.(54) СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ НЕКРУГЛОГО СЕЧЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ бескопирной обработки многократных синусоидальных поверхностей | 1967 |
|
SU460943A1 |
| СТАНОК ДЛЯ ВИБРОЛУЩЕНИЯ ШПОНА | 2000 |
|
RU2209722C2 |
| Способ обработки деталей некруглого сечения | 1983 |
|
SU1159721A1 |
| Устройство для бескопирной обработки профильных валов с равноосным контуром | 1978 |
|
SU743793A1 |
| Устройство для бескопирной обработки профильных валов и втулок с равноосным контуром | 1976 |
|
SU666053A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2005 |
|
RU2294262C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2245224C1 |
| Устройство для сварки трением | 1989 |
|
SU1829990A3 |
| Устройство для обработки валов с профилем "равноосный контур" | 1976 |
|
SU663502A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СИНУСОИДАЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2280539C1 |
..-1
Изобретение относится к области машиностроения и может быть использовйно при изготовлении деталеЁ некруглого бесшпоночного сопряжения.
Известен способ обработки деталей некруглого сечения, согласно которому инст1{ументу сообщают поступательное двигке- иие по круговой траектории в плоскости, перпендикулярной оси заготовки с частотой, кратной частоте ее вращения l . ,g
Недостатком данного способа является невозможность управления формой контурной кривой, описьгоающей поперечное сечение обрабатываемой детали.
Целью настоящего изобретения являет--,5 ся расширение технологических возможное- тей.
Поставленная цель достигается тем, что инструменту дополнительно сообщают колебательное движение, согласованное с 20 поступательным движением по круговой фаектории.
Результирующая траектория перемещения инструмента относительно равномерно
вращающейся детали складывается из колебательного прямолинейного и поступа. тельного Kpyj oBoro движений. Изменением угла сдвига фаз между колебательным даижением и проеккией кругового движения на ось, относите.пьно которой происходят колебания, получают различные траектории перемещения инструмента и соответственно различные формы контурных кривых обрабатываемых деталей.
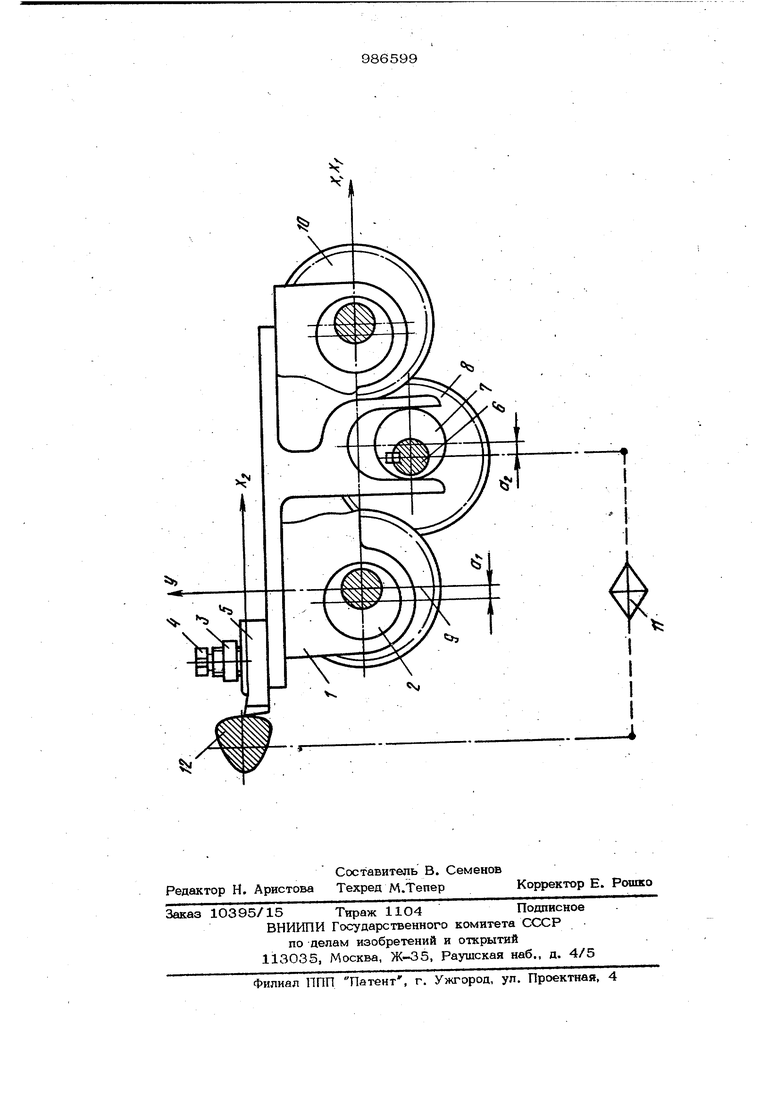
На чертеже показано устройство для осуществления предложенного способа.
Устройство содержит каретку 1, расположенную на эксцентриковых валах 2. Концентрические (заштрихсжаниые) части эксцентриковых валов 2 расположены в неподвижных опорах (на чертеже не показаны). Каретка 1 на верхней псяверхностн имеет направлякяцие, например, типа ласточкина хвоста, на которых расположен резцедержатель 3 с зажимным винтом 4 для закрепления резца 5. Резцедержатель 3 жестко связан с вилкой, охватывающей расположенную на валу 6 эксцентриковую втулку 7. Ban 6 является приводным для всего устройства. С валом 6 связано зубчатое колесо 8, которое в свою очередь Входит в зацепление с зубчатыми колеса ми 9 и 10. Вал 6 с помощью кииематической цепи 11 связан со шпинделем стан ка, несущим обрабатьгоаемую деталь 12. Эксцентриковые валы 2 полностью идентичны, одинаково ориентированы по углу поворота, а зубчатые колеса 8, 9 и 10 имеют одинаковые числа зубьев. Поэтому каретка 1 с эксцентриковыми валами 2 представляет собой балансир шарнирного паралледограммного механизма. , Эксцентриковая втулка 7 расположена в противофазе с эксцентриковым валом 2. При вращении обрабатьюаемой детали 12 вал 6 также получает вращение с частотой, кратной час то те вращения детали 12 В результате этого приводятся в однонаправленное движение зубчатые колеса 9 и 1О с эксцентриковыми валами 2, Каретка 1 получает круговое поступательное движение с частотой, кратной частоте вра щения детали 12. Вместе с тем резцедержатель 3 при вращении эксцентрика 7 совершает прямолинейное возвратно-поступательное движение относительно каретки 1. В результате совместного кругового поступательного и прямолинейного возврат но-поступательного движений резец 5 совершает в данном случае движение по эллиптической траектории и формирует некругльгй профиль детали. Пример выполнения способа. Круглую заготовку закрепляют в щпинделе станка и сообщают ей равномерное вращательное движение вокруг своей оси. Токарный резец 5 дляВнутреннего или наружного точения закрепляют в резцедержателе механизма-построителя и устанавливают необходимую амплитуду 2й-1 .прямолинейного, возвратно-поступательного движения и необходимый радиус а. кругового поступательного движения с помощью эксцентриков 7 и 2 соответственно. Для обеспечения эллиптической траектории перемещения инструмента указанные эксцентрики устанавливаются оппозитно. Вращение приводного вала 6 механизмапостроителя связьюается с помощью цепи 11с вращением детали 12, причем передаточное отношение цепи должно быть равным числу верщин некрутлого вала (отверстия). Для обеспечения диаметральных и длинновых размеров обрабатываемых поверхностей инструменту вместе с механизмомпостроителем сообщают поперечную и продольную подачи (на чертеже не показаны). Заявляемый объект может быть реализован, например, на универсальном токар- но-затыловочном станке, на отбойной плите которого установлен механизм .кругового поступательного перемещения инструмента и имеется кинематическая связь возврат но-поступательного и кругового движений инструмента. Использование данного изобретения позволяет получать различные по форме контурные кривые некруглого сопряжения, существенно расширяя тем самым технолсч ические возможности известного технического решения. формула изоб ретения Способ обработки деталей некруглого сечения, согласно которому инструменту сообщают поступательное движение по Круговой траектории в плоскости, перпендикулярной оси заготовки с частотой, кратной частоте ее вращения, отличающийся тем, что, с целью расширения технологических возможностей, инструменту дополнительно сообщают колебатель-ное движение, согласованное с поступательным движением по круговой траектории. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 46О943, кл. В 23 В 5/36, 1967.
