Изобретение относится к металлургии и может быть использовано в литейном производстве для удаления скрапа с поверхности залитых литейных форм.
Цель изобретения - повышение эффективности работы.
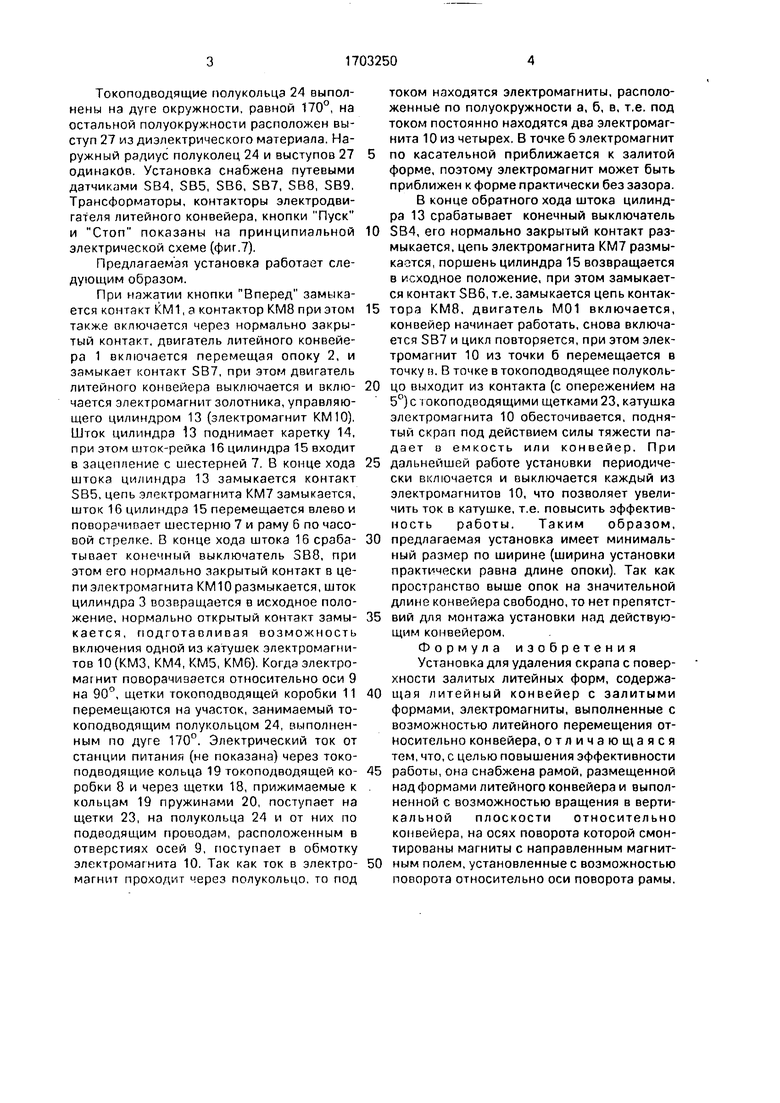
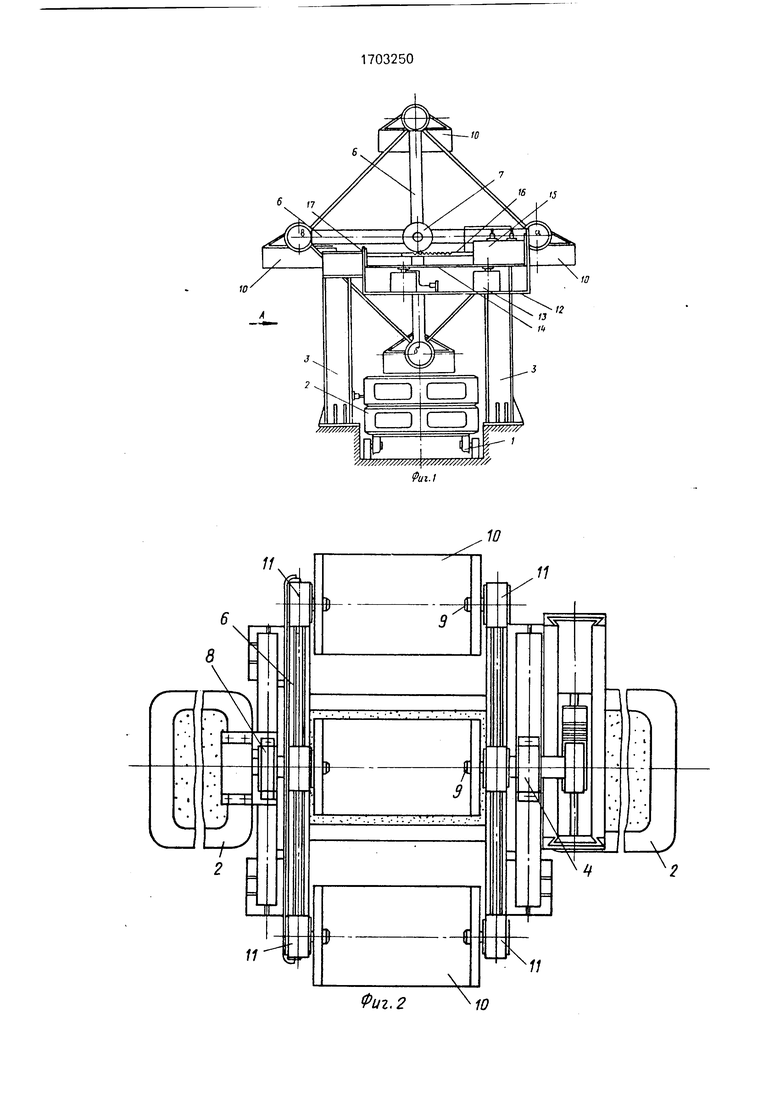
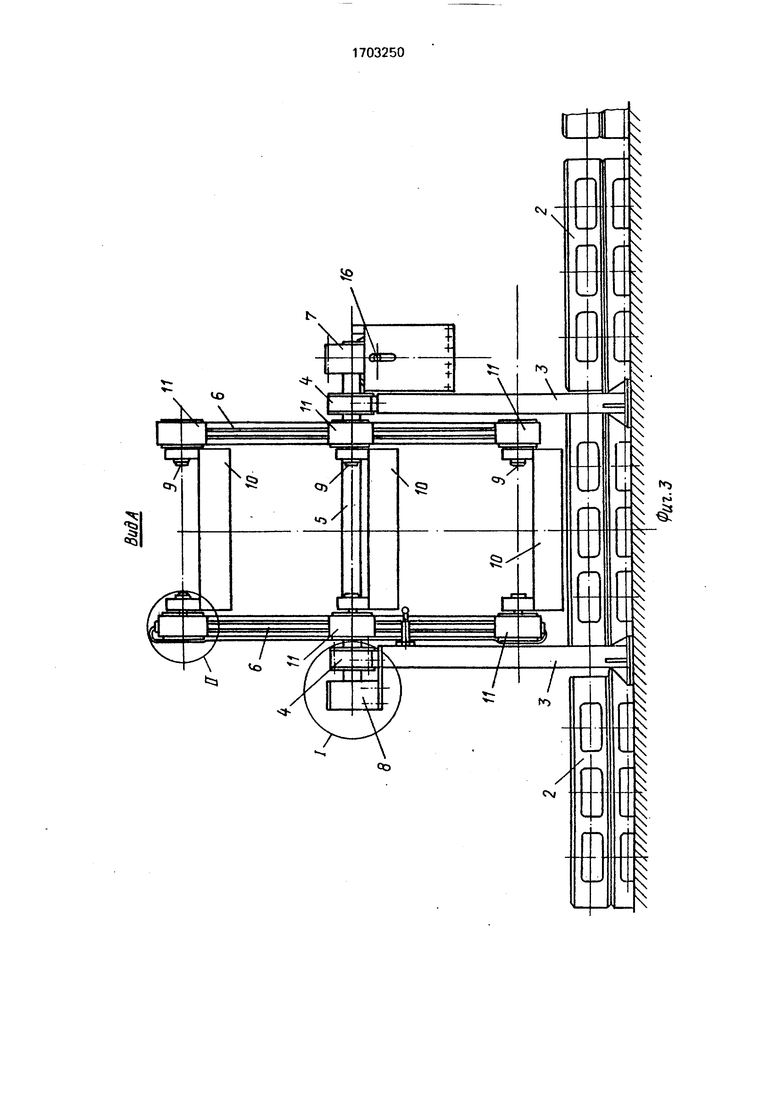
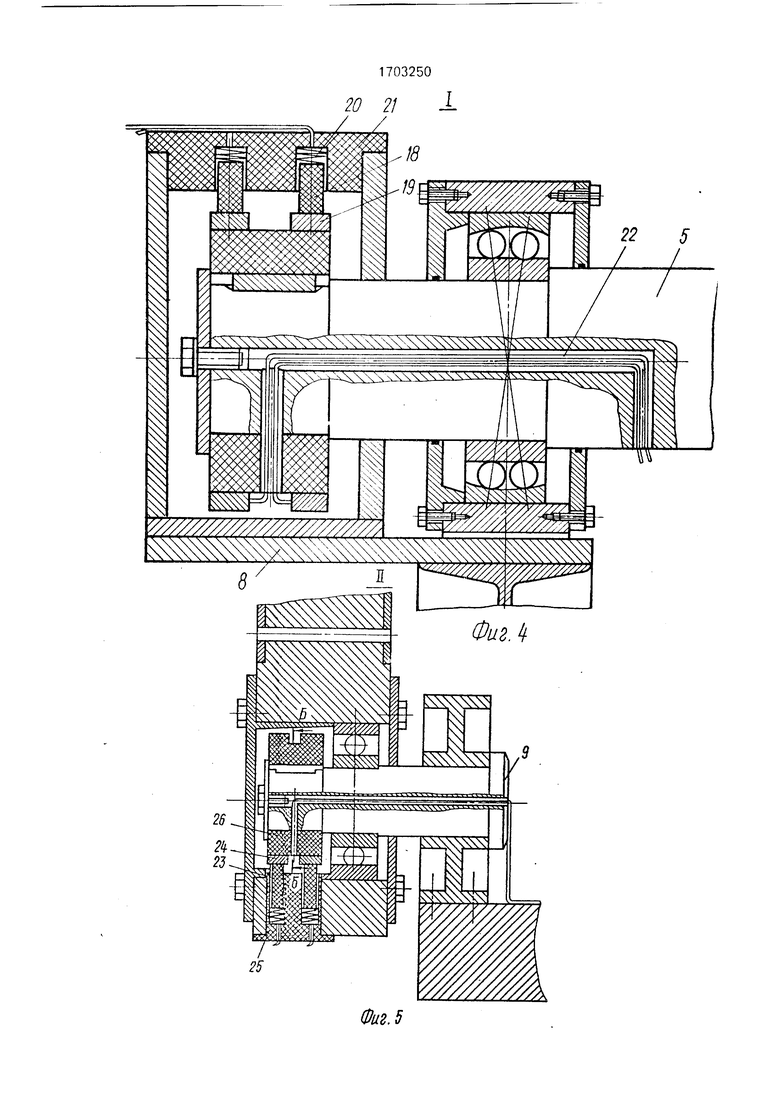
На фиг. 1 приведено предлагаемое устройство для удаления скрапа с поверхности залитых литейных форм, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - узел I на фиг. 3; на фиг. 5 - узел II на фиг. 3; на фиг. 6 - разрез Б-Б на фиг. 5; на фиг. 7 - принципиальная электрическая схема установки.
Установка состоит из литейного конвейера 1, залитых опок 2, расположенных на литейном конвейере 1,, рамы 3, расположенной над опоками 2, на которой закреплены подшипники 4, в которых смонтирован поворотный вал 5. На валу 5 жестко закреплена рама 6, шестерня 7 и токоподводящая коробка 8. В узлах рамы 6 закреплены оси 9, на которых с возможностью поворота смонтированы электромагниты 10 и токоподводящие коробки 11. На правой i стойке рамы 3 прикреплен кронштейн 12, на котором установлен поршневой привод
13. на штоках которого закреплена каретка
14. содержащая поршневой привод 15, к штоку которого прикреплена рейка 16, хвостовик которой входит в прорезь кронштейна 17.
Токопроводящая коробка 8, закрепленная на валу 5 (фиг.5) содержит токоподводя- щие щетки 18, для прижима которых к токоподводящим кольцам 19 служат пружины 20. Токоподводящие кольца 19 закреплены на втулке 21 из диэлектрического материала, закрепленной на валу 5, который снабжен каналами 22 для прокладки проводов.
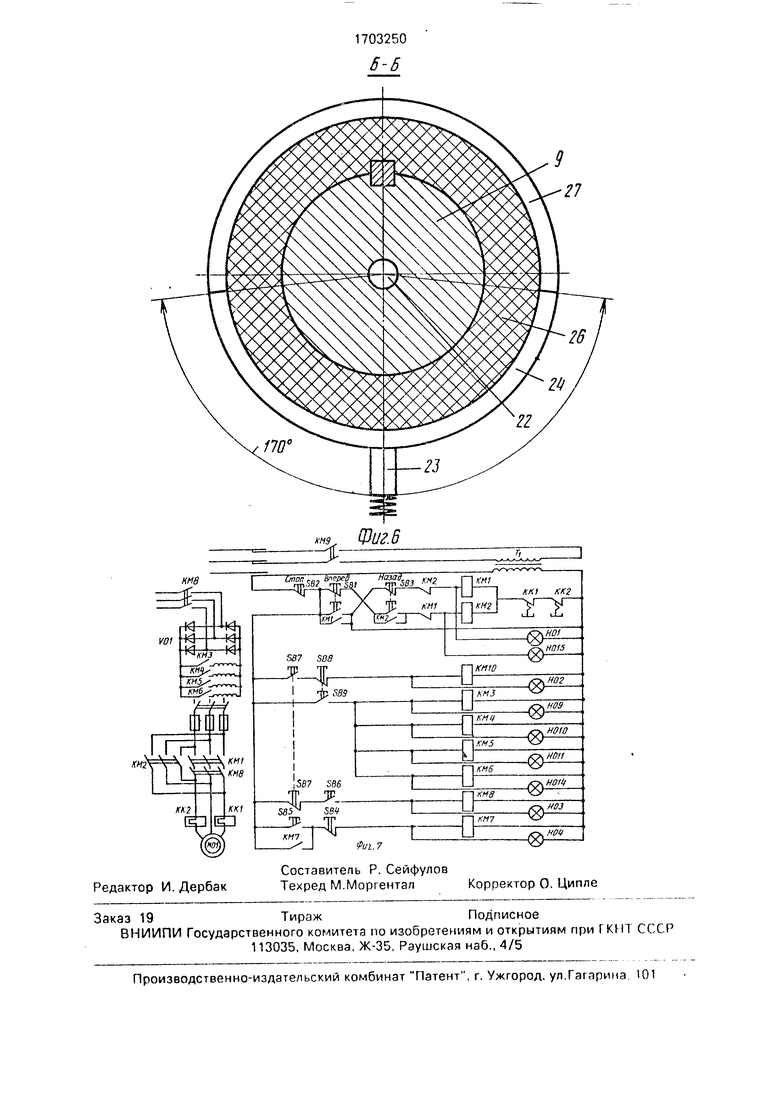
Токоподводящая коробка 11 (фиг. 6 и 7) содержит токоподводящие щетки 23, для прижима которых к токоподводящим полукольцам 24 служат пружины 25. Токоподводящие полукольца 24 закреплены на втулке 26 из диэлектрического материала, закрепленной на оси 9.
С/
С
V с
ее к: (J о
Токоподводящие полукольца 24 выполнены на дуге окружности, равной 170°, на остальной полуокружности расположен выступ 27 из диэлектрического материала. Наружный радиус полуколец 24 и выступов 27 одинаков. Установка снабжена путевыми датчиками SB4, SB5, SB6, SB7, SB8, SB9. Трансформаторы, контакторы электродвигателя литейного конвейера, кнопки Пуск и Стоп показаны на принципиальной электрической схеме (фиг.7).
Предлагаемая установка работает следующим образом.
При нажатии кнопки Вперед замыкается контакт КМ1, а контактор КМ8 при этом также включается через нормально закрытый контакт, двигатель литейного конвейера 1 включается перемещая опоку 2, и замыкает контакт SB7, при этом двигатель литейного конвейера выключается и включается электромагнит золотника, управляющего цилиндром 13 (электромагнит КМ 10). Шток цилиндра 13 поднимает каретку 14, при этом шток-рейка 16 цилиндра 15 входит в зацепление с шестерней 7. В конце хода штока цилиндра 13 замыкается контакт SB5, цепь электромагнита КМ7 замыкается, шток 16 цилиндра 15 перемещается влево и поворачивает шестерню 7 и раму 6 по часовой стрелке. В конце хода штока 16 срабатывает конечный выключатель ЗВ8, при этом его нормально закрытый контакт в цепи электромагнита КМ10 размыкается, шток цилиндра 3 возвращается в исходное положение, нормально открытый контакт замыкается, подготавливая возможность включения одной из катушек электромагнитов 10 (КМЗ, КМ4, КМ5, КМ6). Когда электромагнит поворачиаэется относительно оси 9 на 90°, щетки токоподводящей коробки 11 перемещаются на участок, занимаемый то- коподводящим полукольцом 24, выполненным по дуге 170°. Электрический ток от станции питания (не показана) через токо- подводящие кольца 19 токоподводящей коробки 8 и через щетки 18, прижимаемые к кольцам 19 пружинами 20, поступает на щетки 23, на полукольца 24 и от них по подводящим проводам, расположенным в отверстиях осей 9, поступает в обмотку электромагнита 10. Так как ток в электромагнит проходит через полукольцо, то под
током находятся электромагниты, расположенные по полуокружности а, б, в, т.е. под током постоянно находятся два электромагнита 10 из четырех. В точке б электромагнит
по касательной приближается к залитой форме, поэтому электромагнит может быть приближен к форме практически без зазора. В конце обратного хода штока цилиндра 13 срабатывает конечный выключатель
SB4, его нормально закрытый контакт размыкается, цепь электромагнита КМ7 размыкается, поршень цилиндра 15 возвращается в исходное положение, при этом замыкается контакт SB6, т.е. замыкается цепь контактора КМ8. двигатель М01 включается, конвейер начинает работать, снова включается SB7 и цикл повторяется, при этом электромагнит 10 из точки б перемещается в точку в. В точке в токоподводящее полукольцо выходит из контакта (с опережением на 5°) с токоподводящими щетками 23, катушка электромагнита 10 обесточивается, поднятый скрап под действием силы тяжести падает в емкость или конвейер. При
дальнейшей работе установки периодически включается и выключается каждый из электромагнитов 10, что позволяет увеличить ток в катушке, т.е. повысить эффективность работы. Таким образом,
предлагаемая установка имеет минимальный размер по ширине (ширина установки практически равна длине опоки). Так как пространство выше опок на значительной длине конвейера свободно, то нет препятствий для монтажа установки над действующим конвейером.
Формула изобретения Установка для удаления скрапа с поверхности залитых литейных форм, содержащая литейный конвейер с залитыми формами, электромагниты, выполненные с возможностью литейного перемещения относительно конвейера, отличающаяся тем, что, с целью повышения эффективности
работы, она снабжена рамой, размещенной над формами литейного конвейера и выполненной с возможностью вращения в вертикальной плоскости относительно конвейера, на осях поворота которой смонтированы магниты с направленным магнитным полем, установленные с возможностью поворота относительно оси поворота рамы.
ю
« IS
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ОТОПИТЕЛЬНАЯ УСТАНОВКА | 2011 |
|
RU2463518C1 |
| Автоматическая линия для изготовления стержней | 1990 |
|
SU1759533A1 |
| Высоковольтная аппаратная камера магистрального тепловоза | 2023 |
|
RU2797704C1 |
| Автоматическая линия для изготовления стержней | 1986 |
|
SU1386359A1 |
| СТЕНД ДЛЯ ИСПЫТАНИЯ ЭЛАСТОМЕРНЫХ ПОГЛОЩАЮЩИХ АППАРАТОВ ПОДВИЖНОГО СОСТАВА ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА | 2018 |
|
RU2684872C1 |
| Установка для выбивки литейных форм | 1980 |
|
SU899265A1 |
| Установка для выбивки стопочных форм | 1989 |
|
SU1699707A1 |
| АВТОМАТ ДЛЯ ДОЗИРОВКИ РЫБЫ В ТАРУ | 1966 |
|
SU183118A1 |
| Ленточный конвейер для ферромагнитных грузов | 1989 |
|
SU1654157A1 |
| ПРИБОР КОНТРОЛЯ ЗНАНИЙ | 1994 |
|
RU2110096C1 |
Изобретение относится к металлургии и может быть использовано в литейном производстве для удаления скрапа с поверхности залитых литейных форм. Цель изобретения - повышение эффективности. Установка состоит из литейного конвейера с залитыми формами, над которым на поворотном валу установлена рама, имеющая возможность вращения. В узлах рамы размещены оси, на которых смонтированы магниты, имеющие возможность поворота относительно оси узла рамы. 7 ил.
IJ...........I.......,,.TJ/
V/////////////// ////////////////y
Фиг. 2
09ШШ
Ј3 8
NI i
,5fl7 5S6
|----- гп еМСо;
SS5 J КМ7
1 SB4
;т
27
кмд
КН7
Фщ.7
| Патент Швеции N- 427542, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
