Изобретение относится к машиностроению, а именно к отделочным методам обработки отверстий в деталях типа цилиндра, выпускаемых автомобильной, тракторной v другими отраслями промышленности.
Целью изрбретения является повышение точности обработки.
На чертеже изображена хонинговаль- ная головка, продольный разрез,
Хонинговальная головка содержит корпус 1, в пазах которого установлены колодки 2 с закрепленными на них брусками 3, внутри корпуса головки размещен механизм разжима брусков, состоящий из толкателя 4 с направляющим штифтом 5, поршня 6 со штоком 7, расположенным во внутренней полости гидропласта 8, регулировочного винта настройки 9, установленного во втулке 10, ввинченной с торца в корпус головки, плунжеров 11, установленных в корпусе и контактирующих с гидропластом IA колодками, и пружин 12 возврата колодок.
Хонинговальная головка работает следующим образом.
Заготовку устанавливают в приспособление и закрепляют. Предварительно настроенную хонинговальную головку вводят в отверстие заготовки и включают цикл работы станка.
Под действием толкателя 4, который перемещается от механ -зма разжима станка, поршень 6 сжимает гидропласт 8, находящийся в замкнутом объеме корпуса 1 головки. Одновременно с поршнем 6 перемещается шток 7, что приводит к сжатию гидропласта 8 и уменьшению ьеличины зазора Д между торцом штока 7 и торцом регулировочного винта 9, установленного во втулке 10. При контакте штока 7 с винтом 9 прекращается дальнейшее сжатие гидропласта 8. Объем сжатого гидропласта 8 передается на плунжеры 11, которые перемещают в радиальном направлении колодки 2 с брусками 3. В результате перемещения брусков в радиальном направлении они поджимаются с определенным давлением к обрабатываемой поверхности.
Хонинговальная головка, совершая вращательное и возвратно- поступательное движение, осуществляет сьем металла, а результате происходит увеличение диаметра
отверстия, и хонинговальные бруски 3 с колодками 2 продолжают перемещаться в радиальном направлении. По мере перемещения брусков в радиальном направлении величина давления гидропласта
на торцы плунжеров уменьшается и когда объем, образованный перемещением плунжеров, будет равен объему сжатия гидропласта процесс хонингования прекратится. В результате получен размер отверстия, соответствующий настроечному размеру Кроме этого, в процессе хонингования происходит уменьшение величины давления брус/.ов от максимального первоначального зн,екия до нуля, а это позволяет
уменьшить величину шеооховзтости обрабатываемой поверхности.
Эффективность предлагаемюй конструкции хонинговальной головки заключается в том, то она позволяет вести обработку
на заранее настроенный размер и уменьшить величину шероховатости за счет уменьшающегося значения вепичины давления брусков.
Таким образом, осуществляя настройку
механизма разжима брусков на требуемый размер, можно повысит точность обработки и уменьшить величину шероховатости обрабатываемой поверхности.
Формула изобретения
Хонинговальнар головка, рылолненная
в виде корпуса и радиальнс ра доложенных в нем бр :ко ержателей, установленных с возможностью взаимодействия с (идропла- стом механизма разхима боусков, содержащего поршень, отличающаяся тем, что. с целью повышения точности обработки, в гидропласте выполнена внутренняя сквозная полость, а головка снабжена закрепленным на поршне штоком, размещенным в
упомянутой полости гидропласта, и регулировочным винтом, установленным с нижнего торца корпуса соосно со штоком.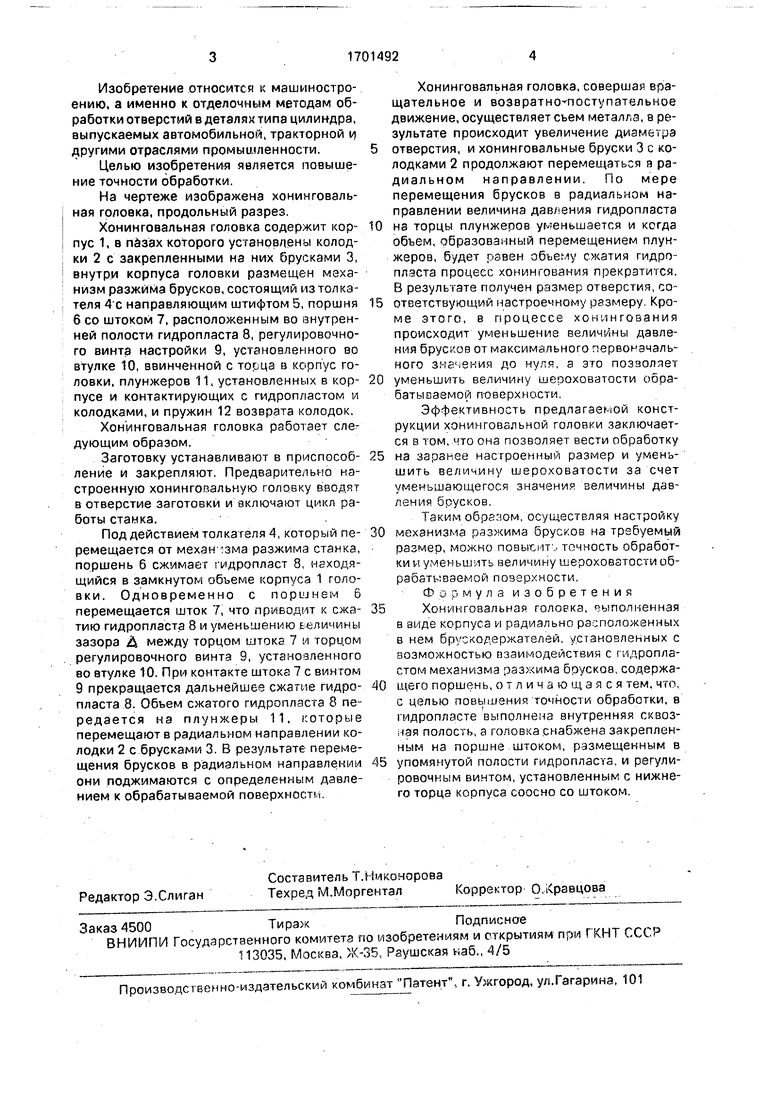
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1985 |
|
SU1281384A1 |
| Хонинговальная головка | 1984 |
|
SU1276481A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1971 |
|
SU308860A1 |
| Устройство для хонингования | 1986 |
|
SU1419868A1 |
| Хонинговальная головка | 1986 |
|
SU1404299A1 |
| Хонинговальная головка | 1978 |
|
SU779044A1 |
| Хонинговальная головка | 1980 |
|
SU933404A1 |
| Хонинговальная головка | 1986 |
|
SU1505763A1 |
| МЕХАНИЗМ РАЗЖИМА БРУСКОВ ХОНИНГОВАЛЬНОГО СТАНКА | 1990 |
|
RU2009860C1 |
| Хонинговальная головка для предварительной и окончательной обработки | 1986 |
|
SU1404298A1 |
Изобретение относится к машиностроению, в частности к отделочным методам обработки отверстий в деталях типа цилиндр. Цель изобретения - повышение точности обработки. В пазах корпуса 1 установлены колодки 2 с брусками 3. Механизм разжима брусков состоит из толкателя 4 с направляющим штифтом 5, поршня 6 со штоком 7, расположенным во внутренней полости гидропласта 8, регулировочного винта настройки 9, плунжеров 11 и пружин 12 возврата колодок. В процессе обработки под действием толкателя 4 поршень 6 сжимает гидро- пласг 8. Перемещение штока 7 приводит к сжатию гидропласта 8 и уменьшению величины зазора Д. Объем сжатого гидропласта передается на плунжеры 11, которые перемещают в радиальном направлении колодки 2 с брусками 3. По мере указанного перемещения брусков величина давления гидропласта на торцы плунжеров уменьша- ется и, когда объем, образованный перемещением плунжеров, будет равен объему сжслия гидропласта,процесс хонингования прекратится. 1 ил. С ел с VI о Ј ю ю 
| Хонинговальная головка | 1980 |
|
SU933404A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
