Изобретение относится к обработке металлов давлением, в частности к штамповке полых поковок с выступами и впадинами на боковых поверхностях, и может быть использовано в производстве деталей с наружным и внутренним зацеплением.
Цель изобретения - повышение производительности и качества деталей за счет исключения возможности искажения формы при их выталкивании из матрицы.
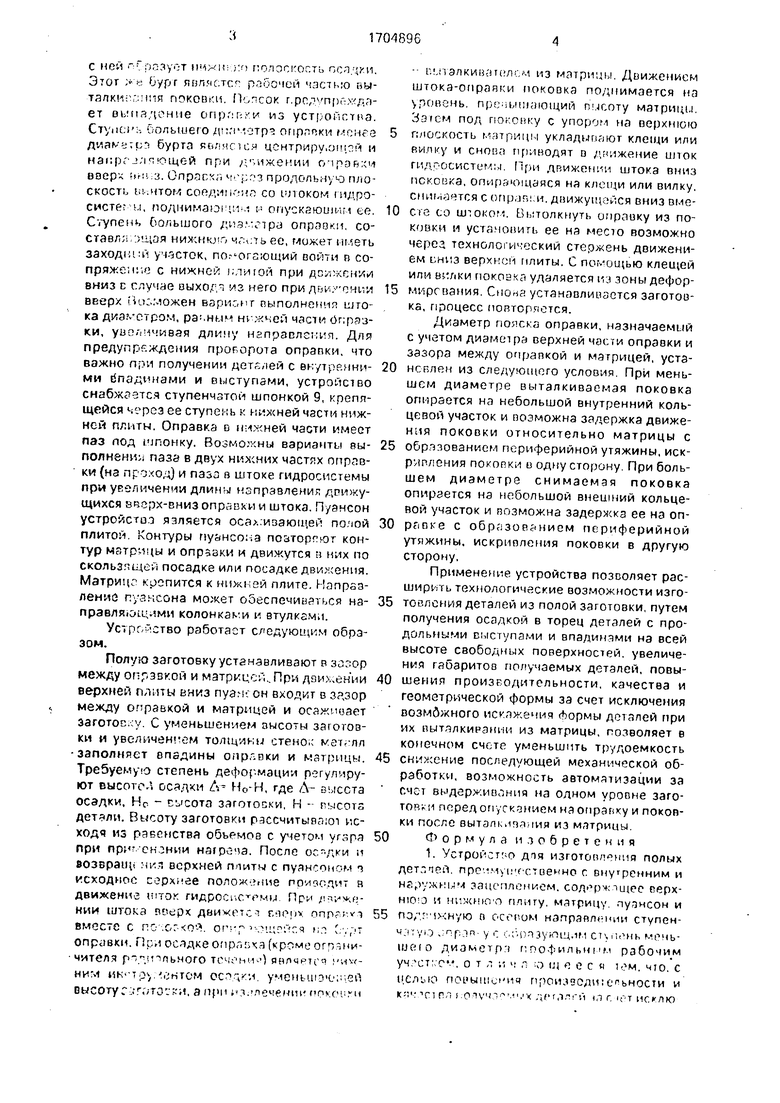
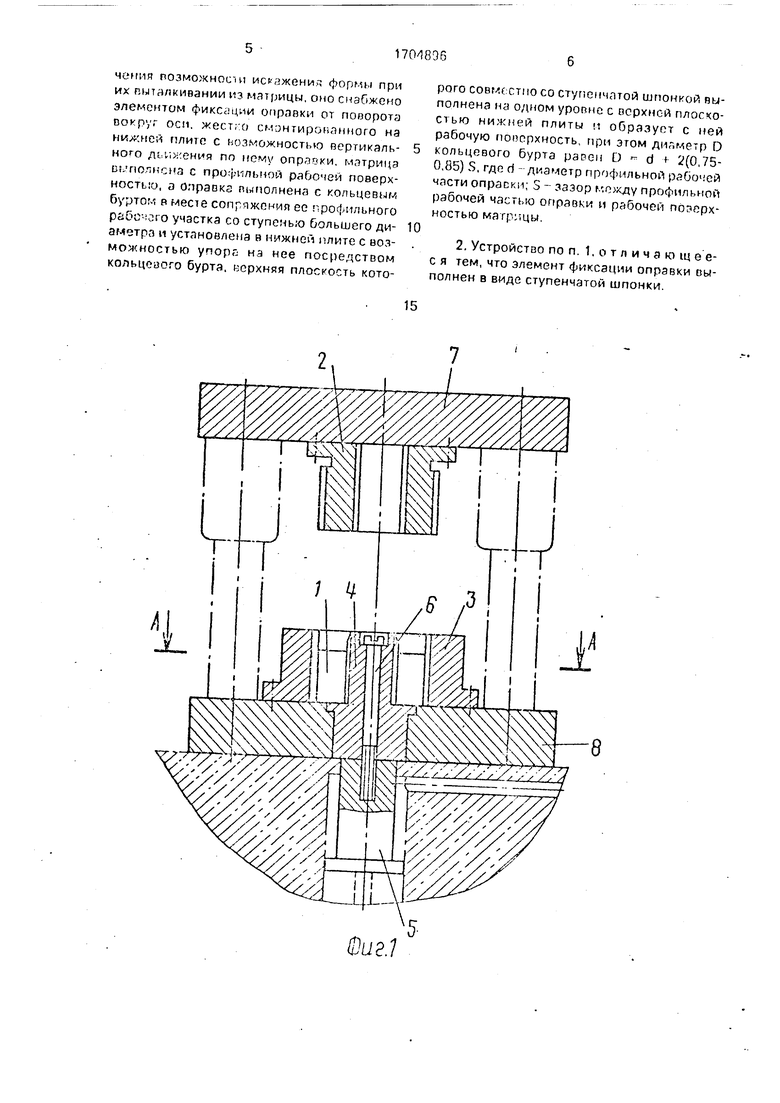
На фиг. 1 изображено устройство в крайнем верхнем положения после установки заготовки 1 в зоне деформирования, общий РИД; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вариант выполнении устройства; на фиг. 4 - вид А на фиг. 3; на фиг. 5 - разрез Б-Б на фиг. 3.
Устройство состоит из пуансона 2. матрицы 3. оправки 4, штока 5 гидросистемы, жестко связанного с оправкой винтом 6, верхней 7 и нижней 8 плит. Матрица на внутренней поверхности имеет продольные выступи и впадины по всей высоте, оформляющие наружный контур детали. Оправка выполнена ступенчатой. Ступень меньшего диаметра не менее высоты матрицы имеет продольные выступы и впадины высотой не менее высоты заготовки. В месте сопряжения профильной части оправки со ступенью большого диаметра выполнен бурт диаметром D - d + 2(0,75-0.85)5, где d - диаметр профилккой рабочей части справки. S - зазор между оправкой и матрицей Опргока устанавливается на нижней плите и е.мрсте
X
s
со о
с ней - разуо-т иихю.го ползског.ть осядхи. Этот ; бурт является рабочей частью вы- талкм;;:.::г,1Я поковки. Попсок г.рсдупрг-жда- ет выпадение опр. из устройства. Ступсгь большего ди.ч-.ютрз опрлпки менее дма утрэ бурта яояясюя центрирующей и масрг- лпющей при движении опрэв: и вверх н1;з. Олрзсхг. чороз продольную плоскость пиитом соедини с) со штоком гидро- систег- ы, поднимающие t- опускающим ее. Ступень большого диз..тра опраоки, составляющая нижнюю чгнльее, может иметь заходи ;й уч-зсток, по.- огзющий войти в со- пряжешиз с нижней клитй при доижении вниз с случае выхода из него при движении вверх Гнк.можен вариант выполнения штока диаметром, равным нгжчей части бпрэз- ки, увеличивая длину направления. Для предупреждения пропорота оправки, что важно при получении деталей с внутренними бпадмнами и выступами, устройство снабжается ступенчатой шпонкой 9, крепящейся через ее ступень к нижней части нижней плиты. Оправка в нижней части имеет паз под шпонку. Возможны варианты выполнение паза в двух нижних частях оправки (на проход) и пазз в штоке гидросистемы при увеличении длины направления движущихся впсрх-вниз оправки и штока. Пуансон устройсто.э яэляется осаживающей полой плитой. Контуры му&нсо:-;з повторяют контур матрицы и оправки и движутся в них по скользящей посадке или посадке движения. Матрице крепится к нижней плите. Направлений пузксона может обеспечиваться направляющими колонками и втулками.
Устройство работает следующим образом.
Полую заготовку устанавливают в зозор между справкой и матрицей.. При дзижен ии верхней плиты вниз пуамсон входит в з,зор между оправкой и матрицей и осажмоает эаготос;;у. С уменьшением аысоты заготовки и увеличением толщины стеною металл
заполняет впадины справки и матрицы. Требуемую степень деформации регулируют высотой осадки А Но-Н, где А- еысста осадки. Не - ЕУСОТЗ заготоски, Н - пысотз детали. Высоту заготовки рассчитываю исходя из равенства обьемоа с учетом угзра при при -- ен-энии наг рема. После ос-дки и возвращ мия верхней плиты с пуансоном ч исходное серхнее положение рриоодит в движение шток гидрос1 стрмы. При д- -ихе- нии штока вверх движется r.norix .v-4 вместе с по -:сг- о -. оггр -ощгйг.я нл С.урт оправки. При осадке ОГФЛБКЯ (кроме огрзни чителя р.- дпчпьного ) явлчетсч нижним ик -тоутентом осодкя. уменьшэ о .ей высотуг:;гато- и, а при . лечемш .н
-- П,, тэлки1зат(лсм из матрицы. Движением штока-опраяки поковка поднимается на уровень, превышающий писоту матрицы. Затем под поковку с упором на верхнюю
плоскость матрицы укладывают клеиди или вилку и снова приводят о движение шток гидросистемы. При движении штока вниз поковка, опирающаяся на клещи или вилку, снимается с onpar i;n. движущейся вниз вме0 сто со штоком. Вытолкнуть оправку из поковки и установить ее на место возможно через технологический стержень движением LHH3 верхнем плиты. С помощью клещей или вилки покоака удаляется из зоны дефор5 миргвания. Снопа устанавливается заготовка, процесс повторяется.
Диаметр пояска оправки, назначаемый с учетом диаметра верхней части оправки и зазора между оправкой и матрицей, уста0 неклен из следующего условия. При меньшем диаметре выталкиваемая поковка опирается на небольшой внутренний кольцевой участок и возможна задержка движения поковки относительно матрицы с
5 образованием периферийной утяжины, иск- рипления поковки о одну сторону. При большем диаметре снимаемая поковка опирается на небольшой внешний кольцевой участок и возможна задержка ее на оп0 равке с образованием периферийной утяжины. искривления поковки в другую сторону,
Применение устройства позволяет расширить технологические возможности изго5 товления деталей из полой заготовки, путем получения осадкой в торец деталей с продольными выступами и впадинами на всей высоте свободных поверхностей, увеличения габаритов получаемых деталей, повы0 шения производительности, качества и геометрической формы за счет исключения возмбжного искажения Аормы деталей при их НЫТЗЛКИРЭНИИ из матрицы, позволяет в конечном счете уменьшить трудоемкость
5 снижение последующей механической обработки, возможность автоматизации за счет выдерживания на одном уровне заготовки перед опусканием на оправку и поковки после вытэлкияапия из матрицы.
0Ф о р м у л а и з о 6 р е т е н и я
1. Устройство дня изготовления полых детлчей, преимуичт.тиеино с внутренним и наружным зацеплением, содрржлщее верхнюю и нижню О плиту, матрицу, пуансон и
5 по/ , о осопом направлении ступен- ч.чтую .;прлп- у г с;: рпэующ.1М меньшею диаметр.-) гюофильннм рабочем уч.:%ст;, С ., о т л и ч л :о щ е е с я юм. что. с целью по1 ыи С1 ич произзсди:епьчости и Ti гл |:0-тучл -11. х до «ч т - т исглю
чения позможносн искажения формы при их выталкивании из матрицы, оно снабжено элементом фиксации оправки от поворота вокруг оси. жест;-:о смонтированного на нижней плите с ьозможностью вертикального ПО HGMV ОГфаОКИ. МЭТрИЦЭ
выполнена с профильной рабочей поверхностно, а оправка выполнена с кольцевым буртом в месте сопряжения ее профильного рабского участка со ступенью большего диаметра и установлена в нижней плите с возможностью упорй на нее посредством кольцевого бурта, верхняя плоскость кото
рого совместно со ступенчатой шпонкой выполнена на одном уровне с верхней плоскостью нижней плиты и образует с ней рабочую поверхность, при этом диаметр D кольцевого бурта равен D -- d 2(0,75- 0,85) S. где d -диаметр профильной рабочей части опраски; S - зазор между профильной рабочей частью оправки и рабочей пбэерх- ностью матрицы.
2. Устройство по п. t, отличаю щ е е- с я тем, что элемент фиксации оправки выполнен в виде ступенчатой шпонки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОВКИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2011468C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ПОКОВОК | 2011 |
|
RU2475330C1 |
| СПОСОБ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006333C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ОСАДКОЙ | 1992 |
|
RU2006329C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ | 2011 |
|
RU2486986C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ПОКОВОК ОСАДКОЙ | 1991 |
|
RU2011466C1 |
| Устройство для прессования трубчатых изделий из порошка | 1986 |
|
SU1342595A1 |
| Способ изготовления зубчатых колес | 1990 |
|
SU1803248A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Устройство для осадки деталей | 1987 |
|
SU1426687A1 |
Изобретение относится к обработке металлов давлением, в частности к штамповке полых поковок с выступами и впадинами на боковых поверхностях, и может быть использовано в производстве деталей с наружным и внутренним зацеплением. Цель изобретения - повышение производительности и качества деталей за счет исключения возможности искажения формы при их выталкивании из матрицы. Полую заготовку устанавливают в зазор между оправкой и матрицей (М). Оправка выполнена ступенчатой с профильным рабочим участком. Рабочая поверхность М также выполнена профильной. В месте сопряжения рабочего участка оправки со ступенью большего диаметра выполнен кольцевой бурт. При рабочем ходе пуансон осаживает заготовку в М с упором на кольцевой бурт оправки. После завершения рабочего хода опрапка выталкивает поковку из М. При этом поковка опирается на кольцевой бурт, за счет чего ня происходит искажения ее формы и отсутствует необходимость в операции правки. 1 з.п. ф-лы, 5 ил. СЛ с
®иг.1
| Заявка ФРГ №3119455 | |||
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
