Изобретение относится к машиностроению, к конструкциям устройств, предназна- ч-енных для обработки поверхностей деталей методом галтовки.
Цель изобретения - повышение производительности.
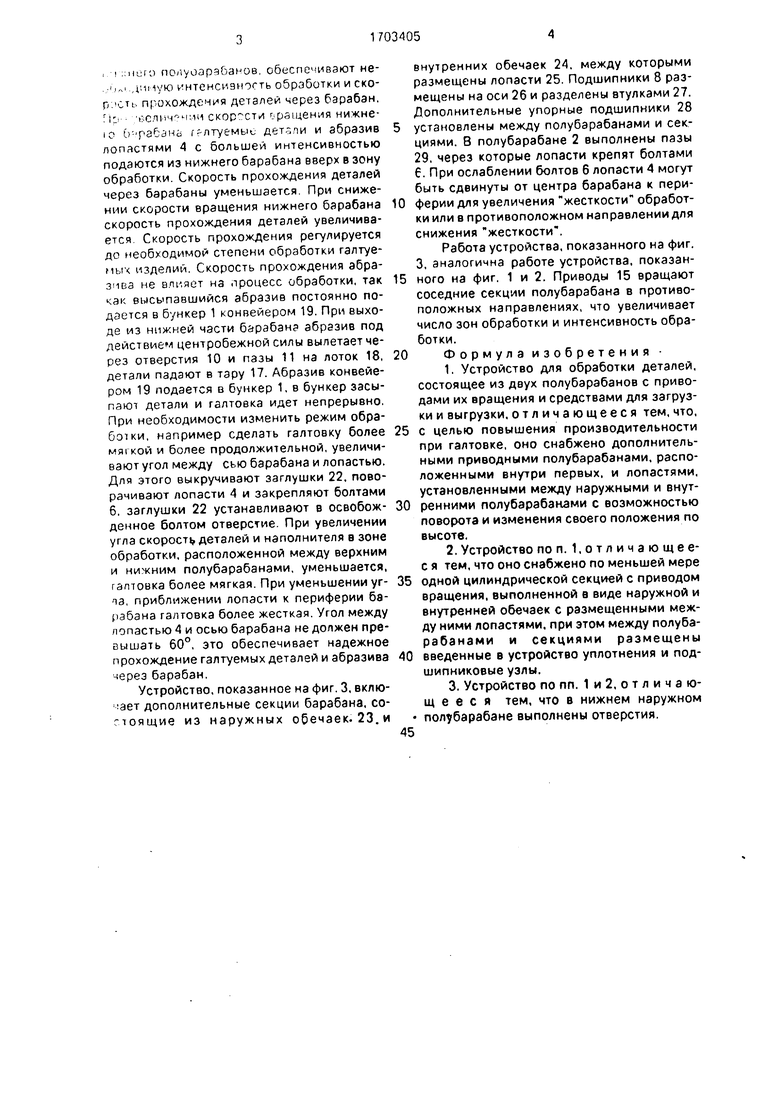
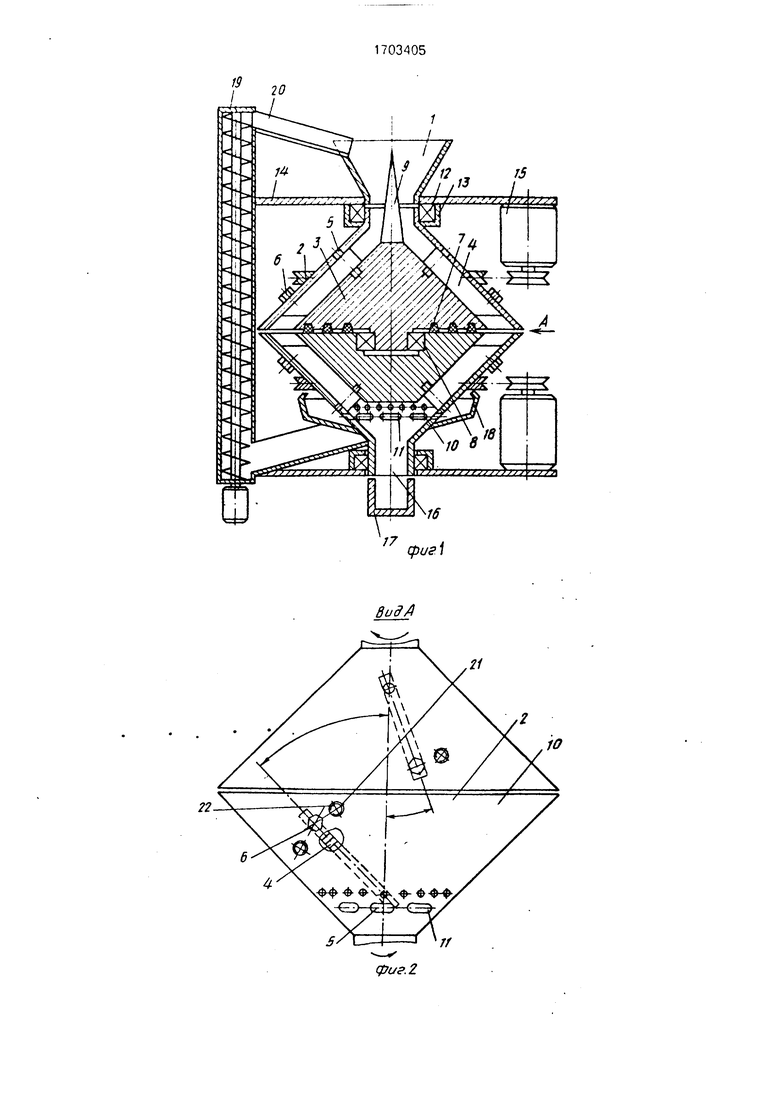
На фиг. 1 показано устройство для гал- товки, вид сбоку в разрезе; на фиг. 2- вид А на фиг, 1; на фиг. 3 - устройство для галтовки с дополнительными секциями.
Устройство включает бункер 1, внешние 2 и внутренние 3 полубарабаны, связанные лопастями 4. Лопасти могут быть повернуты относительно осей 5 и зафиксированы болтами 6. Между полубарабанами расположены торцовые уплотнения 7 и подшипник 8. В верхнем полубарабане находится конический ворошитель 9, а в нижнем - отверстия 10 и пазы 11 для отделения наполнителя. Барабан установлен на подшипниках 12, при помощи крышек 13 закреплен на плитах 14. На плитах размещены приводы 15 вращения полубарабанов. В плите выполнено отверстие для деталей 16 и под плитой размещена тара 17. Имеются лоток 12 для сбора наполнителя и шнековый конвейер 19 для подачи наполнителя в лоток 20 и в бункер 1. На полубарабане выполнены резьбовые отверстия 21, в которые установлены застопоренные резьбовые заглушки 22, отверстия предназначены для поворота лопастей и изменения режима обработки.
Устройство работает следующим образом.
Включают приводы 15 и они начинают вращать полубарабаны 2 и 3. Верхний и нижний полубарабаны вращают в противоположные стороны. Через бункер 1 в барабан засыпают наполнитель, например абразив. За счет воздействия лопастей нижнего полубарабана абразив не высыпается из барабана. Затем в барабан засыпают гал- туемые детали, например крепежные. Варьируя скорость вращения верхнего и
со
с
VI
О
СО
-N о ел
,i ;;Hsjro полуоарэ&анов, обеспечивают не- ...|,н,дмную интенсивность обработки и ско- р. сть прохождения деталей через барабан, . величании скорости вращения нижне- 10 О - рзбэна Гглтуемыо детали и абразив лопастями 4 с большей интенсивностью подаются из нижнего барабана вверх в зону обработки. Скорость прохождения деталей через барабаны уменьшается. При снижении скорости вращения нижнего барабана скорость прохождения деталей увеличивается. Скорость прохождения регулируется до необходимой степени обработки галтуе- мых изделий. Скорость прохождения абразива не влияет на процесс обработки, так как высыпавшийся абразив постоянно подается в бункер 1 конвейером 19. При выходе из нижней части барабана абразив под действием центробежной силы вылетает через отверстия 10 и пазы 11 на лоток 18, детали падают в тару 17. Абразив конвейером 19 подается в бункер 1, в бункер засыпают детали и галтовка идет непрерывно. При необходимости изменить режим обработки, например сделать галтовку более мягкой и более продолжительной, увеличивают угол между сью барабана и лопастью. Для этого выкручивают заглушки 22, поворачивают лопасти 4 и закрепляют болтами 6. заглушки 22 устанавливают в освобожденное болтом отверстие. При увеличении угла скорость деталей и наполнителя в зоне обработки, расположенной между верхним и нижним полубарабанами, уменьшается, галтовка более мягкая. При уменьшении уг- пз, приближении лопасти к периферии барабана галтовка более жесткая. Угол между лопастью 4 и осью барабана не должен превышать 60°, это обеспечивает надежное прохождение галтуемых деталей и абразива через барабан.
Устройство, показанное на фиг. 3, вклгадает дополнительные секции барабана, со- поящие из наружных обечаек. 23. и
внутренних обечаек 24, между которыми размещены лопасти 25. Подшипники 8 размещены на оси 26 и разделены втулками 27. Дополнительные упорные подшипники 28
установлены между полубарабанами и секциями. В полубарабане 2 выполнены пазы 29, через которые лопасти крепят болтами 6. При ослаблении болтов 6 лопасти 4 могут быть сдвинуты от центра барабана к периферии для увеличения жесткости обработки или в противоположном направлении для снижения жесткости.
Работа устройства, показанного на фиг. 3, аналогична работе устройства, показанного на фиг. 1 и 2. Приводы 15 вращают соседние секции полубарабана в противоположных направлениях, что увеличивает число зон обработки и интенсивность обработки.
Формула изобретения
1. Устройство для обработки деталей, состоящее из двух полубарабанов с приводами их вращения и средствами для загрузки и выгрузки, отличающееся тем, что,
с целью повышения производительности при галтовке, оно снабжено дополнительными приводными полубарабанами, расположенными внутри первых, и лопастями, установленными между наружными и внутренними полубарабанами с возможностью поворота и изменения своего положения по высоте.
2. Устройство по п. 1,отличающее- с я тем, что оно снабжено по меньшей мере
одной цилиндрической секцией с приводом вращения, выполненной в виде наружной и внутренней обечаек с размещенными между ними лопастями, при этом между полубарабанами и секциями размещены
введенные в устройство уплотнения и подшипниковые узлы.
3. Устройство по пп. 1 и 2, о т л и ч а ю- щ е е с я тем, что в нижнем наружном полубарабане выполнены отверстия.
И
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки поверхностей деталей | 1981 |
|
SU984831A2 |
| Галтовочное устройство | 1990 |
|
SU1797562A3 |
| Устройство для обработки поверхностей деталей | 1980 |
|
SU865628A2 |
| Устройство для обработки поверхностей деталей | 1985 |
|
SU1265028A2 |
| Устройство для обработки поверхностей деталей | 1974 |
|
SU476965A1 |
| Устройство для обработки деталей | 1981 |
|
SU963825A2 |
| СТИРАЛЬНАЯ МАШИНА | 2000 |
|
RU2174170C1 |
| Устройство для обработки поверхностей деталей | 1983 |
|
SU1168393A1 |
| СПОСОБ БАРАБАННОЙ ГАЛТОВКИ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ | 2019 |
|
RU2703083C1 |
| Устройство для абразивной центробежной обработки деталей | 1978 |
|
SU1032664A2 |
Изобретение относится к машиностроению, в частности к устройствам, предназначенным для обработки поверхностей деталей методом галтовки. Цель изобретения - повышение производительности. Для достижения цели в устройство для обработки деталей, выполненное в виде двух полубарабанов 2 с приводами их вращения введено два дополнительных приводных полубарабана 3, размещенных внутри первых. Между наружными и внутренними пол- убарабанами размещены поворотные лопасти 4. В устройство может быть введена цилиндрическая секция, расположенная между полубарабанами и выполненная в виде наружной и внутренней обечаек с лопастями. В нижнем наружном полубарабане выполнены отверстия 10. 2 з.п. ф-лы, 3 ил.
SOfrCOil
15 14
Я /7 Фиг.З
| Устройство для обработки деталей | 1979 |
|
SU831570A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
