любой величине перемычки между резьбами. На основании 1 неподвижно смонтированы питатель 5, приводимый в движение гидроцилиндром 2, подпружиненный Т-образный рычаг, на одном плече которого закреплена рейка 14. Другое его плечо установлено с возможностью взаимодействия с датчиком 3. В питателе 5 перпендикулярно его оси имеется гнездо 11, в боковую стенку которого врезана зубчатая рейка 12. Параллельно оси питателя имеется продольный паз 13с выходом в боковой стенке гнезда 11 против зубчатой рейки 12. На питателе 5 закреплены разновысокие упоры 8 и 9, взаимодействующие со свободными плечами рычага 6. 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1984 |
|
SU1500462A1 |
| Устройство для ориентации деталей типа шпилек | 1990 |
|
SU1756111A1 |
| Устройство для завинчивания шпилек | 1990 |
|
SU1787734A1 |
| Автомат для завинчивания шпилек | 1985 |
|
SU1355438A1 |
| Устройство для ориентации шпилек | 1988 |
|
SU1626072A1 |
| Донносшивной станок | 1990 |
|
SU1764999A2 |
| Устройство для ориентации резьбовых шпилек | 1976 |
|
SU729031A1 |
| Устройство для ориентации резьбовых шпилек | 1977 |
|
SU653085A2 |
| Накопитель для цилиндрических деталей | 1981 |
|
SU996164A1 |
| МЕХАНИЗМ ПРЕОБРАЗОВАНИЯ ВОЗВРАТНО-ПОСТУПАТЕЛЬНОГО ДВИЖЕНИЯ ПОРШНЯ ВО ВРАЩАТЕЛЬНОЕ ДВУМЯ ПОДВИЖНЫМИ ЗУБЧАТЫМИ РЕЙКАМИ НА ШАТУНЕ В ДВИГАТЕЛЕ ВНУТРЕННЕГО СГОРАНИЯ | 2011 |
|
RU2479734C2 |
Изобретение относится к механосборочному производству и может быть исполь- зовано в автоматах для завертывания шпилек, отличающихся резьбой на обоих концах, а также может быть использовано для активного контроля диаметров стержней с последующей сортировкой стержней по диаметру на два потока. Цель изобретения - повышение надежности устройства в работе путем исключения сбоя при ориентации шпилек с разным шагом резьб на обоих ее концах и при любом расположении и при 00 Л Фиг./
Изобретение относится к механосборочному производству и может быть использовано в автоматах для завертывания шпилек, отличающихся резьбой на обоих концах, а также может быть использовано для активного контроля диаметров стержней с последующей сортировкой стержней по диаметру на два потока.
Целью изобретения является повышение надежности в работе устройства путем исключения сбоя при ориентации шпилек с разным шагом резьб на обоих ее концах и при любом расположении и при любой величине перемычки между резьбами.
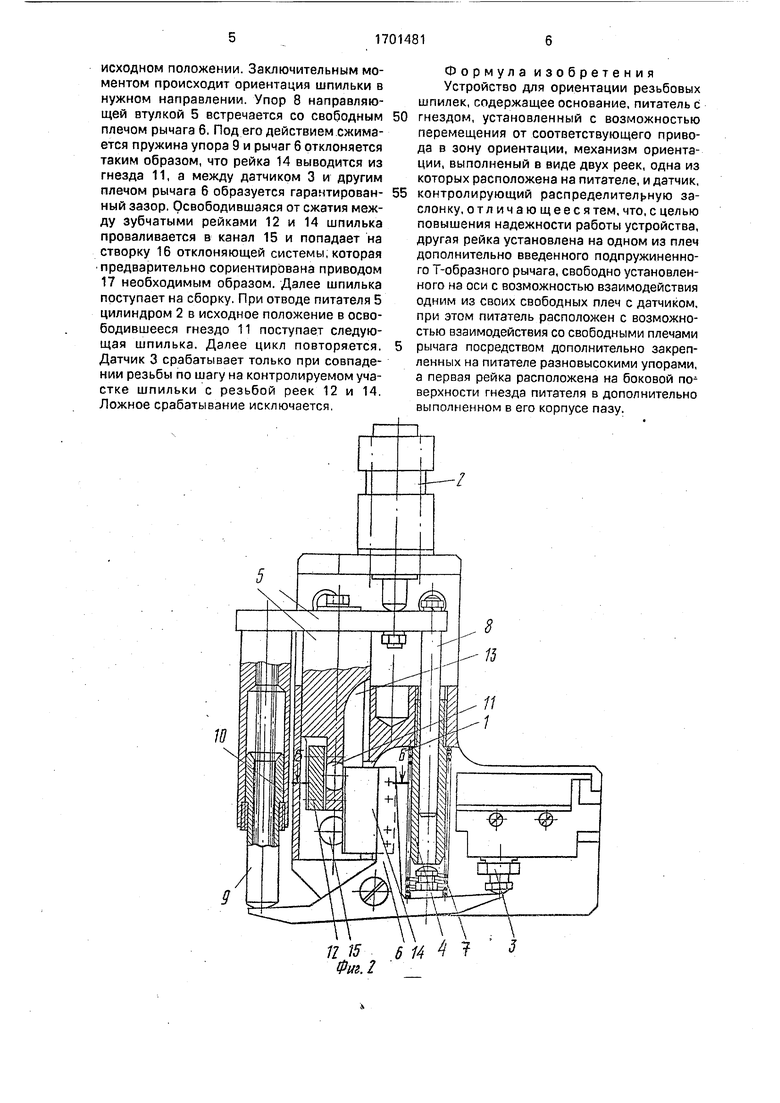
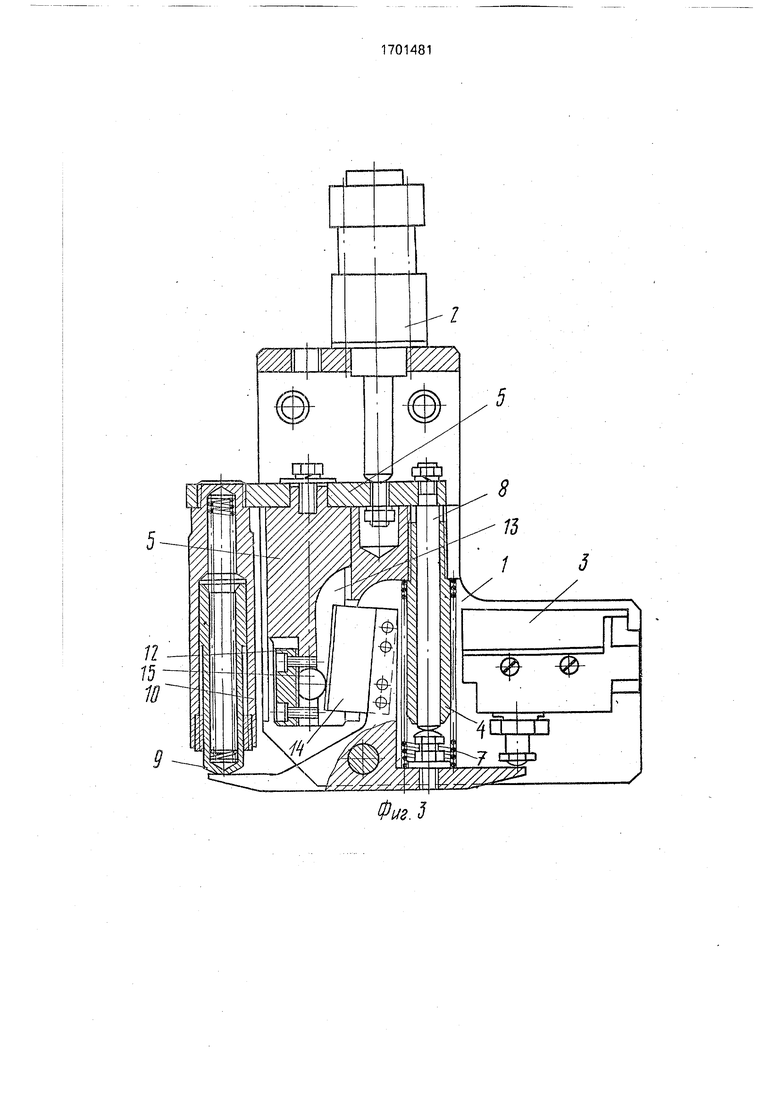
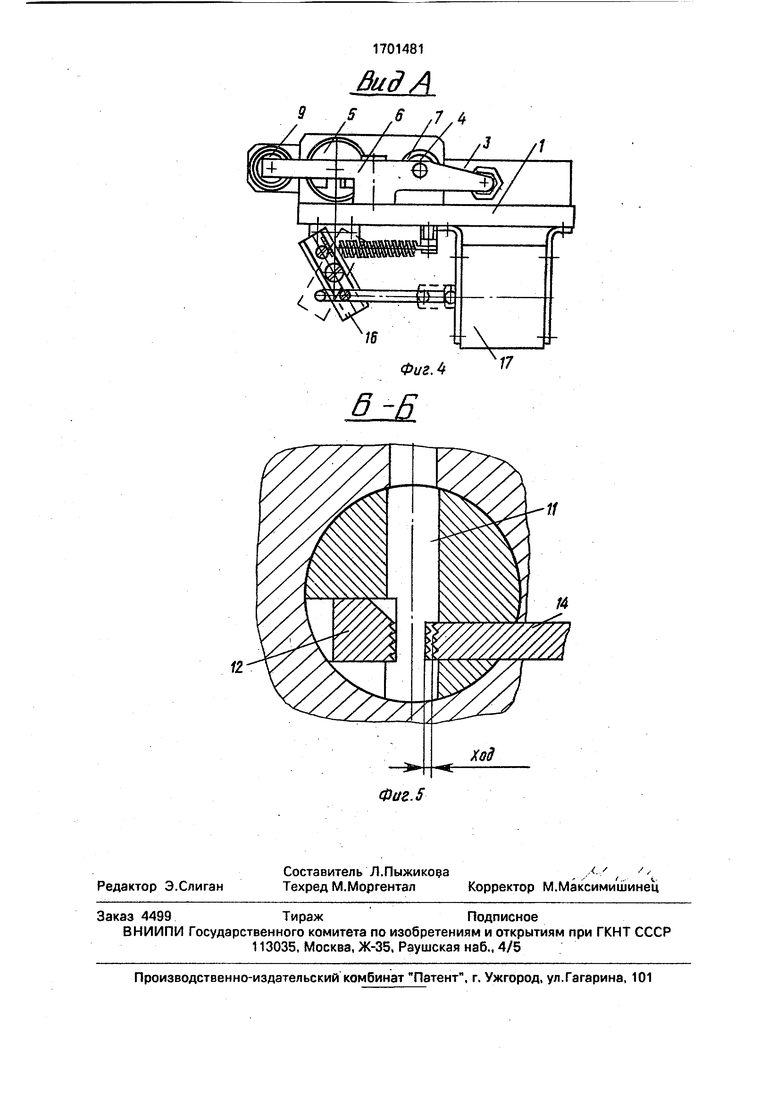
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - то же, в момент ввода щупа & зону контроля; на фиг. 3 - то же, в момент отвода, щупа от зоны контроля; на фиг. 4 - вид А на фиг. 1; на фиг. 5 - сечение Б-Б на фиг. 2.
Устройство содержит основание 1, на котором неподвижно смонтированы гидроцилиндр 2, датчик 3 и втулка 4, питатель 5, приводимый в движение гидроцилиндром 2, Т-образный рычаг 6, который подпружинен пружиной 7. На питателе 5 закреплены упоры 8 и 9 с возможностью контакта со свободными плечами рычага 6 и корпус 10, Упор 9 подпружинен и установлен в корпусе 10. Втулка 4 является направляющей для пружины 7 и упора 9, В питателе 5 перпендикулярно его оси имеется гнездо 11, в боковую стенку которого врезана зубчатая рейка 12, а параллельно его оси имеется продольный паз 13 с выходом в боковой стенке гнезда 11 против зубчатой рейки 12. На одном плече Т-образного рычага, установленного с возможностью поворота, закреплена рейка 14, Другое его плечо установлено с возможностью взаимодействия с датчиком 3. Зубчатая рейка 14 расположена в продольном пазу 13 и периодически входит в боковую стенку гнезда 11. Гнездо 11 имеет возможность совмещения с каналом 15, выполненным в
основании 1. Отклоняющая система содержит створку 16 с электромагнитным приводом 17. Датчиком 3 управления электромагнитным приводом может служить ко- нечный выключатель с реле времени.
Устройство работает следующим образом,
В гнездо 11 (фиг. 1) подается ориентируемая шпилька и находится в канале до тех пор, пока цилиндр 2 не переведет питатель 5 в крайнее переднее положение. Подача шпилек в гнездо 1 осуществляется, например, вибробункером (не показан). Рычаг 6
под действием пружины 7 находится в крайнем отведенном положении, при котором упор 9,не касается его, а зубчатая рейка выведена из гнезда 11. Свободое плечо рычага б не воздействует на датчик 3. При
движении питателя 5 к свободному плечу рычага 7 подводится подпружиненный упор 9, в результате чбго рычаг 7 отклоняется и зубчатая рейка 14 входит в гнездо 11 до соприкосновения со шпилькой (фиг, 2). При
этом между датчиком 3 и другим свободным плечом рычага выбирается зазор. Далее при движении питателя 5 производится непосредственный контроль резьбы шпильки. Шпилька оказывается зажатой по диаметру
между двумя зубчатыми рейками 12 и. 14 с усилием воздействия упора 9, которое при движении питателя 5 возрастает. При движении последнего зубчатые рейки 12 и 14 смещаются относительно друг друга, что
способствует обкатыванию последних по резьбе (фиг. 5). В случае совпадения шага резьбы на контролируемом участке шпильки с шагом зубчатых реек 12 и 14 рычаг 6 под действием упора 9 разворачивается на достаточную величину, при которой срабатывает датчик 3. При этом створка 16 (фиг. 4) под действием электромагнитного привода 17 занимает необходимое положение. В случае несовпадения резьбы на контролируемом участке шпильки срабатывание датчика 3 исключается, а створка 16 находится в
исходном положении. Заключительным моментом происходит ориентация шпильки в нужном направлении. Упор 8 направляющей втулкой 5 встречается со свободным плечом рычага 6. Под его действием сжимается пружина упора 9 и рычаг 6 отклоняется таким образом, что рейка 14 выводится из гнезда 11, а между датчиком 3 и другим плечом рычага 6 образуется гарантированный зазор. Освободившаяся от сжатия между зубчатыми рейками 12 и 14 шпилька проваливается в канал 15 и попадает на створку 16 отклоняющей системы, которая предварительно сориентирована приводом 17 необходимым образом. Далее шпилька поступает на сборку. При отводе питателя 5 цилиндром 2 в исходное положение в освободившееся гнездо 11 поступает следующая шпилька. Далее цикл повторяется. Датчик 3 срабатывает только при совпадении резьбы по шагу на контролируемом участке шпильки с резьбой реек 12 и 14. Ложное срабатывание исключается.
5
12 15 Фт.2
Формула изобретения Устройство для ориентации резьбовых шпилек, содержащее основание, питатель с
0 гнездом, установленный с возможностью перемещения от соответствующего привода в зону ориентации, механизм ориентации, выполненый в виде двух реек, одна из которых расположена на питателе, и датчик,
5 контролирующий распределительную заслонку, отличающееся тем, что, с целью повышения надежности работы устройства, другая рейка установлена на одном из плеч дополнительно введенного подпружиненного Т-образного рычага, свободно установленного на оси с возможностью взаимодействия одним из своих свободных плеч с датчиком, при этом питатель расположен с возможностью взаимодействия со свободными плечами
рычага посредством дополнительно закрепленных на питателе разновысокими упорами, а первая рейка расположена на боковой по верхности гнезда питателя в дополнительно выполненном в его корпусе пазу.
/
|Л к ////////// s// j/ / ///// ////ллП ч хх
1701481
Вид А
ФигЛ
11
| Рабинович А.Н | |||
| Автоматизация технологических процессов в машиностроении | |||
| Киев: Техническая литература, 1959, с,-517, рис | |||
| Дальномер | 1922 |
|
SU379A1 |
