Изобретение относится к производству формовых изделий из полимерного материала, в том числе и резиньц и предназначено для изготовления безлитниковых кольцевых изделий литьем под давлением.
Целью изобретения является расширение эксплуатационных возможностей пресс-формы и снижение непроизводи- тельного расхода полимерного материала.
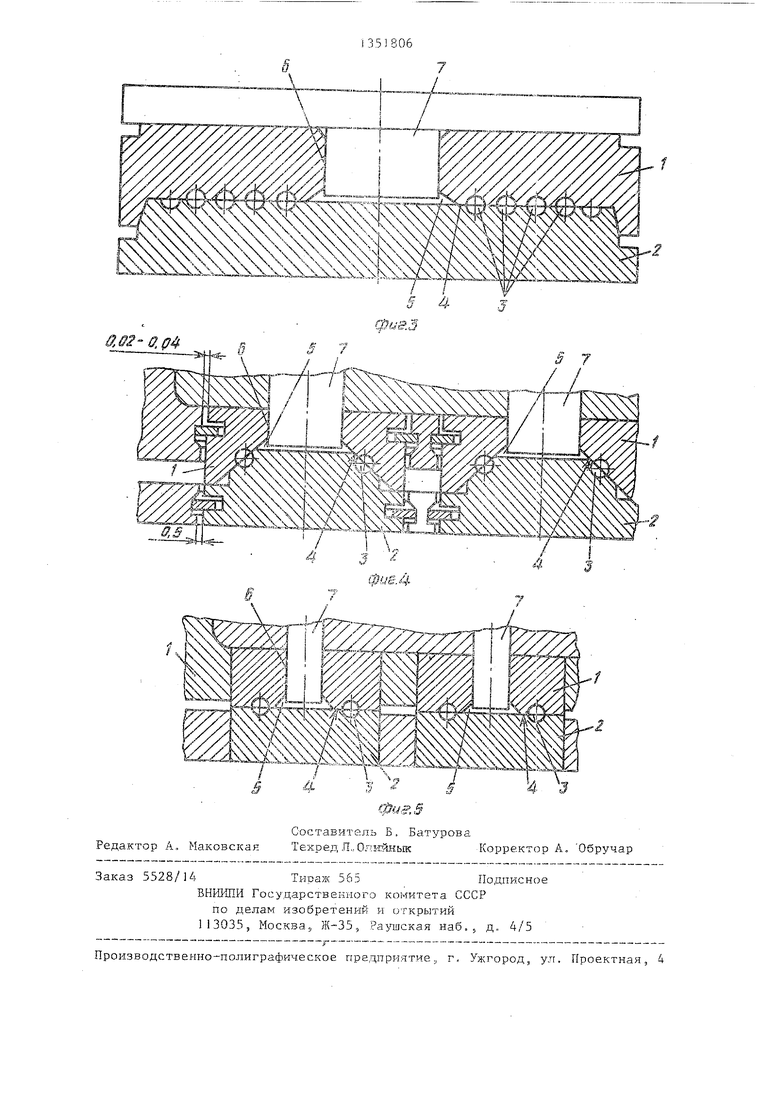
На фиг. изображена пресс-форма, продольный разрез; на фиг. 2,3 - то же, варианты исполнения; на фиг. 4, 5 - то же, варианты в многогнездном исполнении.
Литьевая пресс-форма для изготовления кольцевых полимерных изделий содержит верхний 1 и нижний 2 формообразующие элементы с формующей по-. лостью 3, отделенной разделительной площадкой 4 от литниковой полости 5, сообщающуюся с последней загрузочную камеру 6 и плунжер 7.
Литниковая полость 5 расположена по периметру загрузочной камеры 6 в зоне ее днища и вьшолнена с наружньм диаметром, большим диаметра, плунжера 7, ЧТО упрощает конструкцшо пресс- формы, расширяет номенклатуру изго- тавливаемьпс изделий и сводит к минимуму гидравлическое сопротивление загрузочной камеры теченшо полимерного материала, а это устргшяет требование к пластичности последнего.
Кроме того, для улучшения условий раздвижения формообразующих элементов 1 и 2, т.е. для образования межд разделительными площадками 4 временной кольцевой щелевидной впускной литниковой полости, литниковая ПО-- лость 5 выполнена кольцевой и с клиновидным радиальным сечением.
Элементы 1 и 2 могут быть выполнены с несколькими формующими полостями 3 и иметь конический (фиг. 2). или горизонтальный (фиг. 3) разъем. Пресс-форма может быть изготовлена в многогнездном исполнении (фиг. k и 5).
Литьевая пресс-форма для изготовления кольцевых полимерньк изделий работает следующим образом.
В загрузочную камеру б загружают полимерный материал 8, откуда последний , не испытывая лобового сопротивления в загрузочной камере 6 (благодаря тому, что литниковая полость 5
выполнена по периметру последней в зоне ее днища и с наружным диаметром, большим диаметра плунжера 7),продавливается плунжером 7 непосредственно в литниковую полость 5, где поли- мерньй материал приобретает размеры и форму последней, т.е. образуется кольцевой подводящий литник с клиновидным радиальным сечением. При этом формообразующие элементы 1 и 2 прижимаются один к другому по разделительным площадкам 4 полимерным мате- риалом, находящимся в загрузочной камере, с усилием, являющимся составляющими сил трения материала о стенки загрузочной камеры 6 и создаваемого им бокового давления на стенки последней.
Затем по мере возрастания давления плунжера 7 на полимерньш материал при постоянном продвижении плунжера 7 клиновидный литник из полимерного материала, преодолевая усилие смыка- 5 ния формообразующих элементов 1 и 2, раздвигает их по разделительным площадкам 4, перемещая загрузочную камеру 6 навстречу плунжеру 7, что сопровождается образованием между
5
0
0
5
0
5
0
5
разделительными площадками временного кольцевого щелевидного впускного литника (зазора)j через которьй фор-- мующая полость 3 заполняется полимерным материалом под воздействием плунжера 7. При этом за счет того, что литниковая полость 5 расположена по периметру загрузочной камеры 6 в зоне ее днища. и вьш:олнена с наружным диаметром, большим диаметра плунжера 7, последний, продвигаясь, в литниковой полости 5,.расходует (продавливает) полимерный материал из литниковой полости 5 на заполнение формующей полости 3.
Далее плyIiжep 7, смыкая формообразующие элементы 1 и 2 по разделительным площадкам 4, устраняет временную кольцевую впускную литниковую полость между последними. При этом удаляются излишки материала из литниковой 5 и формующей 3 полостей с поверхности разделительных площадок 4, т.е. устраняется контакт литника с изделием, и затем осуществляется полимеризация последнего при заданном технологическом режиме. По окончании полимеризации пресс-форма размыкается и готовое (безлитниковое)
313
кольцевое изделие 9 извлекается из пресс-формы. Далее цикл повторяется.
Для оптимального расхода полимерного материала 8 и надлежащего отделения литника от изделия 9 в конце рабочего хода плунжера 7 зазор между его нижним торцом и элементом 2 должен быть не более 1 мм, но не менее О,I мм.
В общем случае величина образуемого зазора между разделительными площадками 4 прямо пропорциональна ширине площадки 4 и обратно пропорцио- нальна вязкости полимерного материала 8, При использовании разделительной площадки 4 с постоянной шириной для полимерных материалов различной вязкости оптимальная величина зазо- ра автоматически устанавливается самим материалом.
Оптимальные параметры временной впускной литниковой полости достигаются при ширине разделительной кромки не более 2 мм, так как в противном случае литник не отделяется от изделия 9 разделительной площадкой из-за утолщенного пограничного слоя (несжимаемой пленки) материала на поверхности последней. Применение разделительной площадки шириной менее 0,1 мм снр1жает ресурс пресс-форм
Оптимальный диаметр плунжера 7 должен быть не боле 0,9 внутреннего диаметра изделия 9, так как в противном случае формообразз щая полость 3 заполняется полимерным материалом с
6
незначительным давлением, но не менее 0,6 внутреннего диаметрй изделия, так как в противном случае увеличивается расход полимерного материала.
В предлагаемой пресс-форме подача полимерного материала из загрузочной камеры плунжером осуществляется непосредственно в литниковую полость, что позволяет значительно упростить конструкцию пресс-формы, уменьшить расход материала, расширить номенклатуру изготавливаемых изделий и используемых полимерных материалов для их изготовления.
Формула изобретения
Литьевая пресс-форма для изготовления кольцевых полимерных изделий, содержащая верхний и нижний формообразующие элементы с кольцевой формующей полостью, загрузочную камеру,
плунжер и литниковую полость с клиновым радиальным сечением, сообщенную с загрузочной камерой и отделенную от форм тощей полости разделительной площадкой, отличающаяся
тем, что-, с целью расширения эксплуатационных возможностей пресс-формы и снижения непроизводительного рАсхо- да полимерного материала, литниковая полость расположена по периметру загрузочной камеры в зоне ее днища и выполнена с наружным диаметром, большим диаметра плунжера.
cpuS.Z
Ш/а.
Составитель Б. Батурова Редактор А, Маковская Техред .n,,0..C4iibrtc
Корректор А. Обручар
Заказ 5528/14Тираж 565Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. Д- /5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А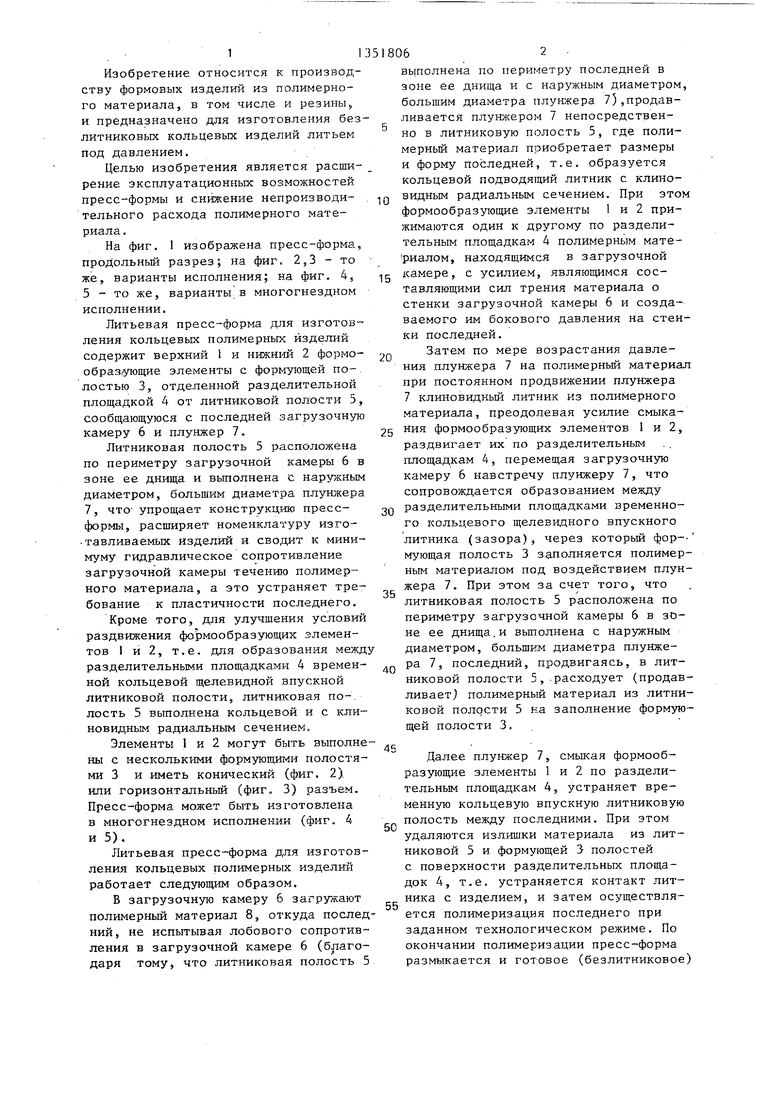

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления кольцевых изделий из полимерного материала | 1984 |
|
SU1260222A1 |
| Литьевая форма для изготовления изделий из полимерного материала | 1987 |
|
SU1497024A1 |
| Этажная литьевая пресс-форма для изготовления кольцевых полимерных изделий | 1986 |
|
SU1391910A1 |
| Устройство для изготовления полимерных изделий | 1982 |
|
SU1063619A1 |
| Литьевая форма | 1976 |
|
SU604703A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Устройство для изготовления резиновых изделий | 1983 |
|
SU1147581A1 |
| Литьевая пресс-форма для изготовления резинотехнических изделий | 1983 |
|
SU1100121A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085378C1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
Изобретение,относится к области производства формовых изделий из полимерного материала, в том числе и резины, и предназначено для изготовления безлитниковьгх кольцевых изделий литьем под давлением. Цель изобретения - расширение эксплуатационных возможностей пресс-формы и снижение непроизводительного расхода полимерного материала. Для этого литниковая полость 5 расположена по периметру загрузочной камеры 6 в зоне ее днища. Литниковая полость 5 вьшолне- на с наружным диаметром, большим диаметра плунжера 7. Из загрузочной камеры 6 полимерньй материал 8 выдавливается плунжером 7 в литниковую полость 5 и заполняет ее с образованием кольцевого подводящего литника с клиновидным радиальным сечением. По мере возрастания давления плунжера 7 материал раздвигает формообразующие элементы 1 и 2. При этом образуется временный кольцевой щелевид- ный впускной литник, через который формующая полость 3 заполняется материалом 8. 5 ил. (Л фие.1
| Патент США № 4043727, кл | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| Способ получения бутадиен-стирольного латекса | 1986 |
|
SU1452813A1 |
| Солесос | 1922 |
|
SU29A1 |
