10
15
20
31593834
Изобретение относится к области контактной стыковой сварки оплавлением и может быть использовано для сварки встык преимущественно тонкостенных изделий, например ленточных ил для ленточно-отрезных станков 1
Целью изобретения является повышеие качества сварки за счет обеспеения мгновенного перехода от оплавения к осадке и увеличения скорости садки, а также расширение технологических возможностей за счет обеспечения изменения величины и скорости осадки.
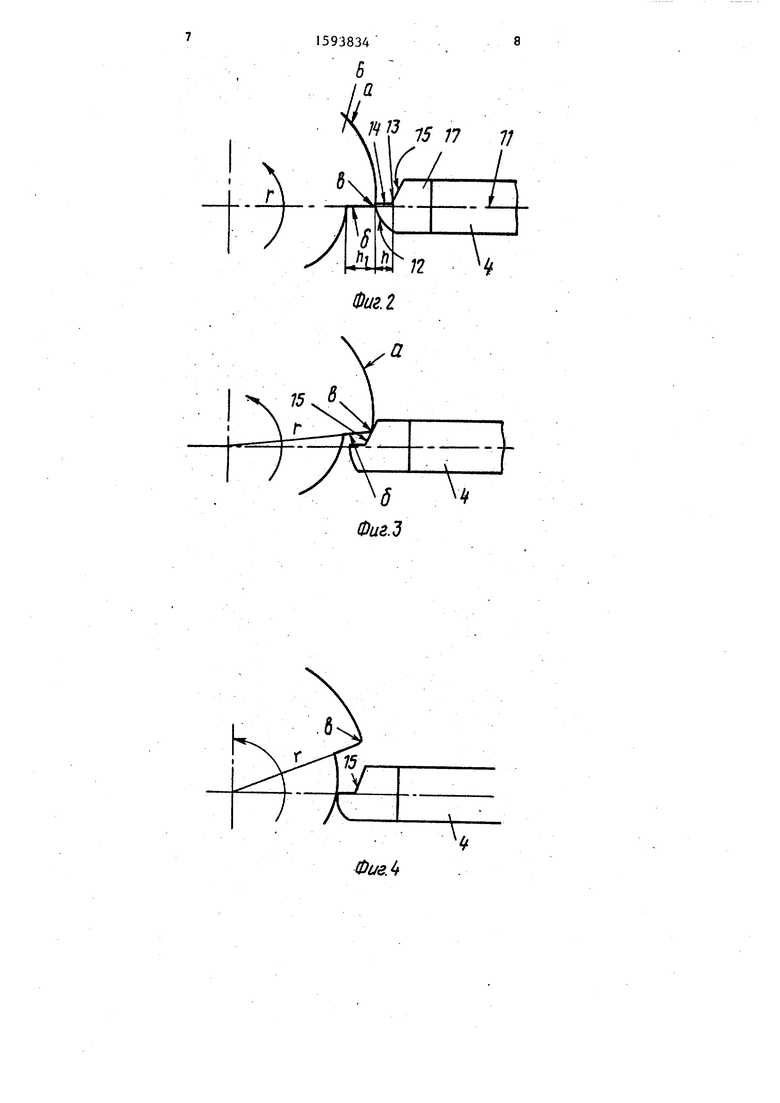
На фиг,1 даны устройство, общий вид и взаимодействие кулака и толкателя в процессе оплавления; на фиг о 2 взаимодействие кулака и толкателя еред осадкой ;на фиг.З -то же,во время осадки; на фиго4 - то же, после осадки; на фиг о5 - профильный вырез на сменном наконечникео
Устройство для контактной стыковой сварки оплавлением содержит не- одвижную плиту 1, подвижную плиту 2, становленную в направляющих 3, толкатель 4 осевого типа, связанньй с подвижной плитой 2 и приводом оплав- - ения и осадки, выполненным, например,30 в виде пружины 5 сжатия, а также приводной кулак 6j задающий скорости опавления и осадки, который связан с приводом 7 постоянной скорости враения На плитах 1 и 2 закреплены токоподводящие губки 8, соединенные со сварочным трансформатором (не показан), и установлены прижимы 9 Регулирование усилия пружины 5 обеспечивается гайкой 10о Ось вращения куака б расположена на оси 11 толкатея 4
Участок q профиля кулака, задающий скорость оплавления, выполнен по ли- НИИ, обеспечивающей медленное прибли- 45 жение плиты 2 к плите 1 с заданной скоростьюJ а участок б, задающий ско- рость осадки, выполнен по линии г радиуса кулака 6
25
35
40
п пл п У ти ск в ни вы ци ду ни
ск к
мо де то ни ма че
ра
ко ла и ча вз с пл бл ро хо мо по уч ск ли
пе ст ка ни ти со от ше до ко
Торец 12 толкателя 4 вьтолнён скругленным, радиус скругления выбг ран из условия оптимального удельного давления в месте контакта толкателя 4 и кулака 6 при изменяющемся угле
50
Тем самым происходит мгновенный переход от скорости оплавления к скор сти осадкио Скорость перемещения тол кателя 4 на этой стадии осадки ограничивается только механическим сопро тивлением расплавленного металла Это сопротивление предохраняет линию S от удара плоскости 15о При дальнейшем вращении кулака 6 толкатель продолжает перемещение, при.этом плоскость 15 скользит по линии кулака 6
давления На торце 12 толкателя 4 вы- Скорость перемещения толкателя 4 на
4
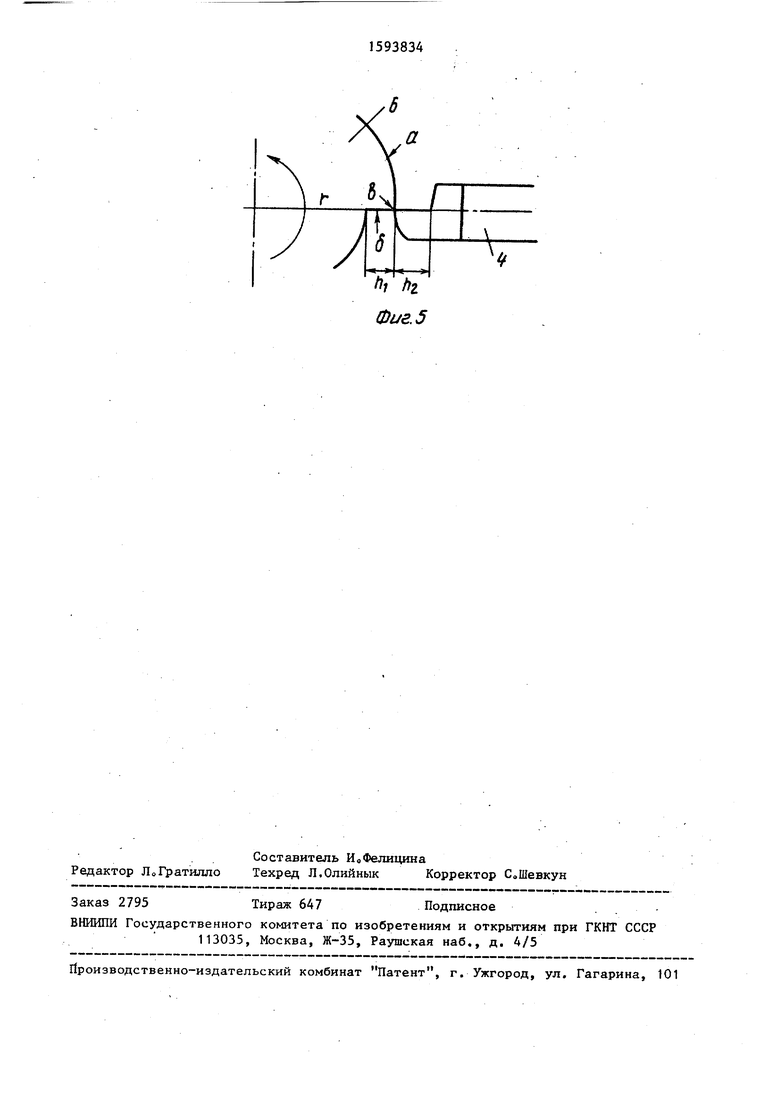
полнена параллельно оси П., длина h плоскости 14 меньше длины h участка б, а плоскость 15 .выреза 13 выполнена под углом более 90° к плоскости 14,, Угол наклона плоскости 15 к плоскости 14 определяется исходя из заданной скорости осадкио Толкатель 4 выполнен в виде ползуна 16 и сменного наконечника 17, причем профильный вырез 13 выполнен в наконечнике 17о Конструкция ползуна 16 и наконечника 17 предусматривает замену одного наконечника 17 на другойо
, В каждом из сменных наконечников 18 по разному выполнены длина h плоскости 14 и угол наклона плоскости 15 к плоскости 4о
0
0
5
5
5
0
0
На валу кулака 6 установлены вспомогательные кулачки 18-20, взаимодействующие с датчиками 21 - 23, ко- торые включены в систему управления приводом 7 и сварочным трансфор- маторомо Позициями 24 и 25 обозначены свариваемые детали.
Устройство работает следующим образом
При исходном положении плиты 2 концы свариваемых изделий 24 и 25 укладываются на токоподводящие губки 8 и прижимаются к ним прижимами 9оВклю- чают привод 7 и сварочный ток При взаимодействии торца 12 толкателя 4 с участком и кулака 6 толкатель 4 с плитой 2 под действием пружины 5 приближается к плите 1 с заданной скоростью оплавления (фиГоО.о После прохождения линии tx профиля кулака 6 мимо плоскости 14 (фига2) толкатель 4 под действием пружины соскакивает с участка ч и перемещается с большой скоростью до контакта плоскости 15 с линией S (фигоЗ)о
Тем самым происходит мгновенный переход от скорости оплавления к скорости осадкио Скорость перемещения толкателя 4 на этой стадии осадки ограничивается только механическим сопротивлением расплавленного металла Это сопротивление предохраняет линию S от удара плоскости 15о При дальнейшем вращении кулака 6 толкатель продолжает перемещение, при.этом плоскость 15 скользит по линии кулака 6
Скорость перемещения толкателя 4 на
| название | год | авторы | номер документа |
|---|---|---|---|
| Профильный кулачок | 1985 |
|
SU1301608A1 |
| Профильный кулачок | 1983 |
|
SU1110579A1 |
| Профильный кулачок | 1989 |
|
SU1703330A1 |
| Машина для контактной стыковой сварки оплавлением с импульсным подогревом | 1978 |
|
SU739821A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU201561A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1966 |
|
SU182804A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Машина для стыковой контактной сварки оплавлением | 1983 |
|
SU1109284A1 |
| ПРИСПОСОБЛЕНИЕ К СТЫКОВОЙ КОНТАКТНОЙ СВАРОЧНОЙ МАШИНЕ ДЛЯ АВТОМАТИЗАЦИИ СВАРОЧНОГО ПРОЦЕССА | 1946 |
|
SU69385A1 |
| Устройство для автоматической стыковой сварки | 1939 |
|
SU59436A1 |
Изобретение относится к устройствам для контактной стыковой сварки и может быть использовано для сварки встык преимущественно тонколистовых изделий. Цель изобретения - повышение качества сварки и расширение технологических возможностей устройства. Устройство содержит неподвижную 1 и подвижную 2 плиты, снабженные зажимами 8 и 9. Перемещение плиты 2 осуществляется по направляющим 3 толкателем 4, состоящим из ползуна 16 и сменного наконечника 17, взаимодействующего с приводным кулаком 6 под действием привода оплавления и осадки, выполненного, например, в виде пружины 5. Участок δ профиля кулака 6, задающий скорость осадки, выполнен по радиусу кулака, а на торце 12 наконечника 17 выполнен профильный вырез 13, одна плоскость которого выполнена параллельно оси толкателя, а вторая полоскость выполнена под углом более 90° к первой плоскости. Конструкция кулака 6 и наконечника 17 обеспечивает мгновенный переход от оплавления к осадке, максимальную скорость осадки и осуществление осадки в две стадии, с меньшей скоростью осадки на второй стадии. Изменение параметров осадки можно производить посредством смены наконечников толкателя. Это расширяет технологические возможности устройства. 2 з.п.ф-лы, 5 ил.
полнен профильный вырез 13, обращен- ньй в сторону направления вращения кулака 6о Плоскость 14 вьфеза 13 вывторой стадии осадки обусловлена углом наклона плоскости 15 о Выключение сварочного тока производится во время
осадки автоматические При завершении осадки автоматически отключается привод 7 вращения кулака 6о После разжима и съема сваренного изделия включается привод 7 и кулак 6 возвращает толкатель 4 с плитой 2 в исходное положение .
При необходимости сварки изделий, где требуются другие параметры осад- ки (величина первой стадии и скорость второй стадии), производят переналадку устройства посредством замены наконечника 17 на другой наконечник, в котором форма профильного вьфеза со- ответствует необходимым параметрам осадкио
В устройстве можно сваривать изделия, осуществляя осадку в одну стадию на максимально большой скоростио Для этого в одном из сменных наконечников 17 следует выполнить профильный вырез (фигоЗ), в котором длина hj плоскости 14 больше длины h участка б кулака 6,
Таким образом, благодаря форме профиля кулака 6, а также выполнению профильного выреза 13 на торце толкателя 4 обеспечивается мгновенный переход от скорости оплавления к скорости осадки и максимальная скорость осадки,,что повышает качество стыковой сварки
Форма профильного выреза 13 обеспечивает осуществление осадки в две стадии: с максимальной скоростью на первой стадии, где максимальная скорость предупреждает преждевременное остывание расплавленного металла и образование окислов в стыке: с задан- ной скоростью на второй стадии, где происходят пластическая деформация разогретого металла и образование сварного соединения. Это повышает качество сварки о
В устройстве параметры осадки определяются не формой профиля кулака.
93834
Q |5
203540 45
25
30
а формой профильного вьфеза толкателя, при этом прО|1«ильный вырез выполнен на сменном наконечнике. Это позволяет, не изменяя формы и скорости вращения кулака, который в аналогичных устройствах является программатором скорости оплавления и осадки, изменять параметры осадкио -Эти изменения можно производить посредством смены наконечников толкателя и, следовательно, сваривать изделия различных сечений. Это расширяет технологические возможности устройства
Формула изобретения
1о Устройство для контактной сты-. ковой сварки оплавлением, содержащее подвижную плиту, связанную через толкатель с приводом оплавления и осадки, а также взаимодействующий с за- . кругленным торцом толкателя приводной кулак, задающий скорости оплавления и осадки, причем ось вращения кулака расположена на линии оси толкателя, отличающееся тем, что, с целью повьш1ения качества сварки, участок профиля кулака, задающий скорость осадки, вьшолнен по линии радиуса кулака, а на закругленном торце толкателя выполнен профильный вырез, обращенный в сторону направления вращения кулака, причем одна плоскость выреза выполнена параллельно оси толкателя и длина ее мень- ше. длины упомянутого участка профиля кулака, а другая плоскость выполнена под углом более 90 к первойо
2о Устройство попо1, отлича-, ю щ е е с я тем, что, с целью расширения технологических возможностей, толкатель выполнен в виде ползуна и сменного наконечника, причем профильный вырез вьтолнен на сменном наконечнике
75 77 7/
Фиг. 2
ФиеЛ
ь
ч
.
1 hi Фиг. 5
| 1972 |
|
SU425751A1 | |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
