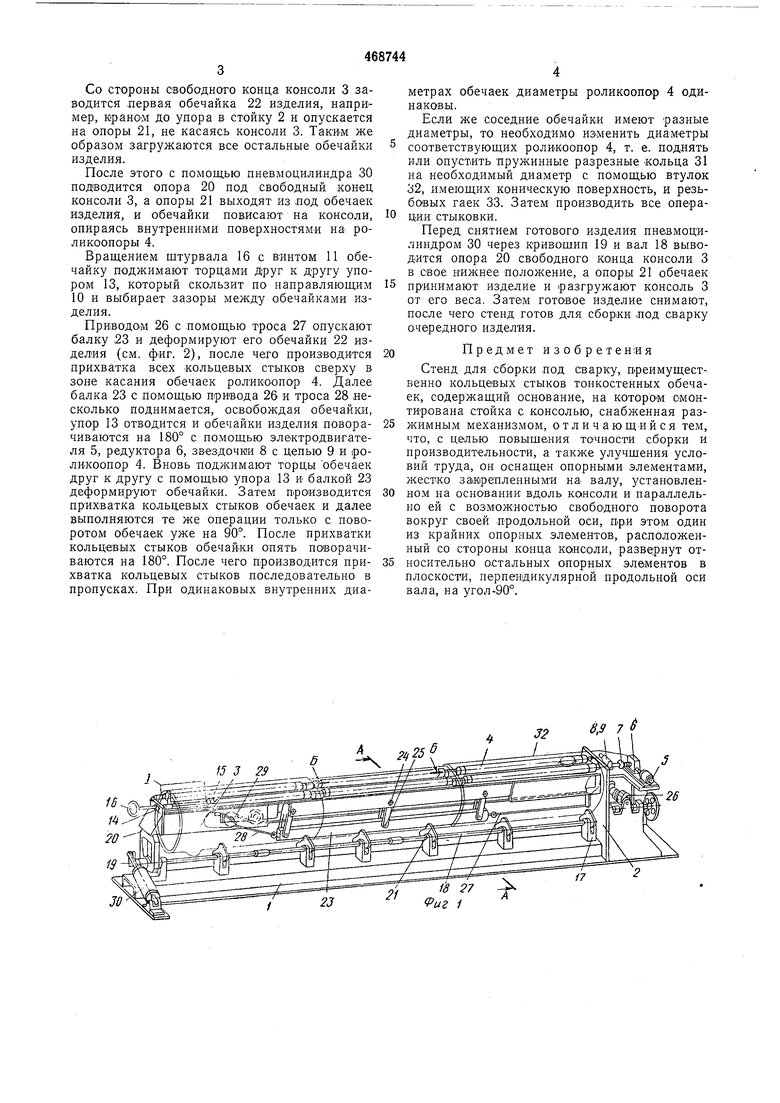
Приводом 26 с .помощью троса 27 опускают балку ,23 и деформируют его обечайки 22 изделия (см. ф.иг. 2), после чего производится прихватка всех -кольцевых стыков сверху в зоне касания об.ечаек роликоопор 4. Далее балка 23 с помощью привода 26 и троса 28 несколько поднимается, освобождая обечайки, упор 13 отводится и обечайки изделия поворачиваются на 180° с помощью электродвигателя 5, редуктора 6, зв.ездочк и 8 с цепью 9 и роликоопор 4. Вновь подл имают торцы обечаек друг к другу с помощью упора 13 и- балкой 23 деформируют обечайки. Затем производится прихватка кольцевых стыков обечаек и далее выполняются те же операции только с поворотом обечаек уже на 90°. После прихватки кольцевых стыков обечайКи опять поворачиваются на 180°. После чего производится прихватка кольцевых стыков последовательно в про.пусках. При одинаковых внутренних диаметрах обечаек диаметры роликоопар 4 одинаковы.
Если же соседние обечайки имеют разные диаметры, то необходимо изменить диаметры соответствующ.их роликоопор 4, т. е. поднять или опустить пружинные разрезные кольца 31 на необходимый диаметр с помощью втулок 32, имеющих коническую поверхность, и резьбовых гаек 33. Затем производить все о.пераЦ.ИИ стыковки.
Перед снятием готового изделия пневмоцилиндром 30 через кривошип 19 и вал 18 выводится опора 20 свободного конца консоли 3 в свое нижнее положение, а опоры 21 обечаек принимают изделие и разгружают консоль 3 от его веса. Затем готовое изделие снимают, после чего стенд готов для сборки лод сварку о.чередного изделия.
Предмет изобретения
Стенд для сборки .под сварку, преимущественно кольцевых стыков тонкостенных обечаек, содержащий основание, на котором смонтирована стойка с консолью, снабженная разжимным механизмом, отличающийся тем, что, с целью повышения точности сборки и производительности, а также улучшения условий труда, он оснащен опорными элементами, жестко закрепленными на валу, установленном на основании вдоль консоли и параллельно ей с возможностью свободного поворота вокруг своей .продольной оси, при этом один из крайних опорных элементов, расположенный со стороны конца консоли, развернут относительно о.стальных опорных элементов в плоскости, перпендикулярной продольной оси вала, на у го л-90°.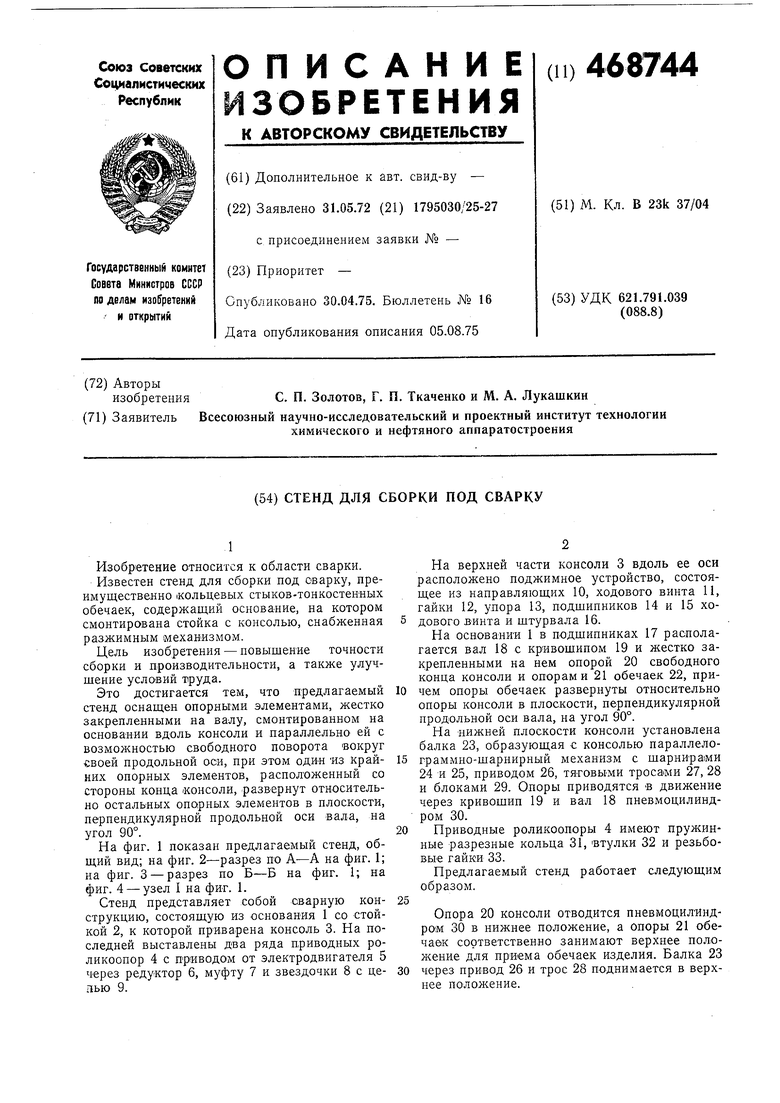
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки обечаек с продольным швом | 1976 |
|
SU610646A1 |
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |
| СТЕНД ДЛЯ СБОРКИ ОБЕЧАЕК С ПРОДОЛЬНЫМ ШВОМ | 1970 |
|
SU271477A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Устройство для сборки под сварку кольцевых стыков | 1980 |
|
SU897451A1 |
| Стенд для сборки под сварку | 1972 |
|
SU474414A1 |
| Стенд для сборки кольцевых стыков обечаек | 1985 |
|
SU1296346A1 |
| Стенд для сборки под сварку | 1986 |
|
SU1425018A1 |
| Способ сборки под сварку кольцевыхСТыКОВ ОбЕчАЕК и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1977 |
|
SU799932A1 |
| Устройство для сборки корпусов из обечаек | 1973 |
|
SU532500A1 |
18 27 223 31
1
Фиг 2 ыг.З
ij 1210
У/
-с / /
Риг V
