со
00
о оо
СП
СО
Изобретение относится к литейному производству, а именно к изготовлению стержней постоянного счетчика.
Цель изобретения - автоматизация процесса изготовления литейных стержней постоянного сечения и повьщение производительности,
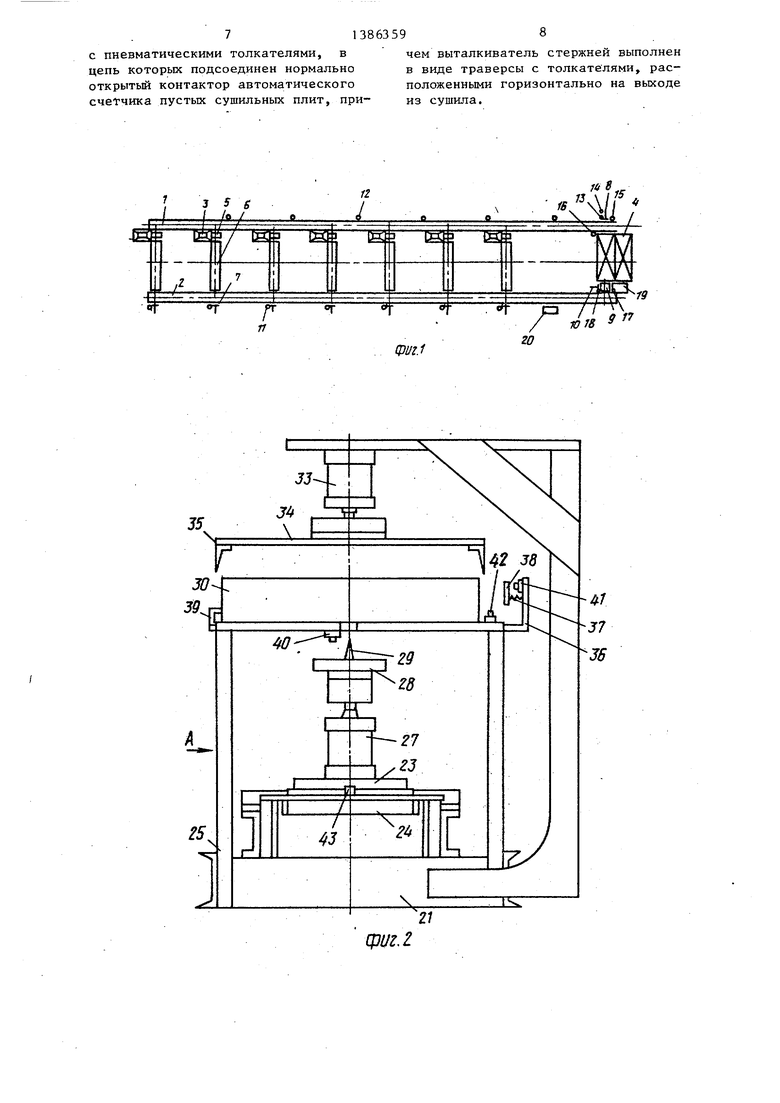
На фиг. 1 показана линия, общий вид, на фиг. 2 - манипулятор стерж- необразующего агрегата, на фиг. 3 - вид А на фиг. 2, на фиг. 4 - автоматический счетчик сушильных плит, вид сверху, на фиг. 5 - разрез Б-Б на фиг. 4, на фиг. 6 - толкатель для выталкивания стержней, на фиг. 7 - разрез Г-Г на фиг. 6, на фиг. 8 - электрическая схема линии.
Предлагаемая линия состоит из параллельных приводных роликовых конвейеров i и 2, между которыми установлены стержнеобразующие агрегаты 3 и вертикально замкнутое сушило 4. Каждый стержнеобразующий агрегат снабжен манипулятором 5,,непривадным роликовым конвейером 6 и пневмотолка- тедем 7. Автоматическая линия для производства стержней дополнительно
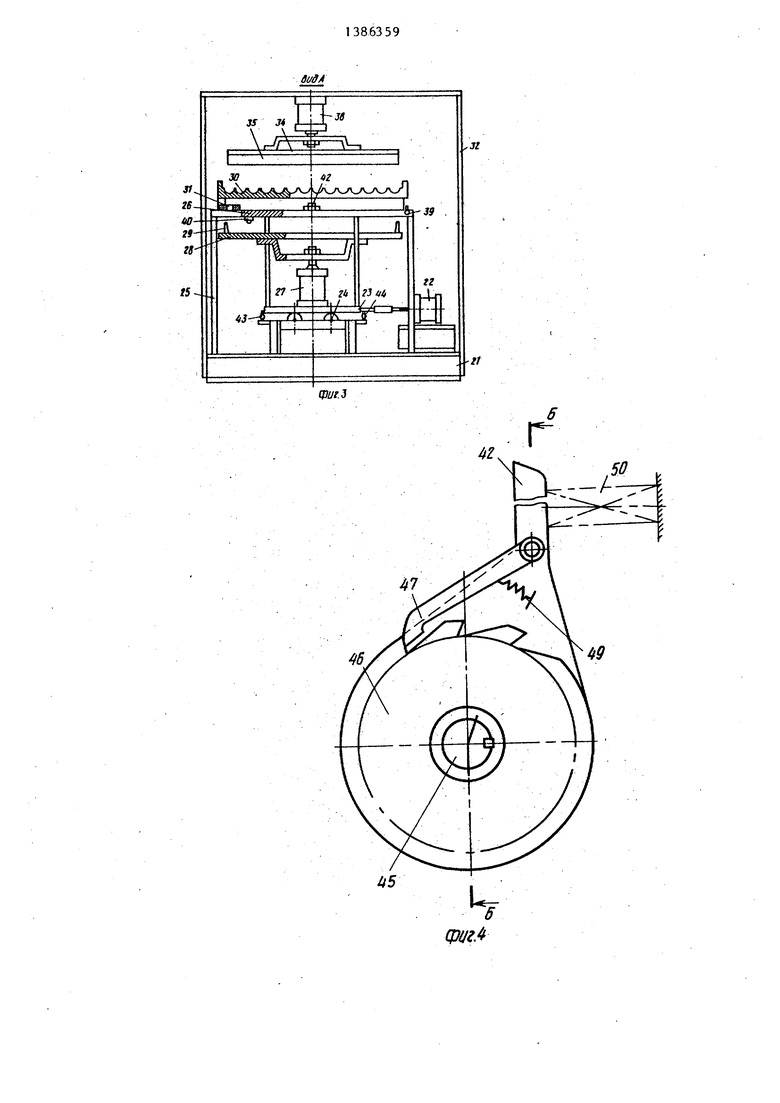
Как видно из фиг. 4 и 5, автомати ческий счетчик сушильных плит состоит из вертикального вала 45, на котором жестко закреплено храповое коле- со 46, между зубьями которого расположена собачка 47, шарнирно закред35
содержит пневмотолкатель 8 для загрузки сушильных плит в сушило 4. Меж- 30 ленная на рычаг 48 и зафиксированная ду сушилом 4 и приводным роликовым пружиной 49. Для возвращения рычага конвейером 2 установлен неприводной 48 в исходное положение служит пру- роликовьй конвейер 9 и толкатель для жина 50. На валу 45 жестко закреп- выталкивания стержней 10, Рядом с толкателями 7 установлены автоматические счетчики сушильных плит 11. На приводном роликовом конвейере 1 установлены конечные выключатели 12 на расстоянии от стержнеобразующего агрегата, равном п длин сушильных плит, где п - порядковьй номер стержнеобразующего агрегата, конечные выключатели 13-15 пневмотолкателя 8 и конечный выкгаочатель 16 сушила 4. В конце неприводного роликового кон- 45 вейера 9 установлены конечные выключатели 17 и 18 выталкивателя стержней 10. Линия содержит емкость для
40
лена поворотная плита 51 с кулачком конечного выключателя 52 (КБ 1 на фиг. 8).
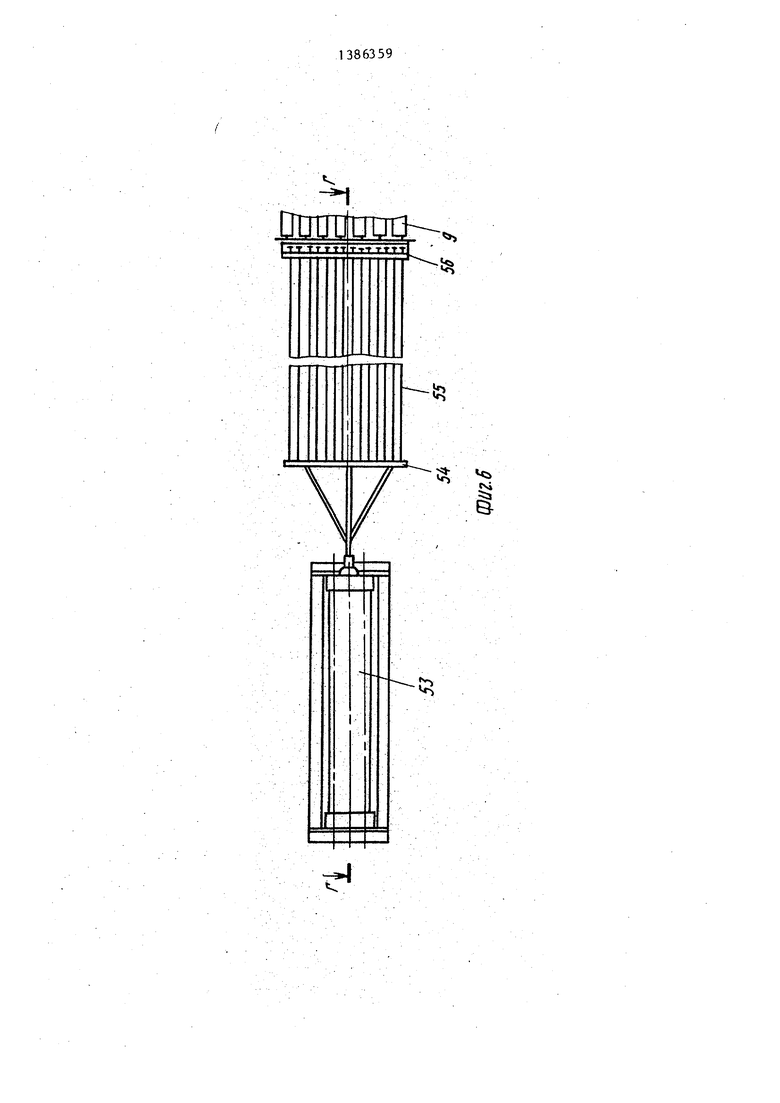
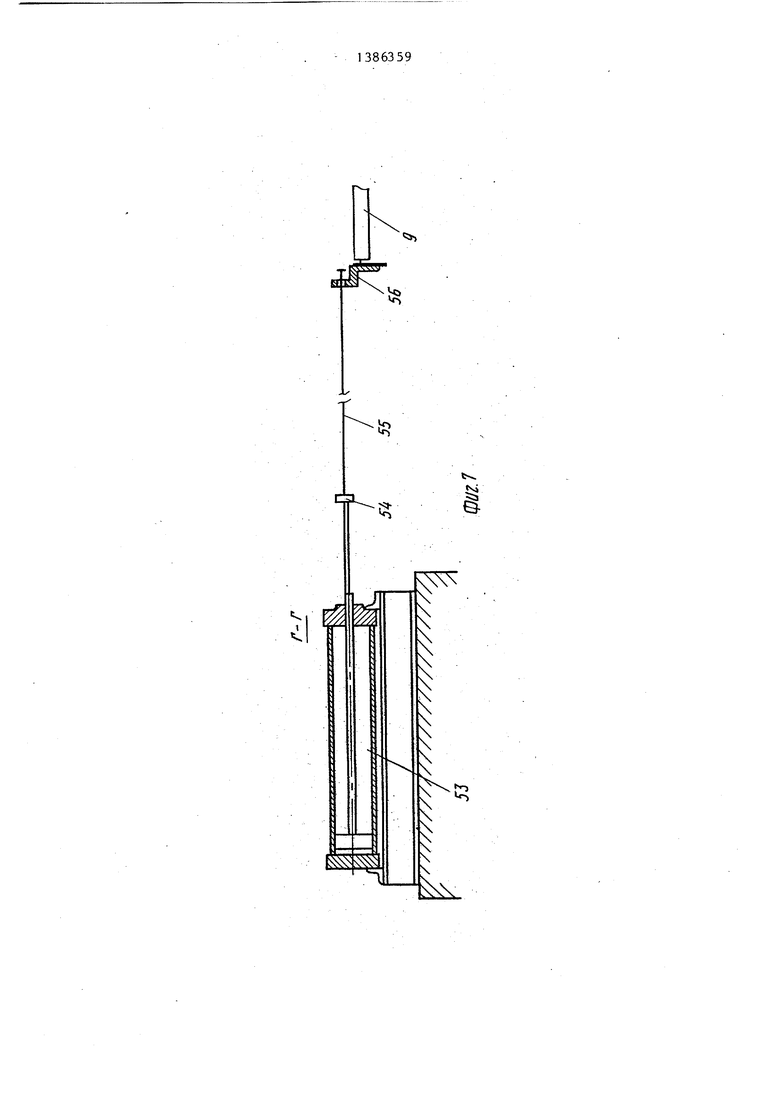
Как видно из фиг. 6 и 7, толкател для выталкивания стержней состоит из пневмоцилиндра 53, закрепленного на раме,, установленной на собственный фундамент. На штоке этого цилиндра смонтирована траверса 54 с жестко закрепленными на ней толкателями 55, которые центрируются направляющей плитой 56, закрепленной на раме неприводного роликового конвейера 9 (Фиг. 1).
Контакторы, электровоздушные клапаны и реле времени смонтированы в шкафу пульта 20 управления.
стержней 19 и пульт 20 управления.
Как видно из фиг. 2 и 3, манипу- лятор стержнеобразующего: агрегата состоит из рамы 21, на которой закреплен пневмоцилиндр 22, шарнирно связанньй с тележкой 23, выполненны с возможностью перемещения по роли- кам 24. На раме 21 закреплены стойки 25, на которых смонтирован стол 26 с вырезами для прохода .центрифу- гирующих штырей. На тележке ;23 зак0
5
0
5
реплен пневмоцилиндр 27, на штоке которого сомнтирована плита 28 с центрирующими штырями 29. Как показано : на фиг. 2, на. столе 26 находится сушильная плита 30 с центрирующими отверстиями 31. Как видно из фиг. 3, к раме 21 прикреплен кронштейн 32, на горизонтальном плече которого смонтирован пневматический цилиндр 33, на штоке которого закреплена рама 34 с ножами 35. На столе 26 закреплен кронштейн 36, на котором смонтирована на Йружине 37 контактная плита 38. На столе 26 закреплен ко- нечньй выключатель 39 (KB 2 на фиг.8) конечный выключатель 40 (KB 3 на фиг. 8), конечньй выключатель 41 (KB 4 на фиг. 8) и конечньм выключатель 42 (KB 5 на фиг. 8). На раме 21 закреплены конечньй выключатель 43 (КБ 6 на фиг. 8) и конечньй выключатель 44 (KB 7 на фиг. 8).
Как видно из фиг. 4 и 5, автоматический счетчик сушильных плит состоит из вертикального вала 45, на котором жестко закреплено храповое коле- со 46, между зубьями которого расположена собачка 47, шарнирно закред0 ленная на рычаг 48 и зафиксированная пружиной 49. Для возвращения рычага 48 в исходное положение служит пру- жина 50. На валу 45 жестко закреп- 5
5
0 ленная на рычаг 48 и зафиксированная пружиной 49. Для возвращения рычага 48 в исходное положение служит пру- жина 50. На валу 45 жестко закреп- 5
0
п ,
лена поворотная плита 51 с кулачком конечного выключателя 52 (КБ 1 на фиг. 8).
Как видно из фиг. 6 и 7, толкатель для выталкивания стержней состоит из пневмоцилиндра 53, закрепленного на раме,, установленной на собственный фундамент. На штоке этого цилиндра смонтирована траверса 54 с жестко закрепленными на ней толкателями 55, которые центрируются направляющей плитой 56, закрепленной на раме неприводного роликового конвейера 9 (Фиг. 1).
Контакторы, электровоздушные клапаны и реле времени смонтированы в шкафу пульта 20 управления.
Линия работает следующим образом.
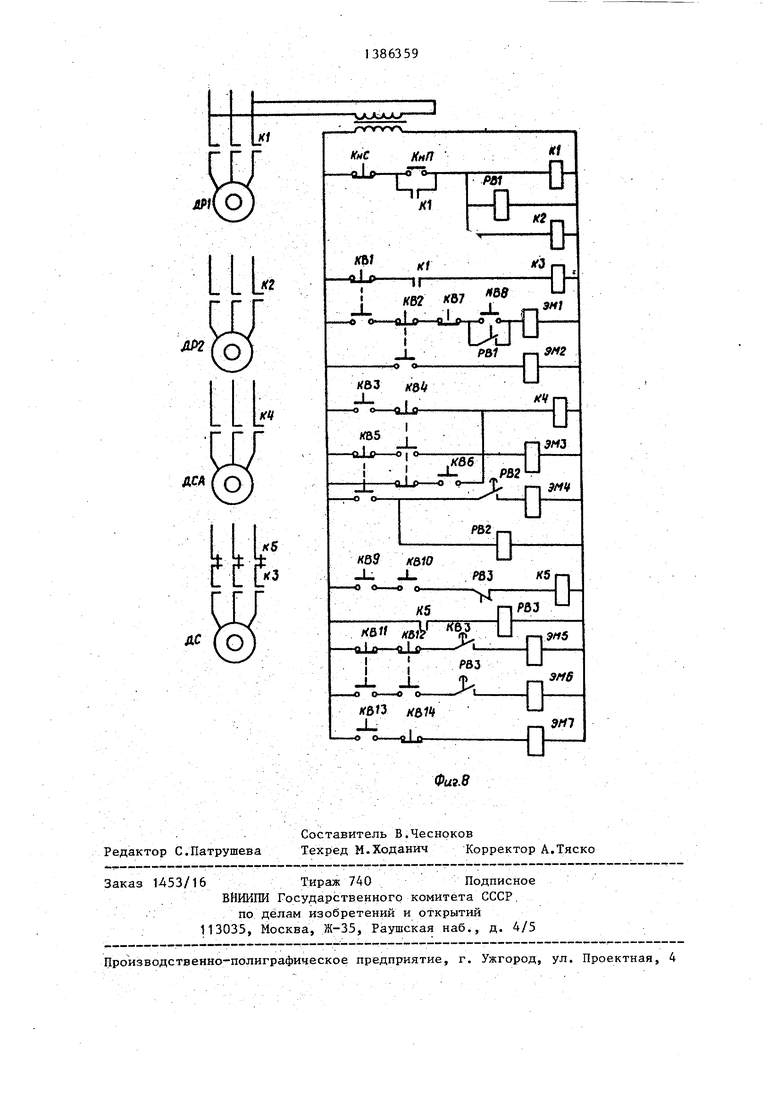
Оператор загружает бункеры над стержНеобразующими аргегатами стержневой смесью, ставит пустые сушильные плиты на рольганг -2 и нажимает кнопку Пуск. При нажатии кнопки Пуск (кн. Пуск на фиг. 8) срабатывает контактор К., и через его контакты - контакторы К и К 3. При этом
включаются двигатели приводных роликовых конвейеров 1 и 2 и сушила 4. Одновременно срабатывает реле времени РВ 1, которое замыкает свой нор- мально открытый контакт РВ 1, подготавливая возможность включения- элект ромагнита ЭМ 1 электровоздушного клапана пневмоцилиндра толкателя 7. Сушильные плиты перемещаются по роли- кам приводного роликового конвейера 2 и нажимают на рычаг 48 автоматического счетчика сушильных плит (фиг.5, 6, 7). Рычаг с помощью собачки 47 и храпового колеса 46 поворачивает вал 45 и вместе с ним поворотную плиту 51. Когда сушильная плита пройдет позицию,, на которой установлен автоматический счетчик сушильных плит 11,. его рычаг под действием пружины
50возвращается в исходное положение При осуществлении п,поворотов плиты
51(где п - количество стержнеобра- зующих агрегатов) кулачок 52 нажмет
на конечный выключатель КВ1. Для включения конечного выключателя КВ1 каждой последующей машины требуется количество поворотов рычагов 48 на единицу меньшим При этом через замк нутьм контакт КВ1, н ормально замкну- тые контакты КВ2 и КВ7 и замкнутый контакт РВ1 включается электромагнит ЭМ1, управляющий электровоздушным клапаном пневматического цилиндра
толкателя 7. Толкатель сталкивает
пустую сушильную плиту с приводного роликового конвейера 3 на неприводной роликовый конвейер 6 и последующими срабатьшаниями проталкивает ее на стол манипулятора 5, замыкая при этом конечный выключатель 39 (КВ2 на фиг. 8), его нормально закрытый контакт размыкается, электромагнит ЭМ 1 обесточивается и толкатель 7 возвращается в исходное положение. Нормально открытый контакт КВ2 замыкается и включается электромагнит ЭМ2, который включает подъем штока цилиндра 27. В конце подъема штыри 29 входят в отверстия 31 сушильной плиты 30, точно фиксируя ее относительно калиброванных отверстий стерж необразующего агрегата. Включается . конечный выключатель 40 (КВЗ на фиг. 8), при этом замыкается цепь контактора К 4, которьй включает двгатель стержнеобразующего агрегата. Стержни через калиброванные отверстия вьщавливаются в сушильную плиту
с (о f520
25 зО
35
Q 45 ,,. Когда стержни выходят за пределы сушильной плиты, они нажимают на контактную плиту 38, которая сжимает пружины 37 и включает конечньм выключатель 41 (КВ4 на фиг. 8); -Нормально закрытый контакт KB 4 размыкается и останавливает двигатель сме- сеобразующего агрегата, одновременно замыкается нормально открытый контакт КБ 4 и включается электромагнит ЭМ 3, который переключает электровоздушный клапан цилиндра 33, ножи
,35 опускаются и отрезают излишки стержней. В крайнем нижнем положении ножи включают конечный выключатель 42 (КВ5 на фиг. 8), которьй размыкает нормально закрытый контакт КВ5, электромагнит ЭМЗ обесточивается и ножи поднимаются вверх. Одновременно замыкается нормально открытьй контакт КВ5. Через нормально открытый контакт реле времени РВ2 включается электромагнит ЭМ4 электровоздушного клапана цилиндра 22 перемещения тележки- 23, которая вместе с плитой 28, штырями 29 и сушильной плитой 30 перемещается на половину величину расстояния между калиброванными отверстиями и включает конечный выключатель 43 (КВб на фиг. 8), контактор К4 вновь срабатывает и включает двигатель стержнеобразутощего агрегата. Стержни нажимают на плиту 38.. срабатывает конечньм выключатель 41 (КВ4 на фиг. 8), двигатель снова останавливается, ножи опускаются и снова включают конечньш выключатель 42 (КВ5 на фиг. 8), но в этот момент срабатывает реле времени РВ2, нормально открытый контакт в цепи электромагнита ЭМ4 разомкнулся, и тележка 23 вместе с сушильной плитой 30 возвращается в исходное положение и выключает конечный выключатель 44 (КВ7 на фиг. 8) и его нормально открытьй контакт закроется, подготавливая возможность включения электромагнита ЭМ1 толкателя 7. Если место на рольганге 1 возле стержнеобразую- щего агрегата свободно (замкнутьй нормально открытый контакт конечного выключателя КВ8) или еще не сработало реле времени РВ1, то при подходе . очередной сушильной плиты .к толкателю 1 последний сработает и на позицию изготовления стержней переместит пустую сушильную плиту, а заформован кую вытолкнет на рольганг 1. В конце
перемещения по рольгангу 1 сушильная плита нажмет на конечный выключатель 15 (КВ9 на фиг. 8), конвейер сушила продолжает двигаться и нажит мает на конечньй выключатель 6 (KB 10 на фиг. 8), при этом через нормально замкнутый контакт РВ 3 включается контактор К 5, .который включает двигатель конвейера сушила и включает реле времени РВЗ, Пока толкатель 8 не включен, его конечный выключатель 14 (KB11 на фиг, 10) находится в замкнутом состоянии.
необразующий агрегат, .сушило, привод сушила с контактором, сушильные плиты, приводные роликовые конвейеры, манипулятор, установленньй на тележке, цилиндр привода тележки манипулятора с электровоздушным клапаном, выталкиватель стержней из сушильных плит, пневмотолкатели с электромаг- нитньш клапаном, системы управления электромагнитным клапаном пневмотол- кателя, контактором привода сушила -и электровоздушньм клапаном цилиндра привода тележки манипулятора, от
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления стержней | 1990 |
|
SU1759533A1 |
| Комплексная автоматизированная линия для изготовления стержней | 1980 |
|
SU897388A1 |
| АВТОМАТ ДЛЯ ДОЗИРОВКИ РЫБЫ В ТАРУ | 1966 |
|
SU183118A1 |
| Механизированная линия для ремонта электрооборудования | 1988 |
|
SU1561152A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Устройство для сборки трубчатых теплообменных аппаратов | 1978 |
|
SU749505A1 |
| Автоматическая линия кокильного литья | 1966 |
|
SU270202A1 |
| Линия для изготовления литейных стержней | 1982 |
|
SU1026932A1 |
| ПОЛУАВТОМАТ ДЛЯ ПОДГОТОВКИ МЕСТА КЛЕЙМЕНИЯ НА | 1973 |
|
SU384515A1 |
| Технологическая линия для изготовления теплоизоляционных материалов | 1990 |
|
SU1787792A1 |

Автоматическая линия для изготовления стержней применяется в литейном производстве для изготовления Стержней постоянного сечения. Цель изобретения - автоматизация прог цесса изготовления стержней и повышение производительности. Линия содepж т параллельные приводные роликовые конвейеры, между которыми установлены N-1 стержнеобразующие агрегаты с манипуляторами, где N - порядковый номер стержнеобразукщего агрегата, неприводные роликовые кой- вейеры, толкатели и автоматические счетчики сушильных плит, а также конечные выключатели, установленные на манипуляторе и пневмотолкателях, вертикально замкнутое сушило с пнев- мотолкателем для загрузки и выгрузки стержней из сушила в емкость для стержней, причем манипулятор представляет собой раму со стойками, на рых закреплен стол с отверстиями для штьфей., тележку с установленньм ,на ней приводом, плиты с центрирующими штырями. Контроль и управление автоматической линией ведется с пульта управления. 3 з.п. ф-лы, 8 ил. Q S (Л
Как только срабатывает реле време- 5 личающаяся .тем, что, с
ни РВЗ, включается электромагнит ЭМ5 и поршень цилиндра В перемещается и подает сушильную плиту в сушило 4. В конце хода хвостовик поршня
целью автоматизации процесса изготовления стержней и повьш1ения прои водительности, она Снабжена N допо нительными стержнеобразующими агре
цилиндра 8 нажимает на конечный вык-.. 20 зми, ножами с приводом для их перелючатель 13 (КВ12 на фиг. 8) и электромагнит ЭМ5 выключается, а электромагнит ЭМ 6 включается, поршень возвращается в исходное положение, при
40
этом включается конечный выключатель 25 ввде вертикального вала, поворотной 14 (КВ1Г на фиг. 8), толкатель подает очередную сушильную плиту в сушило и т.д., пока не сработает реле времени РВЗ, которое размыкает свои нормально открытые контакты, контактор зо К5 обесточивается, его нормально закрытые контакты К5 закрываются и включают двигатель сушила, а нормально открытьш контакт К5 обесточивает катушку реле времени РВЗ. Когда сушильная плита нажмет на конечньй выключатель 17 (KB 13 на фиг. 8), включается электромагнит ЭМ 7, управляющий пневмоцилиндром 10, шток которого перемещается вправо (фиг. 1), толкателями 55 (фиг. 6 и фиг. 7) выталкивают стержни в емкость 19 и при этом включается конечньй выключатель 18 (KB 14 на фиг, 8), которьй выключает электромагнит ЭМ7. поршень толкателя 10 возвращается в исходное положе- |аие, на этом цикл заканчивается. Очередная сушильная плита со стержнями выталкивает пустую сушильную плиту на рольганг 2.
Затем цикл повторяется.
Применение предлагаемой автоматической линии позволит автоматизировать процесс изготовления стержней, повысить производительность и улучшить условия труда. Формула изобретени.я
50
55
плиты и храпового механизма с рычагом, связанным с поворотной плитой посредством пружины, причем поворотная плита установлена на вертикальном валу с возможностью поворота на угол Ч No, где N - порядковый номер стержнеобразующего агрегата,
с - угол поворота рычага храпового механизма за один проход сушильной плиты, а приводные роликовые конвейеры расположены параллельно друг другу по обе стороны стержнеобразую- щих агрегатов и сушила.
управления дополнительно содержит
элементы памяти в виде реле времени.
целью автоматизации процесса изготовления стержней и повьш1ения производительности, она Снабжена N дополнительными стержнеобразующими агрегамещения, установленными на стержне- образующих агрегатах N+1 автоматическими счетчиками пустых сушильных плит, каждьм из которых выполнен в
0
5 ввде вертикального вала, поворотной о
5
0
5
плиты и храпового механизма с рычагом, связанным с поворотной плитой посредством пружины, причем поворотная плита установлена на вертикальном валу с возможностью поворота на угол Ч No, где N - порядковый номер стержнеобразующего агрегата,
с - угол поворота рычага храпового механизма за один проход сушильной плиты, а приводные роликовые конвейеры расположены параллельно друг другу по обе стороны стержнеобразую- щих агрегатов и сушила.
управления дополнительно содержит
элементы памяти в виде реле времени.
713863598
с пневматическими толкателями, в чем выталкиватель стержней выполнен цепь которых подсоединен нормально в виде траверсы с толкателями, рас- открытый контактор автоматического положенными горизонтально на выходе счетчика пустых сушильных плит, при- из сушила.
JJ
3
30 Жг
W
71
25
Т
J
чЧ//;
Фи:. }
d
X
Z9 Z8
27
23 3.j.
П
2
у
-it-1 37 36
V
2;
i
(puz.l
46
иг
47
8
5i
51
Фиг.5
X
ШЖ
ITT -у т ТТ1
toib-.
т
ТтТ тТТТ|
{
Ча
К2
дрг
Kt
АСА 1 о
Кб КЗ
дс (о
Kul
I « I I
| Комплексная автоматизированная линия для изготовления стержней | 1980 |
|
SU897388A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
