Изобретение относится к изготовления бетонных изделий с декоративной оплавлен.tcu поверхностью.
Цель изобретения - повышение адгезии оплзвлеккого слоя к бетону.
Сущность с г7 с г оба изготовления де-- ксрэти н1. б-зтснн ..х ио.рогг й эдключа - ется в том, что после укладки бетонной смеси о фсо.чу и ynnoTh sunn поверхность сее еотформоЕзнного изделии подвергает сплзолен:; э струей со скоростью 0,005-0,02 м/с. Затем проводят теплоплажностнуо обработку.
I
В результате оглавления поверх(:OSTM ссразуется глазурной слой и частично испэсяется вог, с поверхностного слоя бетонэ, .п огрешаемого при оплаэг.с-:г . .гидр;; r li .1..- лосерх- ностного слоя бетона, находящегося лсд оплззленном поберхь.остью, не наблюдается г.слсдс i вче того, что структура . свежесформованного бетонного изделия находится в пластическом состоянии (это обеспечивает релаксацию напряжений, вызванных разностью температур нз поверхности бетона и в его глубине), а разность температур на поверхности изделия и в его глубине обеспечивает непрерывную диффузию недостающего для гидратации клинкерных минералов количества воды из глубинных слоев изделия. После плазменной обработки бетонные изделия подвергают последующей технологической тепловлажностной обработке.
В результате тепловлажностной обработки происходит твердение цементного камня,образуя прочный монолит с оплавленной поверхностью. Это способствует существенному повышенна прочности сцепления оплавленного слоя с основой, достигающего при толщине слоя 0,5 мм 2,12 МПа.
СЛ
4 .
:л
Ј ьЭ
rraJa
Г/0
Пример. Готовят бетонную смесь и укладывают в формочки размером 150x50x30 мм.
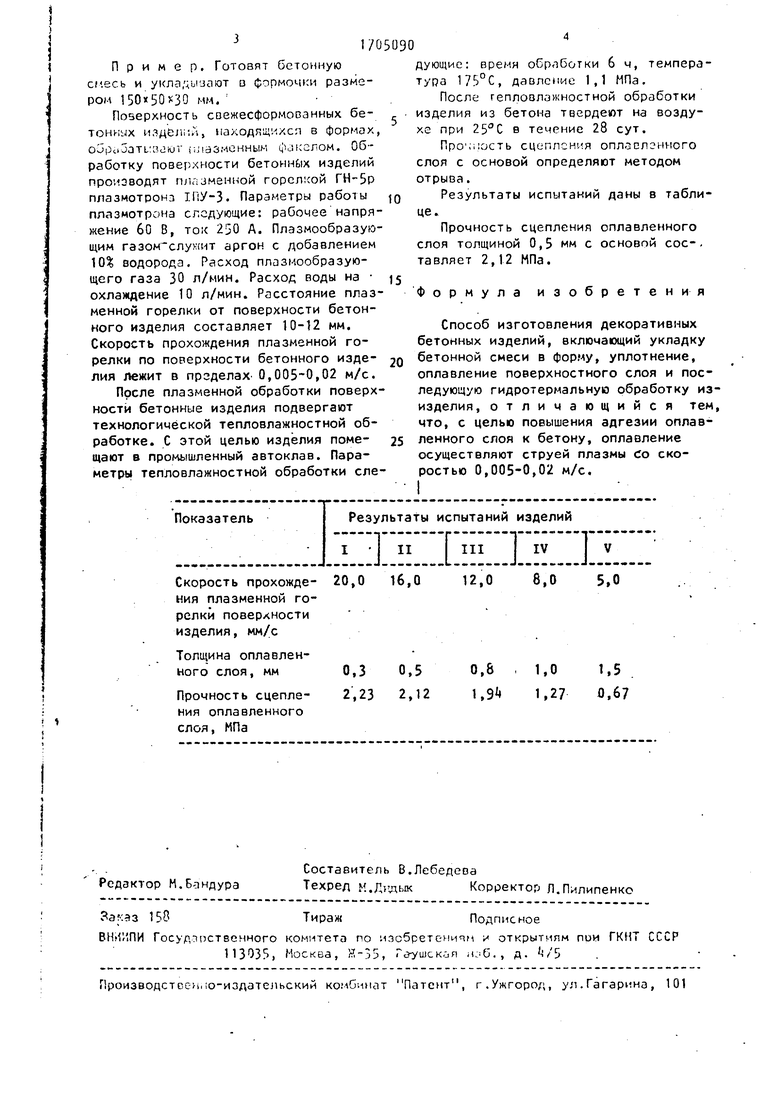
Поверхность соежесформовэнных бе- тонных изделий, находящихся в формах, оОрчЗатьчзаюг плазменным факелом. Обработку поверхности бетонн&х изделий производят плазменной горелкой ГН-5Р плазмотронз Т.ПУ-3. Параметры работы плазмотрона следующие: рабочее напряжение 60 В, ток 250 А. Плэзмообразую- щим газом слу(ит аргон с добавлением 10% водорода. Расход плазмообразую- щего газа 30 л/мин. Расход воды на охлаждение 10 л/мин. Расстояние плазменной горелки от поверхности бетонного изделия составляет 10-12 мм. Скорость прохождения плазменной горелки по поверхности бетонного изде- лия лежит в пределах 0,005-0,02 м/с.
После плазменной обработки поверхности бетонные изделия подвергают технологической тепловлажностной обработке. С этой целью изделия поме- щают в промышленный автоклав. Параметры тепловлажностной обработки следующие: время обработки 6 ч, температура 175°С, давление 1,1 НПа.
После гепловлэжностной обработки изделия из бетона твердеют на воздухе при 2 5° С в течение 28 сут.
Пром.юсть сцепления опласлэнного слоя с основой определяют методом отрыва.
Результаты испытаний даны в таблице.
Прочность сцепления оплавленного слоя толщиной 0,5 мм с основой сое-. тавляет 2,12 МПа.
Формула изобретения
Способ изготовления декоративных бетонных изделий, включающий укладку бетонной смеси в форму, уплотнение, оплавление поверхностного слоя и последующую гидротермальнуо обработку из изделия, отличающийся тем что, с целью повышения адгезии оплавленного слоя к бетону, оплавление осуществляют струей плазмы Со скоростью 0,005-0,02 м/с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2010 |
|
RU2459699C1 |
| СПОСОБ ГЛАЗУРОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОНА | 2014 |
|
RU2572095C1 |
| Способ изготовления бетонных изделий с декоративным покрытием | 1989 |
|
SU1664570A1 |
| Способ отделки строительных изделий | 1980 |
|
SU963978A1 |
| Способ изготовления строительных бетонных изделий с декоративным слоем | 1990 |
|
SU1719218A1 |
| Способ изготовления бетонных изделий с декоративным слоем | 1990 |
|
SU1747280A1 |
| Способ изготовления бетонных изделий с защитно-декоративным покрытием | 1988 |
|
SU1648009A1 |
| Способ формования декоративныхСТРОиТЕльНыХ издЕлий | 1979 |
|
SU833904A1 |
| Способ обработки поверхностей бетонных строительных изделий и монолитных сооружений | 1991 |
|
SU1838115A3 |
| Способ формования декоративных строительных изделий | 1991 |
|
SU1766673A1 |
Изобретение относится к изготовлению бетонных изделий с декоратив- ной оплавленной поверхностью.Цель - повышение адгезии оплавленного слоя к бетону. После укладки бетонной смеси в форму и уплотнения поверхность сиетоотформованного изделия подвергают оплавленмю струей плазмы со скоростью 0,005-0,2 м/с. Затем проводят тепловлажностную обработку изделий. Прочность сцепления оплавленного слоя с основой составляет 1,,23 МПа. 1 табл.
0,3 0,5 0,8 1,0 1,5 . 2,23 2,12 1,9 1,2 0,67
| 0 |
|
SU155728A1 | |
| С 0 В М/00, опублик | |||
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
