Изобретение относится к лесной деревообрабатывающей промышленности и, в частности, к производству трудногорючих древесностружечных плит.
Известен способ производства трудногорючих древесностружечных плит, включающий взаимосвязанные между собой технологические операции подготовки частиц, сушки их, смешивания со связующим и добавками, формирования ковра, прессования и раскроя листов на заготовки (см. а.с. №1604616, кл. B 27 N 3/16, 1988).
Известен также способ производства трудногорючих древесностружечных плит, включающий взаимосвязанные между собой технологические операции подготовки частиц, сушки их, смешивания со связующим и добавками, формирования ковра, прессования и раскроя листов на заготовки (см. а.с. №1604617, кл. B 27 N 3/02, 1988).
Недостатками известных способов производства трудногорючих древесностружечных плит являются относительно высокий расход сырья и относительно узкие функциональные возможности.
Цель изобретения - расширение функциональных возможностей и снижение расхода сырья.
Достигается это тем, что подготовку частиц и сушку осуществляют ступенчато - вначале удаляют свободную и затем связанную влагу, при этом после удаления свободной влаги выполняют волокнообразование частиц, введение добавок производят в волокнообразные частицы, которые перед смешиванием подсушивают до 1-8%, ковер формируют...
Целесообразно, чтобы ширина погонажных заготовок была выполнена кратной ширине листовых заготовок.
Полезно, чтобы толщина погонажных заготовок была выполнена равной толщине листовых заготовок.
Целесообразно, чтобы толщина погонажных заготовок была выполнена меньше толщины листовых заготовок.
Полезно, чтобы рабочие плоскости погонажных заготовок были выполнены плоскими.
Целесообразно, чтобы рабочие плоскости погонажных заготовок были выполнены криволинейными.
Полезно, чтобы рабочие плоскости погонажных заготовок были выполнены с выступами и впадинами.
Целесообразно, чтобы рабочие плоскости погонажных заготовок были выполнены с выступами и впадинами вдоль продольной оси заготовок.
Полезно, чтобы рабочие плоскости погонажных заготовок были выполнены с выступами и впадинами поперек продольной оси заготовок.
Целесообразно, чтобы рабочие плоскости погонажных заготовок были выполнены с выступами и впадинами наклонными к продольной оси заготовок.
Полезно, чтобы рабочие плоскости листовых заготовок были выполнены плоскими.
Целесообразно, чтобы рабочие плоскости листовых заготовок были выполнены криволинейными.
Полезно, чтобы рабочие плоскости листовых заготовок были выполнены с выступами и впадинами.
Целесообразно, чтобы рабочие плоскости листовых заготовок были выполнены с выступами и впадинами вдоль продольной оси заготовок.
Полезно, чтобы рабочие плоскости листовых заготовок были выполнены с выступами и впадинами поперек продольной оси заготовок.
Целесообразно, чтобы рабочие плоскости листовых заготовок были выполнены с выступами и впадинами наклонными к продольной оси заготовок.
Полезно, чтобы элементы ковра погонажных заготовок по толщине были выполнены увеличенными по отношению к толщине ковра для листовых заготовок.
Целесообразно, чтобы элементы ковра погонажных заготовок по толщине были выполнены равными по отношению к толщине ковра для листовых заготовок.
Полезно, чтобы смешивание наружных и внутренних слоев ковра для листовых и погонажных заготовок осуществляли раздельно.
Целесообразно, чтобы формирование ковра для листовых и погонажных заготовок было выполнено с разновеликими частицами для наружных и внутренних слоев.
Полезно, чтобы формирование ковра для листовых и погонажных заготовок было выполнено с наружными слоями из волокнообразных частиц.
Целесообразно, чтобы подготовку частиц для наружных и внутренних слоев заготовок выполняли раздельно.
Полезно, чтобы подготовку частиц для наружных и внутренних слоев заготовок выполняли сухим способом.
Целесообразно, чтобы подготовку частиц для наружных и внутренних слоев заготовок выполняли мокрым способом.
Полезно, чтобы подготовку частиц для наружных слоев выполняли с получением волокнообразных и/или пылевидных частиц.
Способ производства прессованных заготовок соответствует всем требованиям признаков изобретения, а именно:
признаку наличия действия или совокупности действий, поскольку производство прессованных заготовок осуществляют совместно - листовых и погонажных заготовок,
признаку порядка выполнения таких действий во времени, поскольку производство прессованных заготовок осуществляют одновременно - листовых и погонажных заготовок,
признаку условия осуществления действий, поскольку элементы ковра погонажных заготовок по толщине были выполнены увеличенными по отношению к толщине ковра для листовых заготовок,
признаку формы выполнения элементов, поскольку раскрой листов на заготовки осуществляют с одновременным разделением листов на листовые заготовки,
признаку формы выполнения связи между элементами, поскольку ширина погонажных заготовок выполнена кратной ширине листовых заготовок,
признаку параметров и их взаимосвязи, поскольку рабочие плоскости листовых заготовок выполнены с выступами и впадинами наклонными к продольной оси заготовок,
признаку материала, из которого выполнен элемент, поскольку рабочие плоскости листовых заготовок выполнены с выступами и впадинами вдоль продольной оси заготовок.
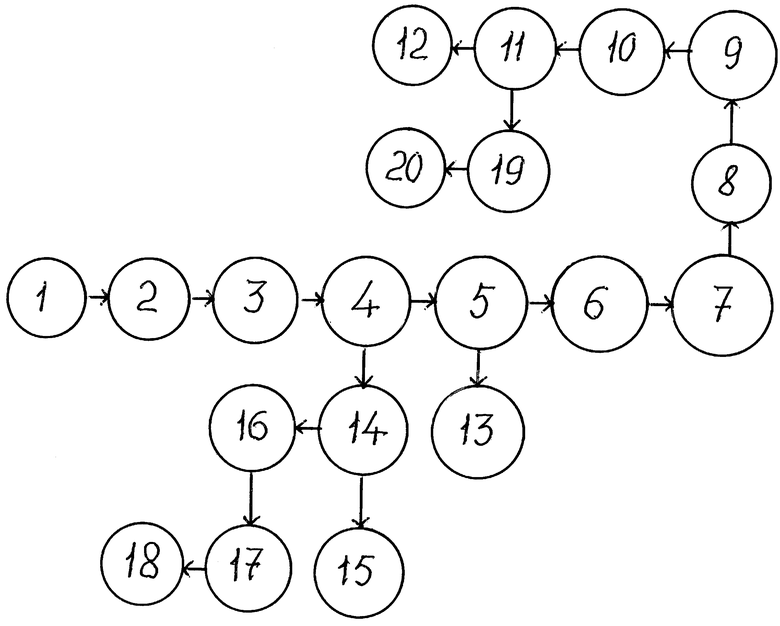
На чертеже изображена структурная схема линии.
Способ выполняется с помощью технологической линии 1 производства трудногорючих древесных плит 2, которая включает взаимосвязанные между собой и смонтированные на основании 3 функциональные узлы - подготовки частиц 4, сушки 5, смешивания 6 со связующим 7 и добавками 8, формирования 9 ковра 10, прессования 11 и раскроя 12 древесных плит 2, причем узел сушки частиц 5 выполнен с параллельно установленными сушильными агрегатами 13, соответственно выполненными для удаления свободной и связанной влаги, а узел подготовки частиц 4 выполнен с агрегатами 14 производства волокнообразных частиц с сухим разрывом волокон древесины 15, предназначенных для наружных слоев, причем агрегаты производства волокнообразных частиц 14 имеют приспособление 16 ввода отходов 17 деревообработки влажностью от 3 до 22% и элементов 18 возврата волокнообразных частиц в узел сушки 5, а введение добавок 8 осуществляют в волокнообразные частицы, а узел прессования 11 выполнен с элементами 19 пластификации, прогрева и вакуумирования ковра, при этом узел прессования 11 выполнен с элементами 20 для односторонней подачи теплоносителя, или с элементами для односторонней подачи теплоносителя и элементами вакуумирования с противоположной стороны ковра, элементы теплоносителя 20 выполнены для давления 2-3 атм, или для давления 3-10 атм, узел прессования 11 выполнен с элементами для использования перегретого пара, или для использования перегретого пара и/или пароводяной смеси, или выполнен с элементами для использования газа, узел теплоносителя 20 выполнен в виде смеси пара и антипиреновых элементов, или смеси пара и антисептиков, или смеси газа и антипиреновых элементов, или смеси газа и антисептиков, или смеси пара с парафином, или смеси газа с парафином, или смеси пара с акцептором формальдегида, или смеси газа с акцептором формальдегида, или смеси пара и связующего, или смеси газа и связующего, или смеси пара и отвердителя, или смеси газа и отвердителя, или смеси пара и добавок, или смеси газа и добавок, или смеси пара, связующего, отвердителя, акцептора формальдегида, антипиренов и/или антисептиков, узел смешивания частиц со связующим осуществляет смешивание совместно с добавками, или узел смешивания частиц осуществляет смешивание раздельно - связующего и добавок.
Работа линии осуществляется следующим образом.
Вначале подготавливают к работе технологическую линию 1 производства трудногорючих древесных плит 2, которая включает взаимосвязанные между собой и смонтированные на основании 3 функциональные узлы - подготовки частиц 4, сушки 5, смешивания 6 со связующим 7 и добавками 8, формирования 9 ковра 10, прессования 11 и раскроя 12 древесных плит 2, причем узел сушки частиц 5 выполнен с параллельно установленными сушильными агрегатами 13, соответственно выполненными для удаления свободной и связанной влаги, а узел подготовки частиц 4 выполнен с агрегатами 14 производства волокнообразных частиц с сухим разрывом волокон древесины 15, предназначенных для наружных слоев, причем агрегаты производства волокнообразных частиц 14 имеют приспособление 16 ввода отходов 17 деревообработки влажностью от 3 до 22% и элементов 18 возврата волокнообразных частиц в узел сушки 5, а введение добавок 8 осуществляют в волокнообразные частицы, а узел прессования 11 выполнен с элементами 19 пластификации, прогрева и вакуумирования ковра, при этом узел прессования 11 выполнен с элементами 20 для односторонней подачи теплоносителя, или с элементами для односторонней подачи теплоносителя и элементами вакуумирования с противоположной стороны ковра, элементы теплоносителя 20 выполнены для давления 2-3 атм, или для давления 3-10 атм, узел прессования 11 выполнен с элементами для использования перегретого пара, или для использования перегретого пара и/или пароводяной смеси, или выполнен с элементами для использования газа, узел теплоносителя 20 выполнен в виде смеси пара и антипиреновых элементов, или смеси пара и антисептиков, или смеси газа и антипиреновых элементов, или смеси газа и антисептиков, или смеси пара с парафином, или смеси газа с парафином, или смеси пара с акцептором формальдегида, или смеси газа с акцептором формальдегида, или смеси пара и связующего, или смеси газа и связующего, или смеси пара и отвердителя, или смеси газа и отвердителя, или смеси пара и добавок, или смеси газа и добавок, или смеси пара, связующего, отвердителя, акцептора формальдегида, антипиренов и/или антисептиков, узел смешивания частиц со связующим осуществляет смешивание совместно с добавками, или узел смешивания частиц осуществляет смешивание раздельно - связующего и добавок, затем включают функциональные узлы, которые обеспечивают достижение поставленной цели, и цикл повторяют.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления древесностружечных плит | 1990 |
|
SU1771967A1 |
| Способ изготовления древесностружечных плит | 1990 |
|
SU1792370A3 |
| Линия для непрерывного изготовления труб из древесных частиц | 1987 |
|
SU1482796A1 |
| Способ производства древесностружечных плит пониженной токсичности | 1989 |
|
SU1675087A1 |
| МОДИФИКАТОР СВЯЗУЮЩЕГО ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ, СОСТАВ И СПОСОБ ПОЛУЧЕНИЯ | 2019 |
|
RU2720306C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2003 |
|
RU2237574C1 |
| Способ получения композиционных плитных материалов | 1989 |
|
SU1784014A3 |
| Устройство для изготовления древесных плит | 1985 |
|
SU1298082A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ПОДСОЛНЕЧНОЙ ЛУЗГИ | 2004 |
|
RU2252866C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ МАТЕРИАЛОВ | 1993 |
|
RU2067047C1 |
Изобретение относится к лесной деревообрабатывающей промышленности и, в частности, к производству прессованных заготовок. Сушку частиц выполняют ступенчато - вначале удаляют свободную, затем связанную влагу, при этом после удаления свободной влаги производят волокнообразование частиц для наружных слоев при сухом разрыве волокон. Перед волокнообразованием вводят отходы деревообработки влажностью от 3 до 22%, а введение добавок осуществляют в волокнообразные частицы. Перед смешиванием волокнообразные частицы подсушивают до 1-4%, а ковер формируют из обработанных добавками волокнообразных частиц наружных слоев и смешанных со связующим частиц внутреннего слоя. Прессование ведут с пластификацией, прогревом и вакуумированием внутреннего слоя. Способ позволяет расширить функциональные возможности и снизить расход сырья. 24 з.п. ф-лы, 1 ил.
| Линия изготовления древесностружечных плит | 1988 |
|
SU1604616A1 |
| Линия изготовления древесных плит | 1988 |
|
SU1604617A1 |
| СПОСОБ ПРОИЗВОДСТВА ДРЕВЕСНЫХ ПЛИТ | 1999 |
|
RU2145280C1 |

