N О
CA) CO
.TJ
ь
Изобретение относится к станкостроению, в частности к устройствам для обработки резьб и винтовых канавок.
Целью изобретения является упрощение конструкции токарно-винторезного станка.
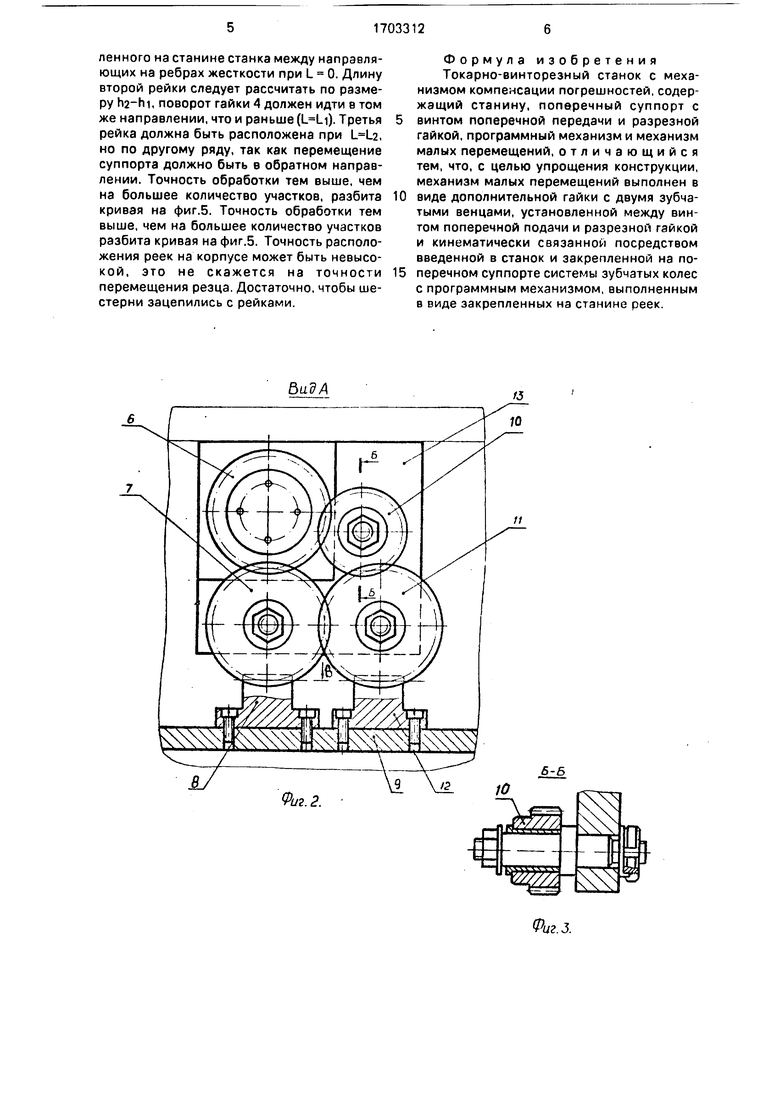
На фиг.1 показан станок, общий вид; на фиг.2 - вид А на фиг,1; на фиг.З - сечение Б-Б на фиг.2; на фиг.4 - вид В на фиг.2; на фиг,5 - график упругих перемещений системы СПИД.
Механизм компенсации погрешностей токарно-винторезного станка состоит из разрезной гайки 1, жестко соединенной с поперечным суппортом станка. Для устара- нения зазоров в винтовом соединении в разрезе гайки помещана втулка 2 с торцовыми скосами. Винт 3 регулирует зазор в резьбе между разрезной гайкой 1 и дополнительной гайкой 4. Снаружи гайки 4 нарезана трапецеидальная резьба с определенным шагом, внутри гайки 4 нарезаны резьба с другим шагом, соответствующим резьбе винта 5 поперечной подачи станка. Шаги наружной и внутренней резьб гайки 4 отличаются друг от друга на небольшую величину, в пределах 0,05-0,1 мм. На дополнительной гайке 4 нарезаны зубья одинаковых колес 6. Одно из колес 6 через колесо 7 может зацепляться с рейсами 8, расположенными на основании 9 программного устройства Второе колесо б через паразитное колесо 10 и колесо 11 может зацепляться с рейками 12, расположенными в ряду, параллельном ряду с рейками Колеса 7, 10, 11 смонтированы на фланце 13, соединенном с поперечным суппортом. Втулка 14 с резьбой предназначена для устранения зчзоров между гайкой 4 и винтом 5.
При перемещении продольного суппорта вдоль станины зубчатые колеса 7 и 11 периодически зацепляются с рейками 8 или 12. Рейки расположены так, чтобы наилучшим образом компенсировать упругие перемещения системы СПИД. От реек колеса 7 или 11 поворачиваются. Далее движение передается через колеса 10 и 6 или б на дополнительную гайку 4. Если колесу 7 встретилась рейка 8, то идет вращение дополнительной гайки 4 в одном направлении, если колесу 11 встретилась рейка 12, то вращение гайки 4 будет осуществляться в другом направлении из-за наличия в зацеплении паразитного колеса 10. Рейки 8 и 12 расположены так, что одновременно входить в зацепление с ними колеса 7 и 11 не могут.
От дополнительной гайки 4 в требуемом направлении по неподвижному винту 5 бу8.
дет перемещаться гайка 1 с суппортом. Перемещение гайки 1 и суппорта вследствие замедляющего действия трехзвенного будет небольшим.
5Перемещение гайки 1 при неподвижном винте 5 можно определить по формуле
(Si-S2)
2л
10
где h - перемещение гайки 4 с суппортом; угол поворота гайки 4, а следовательно, и колес 7 и 11, поскольку числа зубьев и модуль колес 6, 7, 11 одинаковы; Si и 5з - шаги наружной и внутренней резьб гайки 4 соответственно. Угол поворота колеса 7 или 11 в зависимости от длины рейки
20
25
30
35
40
(f /л d ,
где I - длина рейки; d - диаметр делительной окружности колеса 7 или 11. Следовательно
()
Так, например, если Si-Ss 0,2 мм; d 60 мм; I 20 мм, перемещение суппорта с резцом будет немногим больше 3 мкм. Из этого расчета следует, что точность изготовления всех элементов механизма может быть невысокой. Винт 5 в большинстве случаев будет неподвижен без дополнительных устройств. Однако для большей стабильности после настройки резца на размер следует дополнительно обеспечить неподвижность винта 5, что можно сделать, например, за счет помещения на винт 5 возле рукоятки втулки со шлицами, которые должны входить в шлицы неподвижной втулки нониуса Перемещая втулку вдоль оси винта, можно соединить винт с корпусом суппорта или освободить. Могут быть применены и другие фиксирующие устрой 5 ства. Покажем на примере, как определить число, размеры и расположение программирующих реек 8 и 12. График на фиг.5, полученный теоретически и подтвержденный экспериментально, представляет зависи5® мость корректирующего смещения резца h в направлении, перпендикулярном оси детали, от длины детали L. В пределах заданного допуска А на точность обработки график можно разделить на три участка.
55 Следовательно, в начале обработки резец надо сместить на величину hi. Зная шаги резьб Si и S2, можно рассчитать длину рейки I.,, которую следует расположить на основании программного устройства, закрепленного на станине станка между направляющих на ребрах жесткости при L 0. Длину второй рейки следует рассчитать по размеру h2-hi, поворот гайки 4 должен идти в том же направлении, что и раньше (). Третья рейка должна быть расположена при , но по другому ряду, так как перемещение суппорта должно быть в обратном направлении. Точность обработки тем выше, чем на большее количество участков, разбита кривая на фиг.5. Точность обработки тем выше, чем на большее количество участков разбита кривая на фиг.5. Точность расположения реек на корпусе может быть невысокой, это не скажется на точности перемещения резца. Достаточно, чтобы шестерни зацепились с рейками.
Формула изобретения Токарно-винторезный станок с механизмом компенсации погрешностей, содержащий станину, поперечный суппорт с
винтом поперечной передачи и разрезной гайкой, программный механизм и механизм малых перемещений, отличающийся тем, что, с целью упрощения конструкции, механизм малых перемещений выполнен в
виде дополнительной гайки с двумя зубчатыми венцами, установленной между винтом поперечной подачи и разрезной гайкой и кинематически связанной посредством введенной в станок и закрепленной на поперечном суппорте системы зубчатых колес с программным механизмом, выполненным в виде закрепленных на станине реек.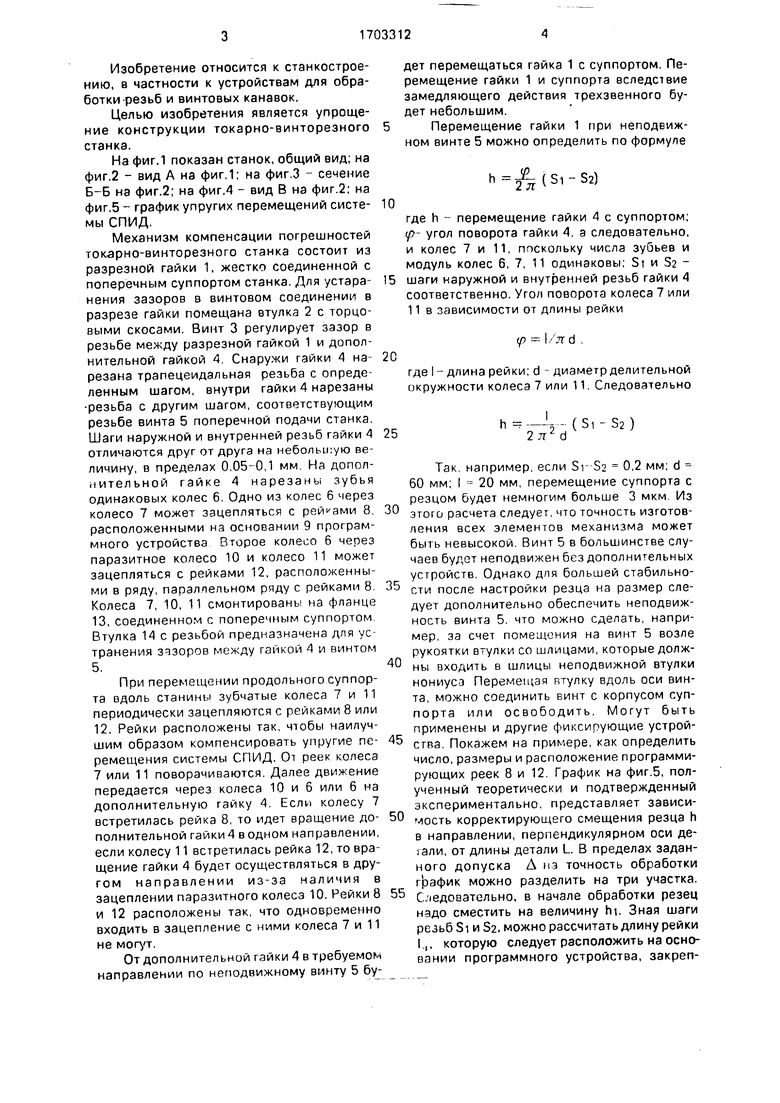
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Токарно-винторезный станок | 1986 |
|
SU1324764A1 |
| Полуавтоматический токарно-винторезный станок для нарезания замкнутых винтовых нарезок правого и левого направлений | 1959 |
|
SU128724A1 |
| Устройство к токарно-винторезному станку для нарезания резьб с переменным шагом | 1976 |
|
SU584990A1 |
| Резьбоуказатель токарно-винторезного станка | 1977 |
|
SU648346A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| ПОПЕРЕЧНЫЙ СУППОРТ | 1971 |
|
SU314599A1 |
| УСТРОЙСТВО ДЛЯ НАСТРОЙКИ ГЛУБИНЫ РЕЗАНИЯ НА ТОКАРНО-ВИНТОРЕЗНОМ СТАНКЕ | 2009 |
|
RU2417866C2 |
| УСТРОЙСТВО ДЛЯ КОРРЕКЦИИ ПЕРЕДАТОЧНОГО ОТНОШЕНИЯ КИНЕМАТИЧЕСКОЙ ЦЕПИ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА | 1994 |
|
RU2069605C1 |
| Токарно-винторезный станок | 1974 |
|
SU496097A1 |
Изобретение огногд-тс к f,- .. .- нию, в частное- и к устройотп;. -.-MJ г.|-:. : ,. К И peniO И : ИНТОВЫ Y.fl:-.:: ;). изобретс-мип яв)1петс 1 упрогч1- ции токарно-1311 горезнг)го скчикч i - винторезный г.танок i;одрржпт мп, . компенсации погрпшног.i--зг, :. р г.. - и ; N е-. ..,.: ; ;. ч HIS и с мг реЧ 1 1Г.1 Л | :.;. . . in. , ,.: ,0/lh: i(.l . 1, iH. : I- . I Jv : . i : If M ГII.VIll( , C l.:(. I f. j Г. I1: i .,; , ,уЖЧ ,, Jiii ,, ; - -,.i.ii i .1.1. i , -|1)ЦОИ :: ;,. рй.ЧъО С .. ..,); I i , ,-1 ШЗГОГ , :;M . b1 ; Ip . -Vi I il i .. .-: .. С ДруГИМ I -: i i.l-J l i I ; , i. .:i i г i i .. : П.Ч1 Т Л Г- i|Q- i . i и ; ц1 i iP/irfMi- ..- i , : i : , . I И Uidi.HU i :i i Им- - .. : : l ifI т -)Н1 l. . i: , , . / , i , ,- .. .,}f. i . i Mlit ii ;l И , :: -I .,i.:. :. I.1.: i... f Vi :; . i l.i i , ; ;, : i: i . lr i. : ii 10ГО .; .r j : : Г ,:О|,- ; i . г ....--..;:). i .) -...: -., i. i Ч-:, i . . . : . .-;. ip i n | .. .; i|. . . : : . . u :.:; Г.. .i Г : .: : : n I1 : i : . : Vl;M . . ji M . i ГI JM. :,Q I.I H i у ; : . ri -j . ... i-. .. .ik-5 i ; C,. .(- .. CT.:,:.: : . к
БидА
T anf TfWT V™
Lc-ueiK c:J
Pliiiiira
r.
V
I i
/J
.. 1
; -w -ft vv- чw
r
L
L8
f
i
„,.
X.
,-jii.
.J.,O-l l V /ff.-.- . ill
| Балакшин B.C | |||
| Аялптип юе /i.p и:., -r Станками | |||
| - М.: Машин, гро« - -;; | |||
| Ускоритель для воздушных тормозов при экстренном торможении | 1921 |
|
SU190A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
