Изобретение относится к металлообработке и может быть использовано для закрепления заготовки при обработке отверстий.
Цель изобретенил - повышение точности базирования посредством обеспечения равномерного распределения усилий закрепления.
На фиг.1 представлено устройство, общий вид; на фиг.2 - вид А на фиг.1.
Устройство состоит из полого корпуса 1, на переднем торце которого выполнены прорези, образующие лепестки дополнительной цанги а (на фиг.1 четырехлепесткр- вая). В отверстии корпуса 1 установлен нажимной конический элемент 2, зафиксированный от проворога штифтом 3. В каждой прорези дополнительной цанги а корпуса 1 расположен зажимной элемент А, имеющий сквозной-паз 5, в котором размещен штифт 6. Зажимные элементы 4 подпружинены пружинами 7, которые расположены в глухих пазах и упираются в штифты 8, установленные во фланце 9 корпуса 1. Зажимные элементы 4 выполнены в виде сухарей с направляющими элементами 10 с антифрикционными накладками 11, выполненными, например, из фторопласта, которые уменьшают трение. В случае нечег ного числа зажимных элементов А (краг ность 3) устройство самоцентрируется в обрабатываемом отверстии заготовки 12. В случае оснащения устройства четным числом зажимных элементов А (кратность 2) возможно осуществлять обработку эксцентричных отверстий, причем с увеличением числа зажимных элементов 4 повышается точность установки величины эксцентриситета, например, за счет фасонного профиля конического элемента 2. На конце корпуса 1 о отверстии закреплена ось 13 с направляющим пояском, который крепится гайкой
14к корпусу 1. На конце оси 13 на шарике
15установлена цанга 16 с конусным центром на конце, зафиксированная разрезным, упругим кольцом 17, которое сжимает цангу 16, буртики 18 которой свободно размещены в проточке 19. Цанга 16 устанавливается в центровое отверстие инструмента 20. На резьбовой поверхности цанги а корпуса 1 установлена гайка 21с центральным отверстием 22. Внутри конического элемента 2
размещен регулировочный винт 23, который определяет положение зажимных элементов 4.
Устройство работает следующим образом.
Для настройки на заданный диаметр обрабатываемого отверстия откручивают гайку 21 с коническим внутренним пояском. При этом цанга а разжимается, освобождая
зажимные элементы 4, находящиеся в ее пазах. При завинчивании через отверстие 22 в гайке 21 винта 23 конический нажимной элемент 2, перемещаясь в осевом направлении, раздвигает зажимные элементы 4, Достигнутое положение фиксируется путем завинчивания гайки 21, которая сжимает дополнительную цангу а корпуса 1. Устройство вводят с натягом в обрабатываемое отверстие заготовки 12, При обработке центрцанги 16 сопрягается с коническим технологическим отверстием инструмента 20. Обеспечивается надежное центрирование устройства в обрабатываемом отверстии, причем сила подачи преодолевает
уменьшенную за счет антифрикционных накладок 11 силу трения между трущимися поверхностями.
Формула изобретения
1.Направляюще зажимное устройство. в полом корпусе которого установлены подпружиненные зажимные элементы, контактирующие с нажимным коническим элементом, связанным с винтом, отличающееся тем, что, с целью повышения
точности базирования, устройство снабжено установленной на конце корпуса с возможностью вращения цангой с конусным центром на конце, а на переднем торце корпуса выполнены прорези, образующие лепестки дополнительной цанги с резьбой на наружной поверхности и с установленной на ней введенной в устройство гайкой, а зажимные элементы выполнены в виде установленных в прорезях дополнительной цанги сухарей с направляющими элементами с антифрикционными накладками на наружной поверхности.
2.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что поверхность нажимного конического элемента выполнена в виде фасонного профиля, расположенного эксцентрично относительно оси корпуса.
ЫА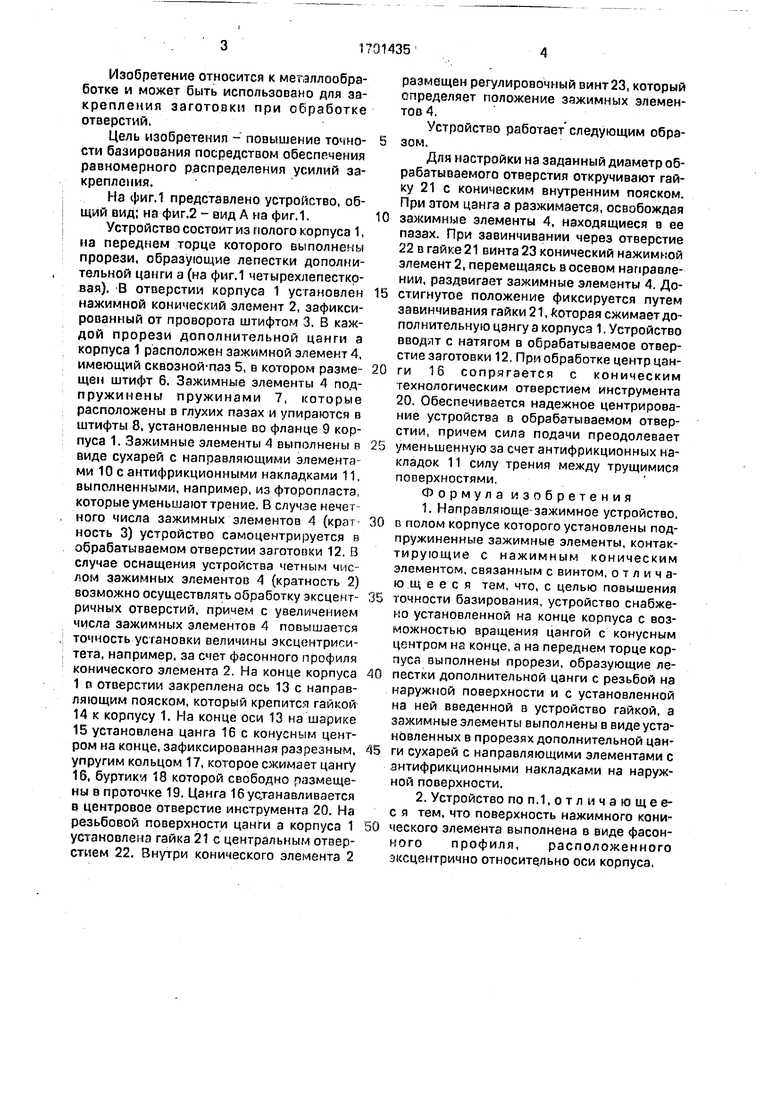
| название | год | авторы | номер документа |
|---|---|---|---|
| Цанговый патрон | 1980 |
|
SU904906A2 |
| РАЗЖИМНАЯ ОПРАВКА | 1992 |
|
RU2030257C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ШИН ЭЛЕКТРОТЕХНИЧЕСКИХ | 2023 |
|
RU2811023C1 |
| Зажимной патрон | 1986 |
|
SU1404191A1 |
| Инструмент для снятия заусенцев | 1978 |
|
SU1134302A1 |
| Инструмент для снятия заусенцев | 1978 |
|
SU901000A2 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Цанговый патрон | 1984 |
|
SU1220875A1 |
| Цанговая оправка | 1985 |
|
SU1294495A1 |
| Цанговый патрон | 1986 |
|
SU1397190A2 |

Изобретение относится к металлообработке и может быть использовано для закрепления заготовки при обработке отверстий. Цель изобретения - повышение точности базирования посредством обеспечения равномерного распределения усилий 21 закрепления. В отверстии корпуса 1 установлен нажимной конический элемент 2, контактирующий с зажимными элементами 4, выполненными в виде сухарей с направляющими элементами 10 с антифрикционными накладками 11. На переднем торце корпуса 1 выполнены прорези, образующие лепестки дополнительной цанги а, на резьбовой поверхности которой установлена гайка 21. На конце корпуса 1 закреплена ось 13, на которой установлена цанга 16 с конусным центром на конце. Настройка зажимных элементов 4 на диаметральный размер осуществляется винтом 28, а их жесткая фиксация гайкой 21. Устройство вводится в обрабатываемое отверстие заготовки 12 с натягом, а центр цанги 16 сопрягается с технологическим отверстием в инструменте 20. 1 з.п. ф-лы, 2 ил. w Ё а Ј СлЭ (Л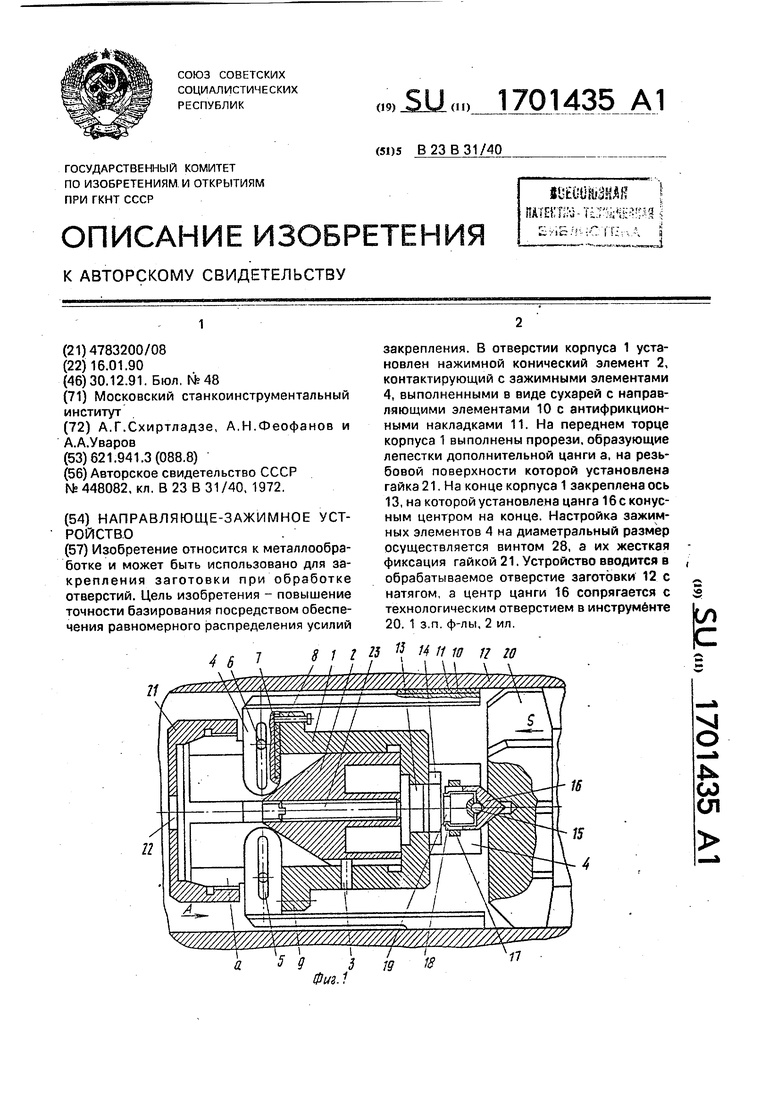
Фиг. 2
| Оправка | 1972 |
|
SU448082A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
