Изобретение относится к области термической обработки металлов, в частности к закалке инструмента, а именно зубил.
Цель изобретения -повышение эксплуатационных характеристик.
Способ заключается в том, что зубила нагревают до температуры аустенизации и затем проводят интенсивное закалочное охлаждение со сверхкритической скоростью теплоотвода в течение времени r(CR .10 1 u 0,5)с, где С - коэффициент, обратный зна- .:ниютемпературопроводности; R- радиус цилиндрической части зубила.
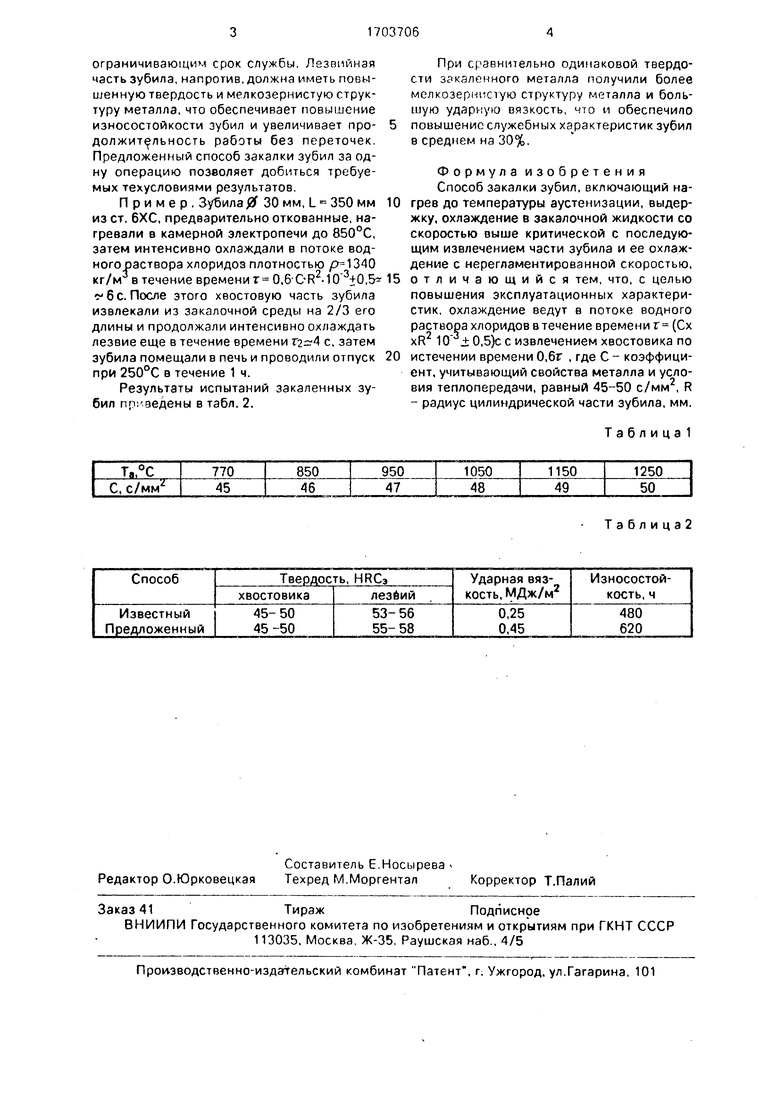
Данные по зависимости коэффициента С от температуры аустенизации металла (Та) приведены в табл. 1.
При этом интенсивное охлэждение хво- стсвой части зубила прекращают по истечении времени 0,6 г .
Предложенный способ закалки зубил основан на использовании преимуществ сверхкритической скорости теплоотвода, реализуемой в водных растворах хлоридов в период фазовых превращений, и резкого снижения скорости охлаждения хвостовой части зубил в момент достижения в центре
тела температуры начала мартенситных превращений. Таким образом обеспечиваются более чем 50%-ное мартенситное превращение аустенита в поверхностных слоях зубил и фиксация максимальных сжимающих напряжений, так как в центре тела в этот момент мартенситные превращения только начались и отсутствует распирающий эффект, связанный с большим удельным обьемом мартенсита. При этом обеспечиваются частичный самоотпуск хвостовика зубила и получение заданной те- хусловиями твердости металла.
По истечении времени 0.6 г с хвостовую часть зубила извлекают из закалочной среды на 2/3 его длины и продолжают интенсивно охлаждать лишь лезвие зубила еще в течение времени 0,4г с. после чего зубило передают на стадию отпуска. Ступенчатый способ закалки зубил обусловлен необходимостью получения пониженной твердости и высокой ударной вязкости металла в хвостовой части зубила, которая подвергается высокочастотным ударным нагрузкам со стороны бойка пневмомолотка. вызывающим усталостно§ разрушение хвостовика и
г
Ё
ч| О
CJ ч|
о о
ограничивающим срок службы. Лезвийная часть зубила, напротив, должна иметь повышенную твердость и мелкозернистую структуру металла, что обеспечивает повышение износостойкости зубил и увеличивает про- должительность работы без переточек. Предложенный способ закалки зубил за одну операцию позволяет добиться требуемых техусловиями результатов.
П ри м е р . Зубила# 30мм, 1 350мм из ст. 6ХС, предварительно откованные, нагревали в камерной электропечи до 850°С, затем интенсивно охлаждали в потоке водного раствора хлоридоз плотностью кг/м3 в течение времени r 0,6-OR2-10 3+0,5 б с. После этого хвостовую часть зубила извлекали из закалочной среды на 2/3 его длины и продолжали интенсивно охлаждать лезвие еще в течение времени с, затем зубила помещали в печь и проводили отпуск при 250°С в течение 1 ч.
Результаты испытаний закаленных зубил приведены в табл. 2.
При сравнительно одинаковой твердости закаленного металла получили более мелкозернистую структуру металла и большую ударную вязкость, что и обеспечило повышение служебных характеристик зубил в среднем на 30%.
Формула изобретения Способ закалки зубил, включающий нагрев до температуры аустенизации, выдержку, охлаждение в закалочной жидкости со скоростью выше критической с последующим извлечением части зубила и ее охлаждение с нерегламентированной скоростью, отличающийся тем, что, с целью повышения эксплуатационных характеристик, охлаждение ведут в потоке водного раствора хлоридов в течение времени г (Сх xR2 10 + 0,5)с с извлечением хвостовика по истечении времени 0,6г , где С - коэффициент, учитывающий свойства металла и условия теплопередачи, равный 45-50 с/мм2, R - радиус цилиндрической части зубила, мм.
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ БЕСШОВНЫХ КОРРОЗИОННОСТОЙКИХ ТРУБ НЕФТЯНОГО СОРТАМЕНТА ИЗ СТАЛИ МАРТЕНСИТНОГО КЛАССА | 2021 |
|
RU2788887C2 |
| Способ закалки быстрорежущей стали | 1990 |
|
SU1788045A1 |
| СПОСОБ УПРОЧНЕНИЯ КОРПУСА АВТОСЦЕПКИ И КОРПУС АВТОСЦЕПКИ, УПРОЧНЕННЫЙ ЭТИМ СПОСОБОМ | 2020 |
|
RU2755188C1 |
| Способ термической обработки стальных шаров и устройство для закалки стальных шаров | 2021 |
|
RU2766621C1 |
| Способ и устройство термической обработки шаров | 2016 |
|
RU2634541C1 |
| Способ водо-воздушной закалки крупногабаритных штампов с заданным распределением структур по сечению от рабочей поверхности к хвостовику | 2021 |
|
RU2773549C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ СТАЛИ И ПИЛ, СТАЛЬ И ИЗДЕЛИЯ ИЗ НЕЕ | 2003 |
|
RU2235136C1 |
| Способ закалки молотовых штампов | 1983 |
|
SU1177365A1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2009 |
|
RU2422540C1 |
Изобретение относится к термической обработке, в частности к закалке инструмента, а именно зубил. Целью изобретения является повышение эксплуатационных характеристик. Способ предусматривает нагрев зубил до температур аустенизации, выдержку охлаждения зубила в водном потоке хлоридов в течение времени r ( ,5) с с извлечением хвостовика по истечении времени 0,6 г , где С - коэффициент, равный 45-50 с/мм . R - радиус зубила, мм. 2 табл.
Таблица2
| Способ термической обработки инструмента | 1980 |
|
SU899684A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
