Изобретение относится к станностроению и может найти применение в станках с числовым программным управлением. .
Известно устройство для автоматической смены инструментов. на металлорежущем станке, содержащее два диако вых магазина инструментов, установленных симметрично относительно оси пр ворота двухэахватного манипулятора: для переноса инструмента между шпинделем станка и магазинами инструментов, приводы ма газинов и манйпуля.тора tl.
Недостатками известного устройства являются его большие габариты и загроможденность рабочей зоны станка. , ;
Цель изобретения - уменьшение габаритов устройства и упрощение его конструкции,
Указанная цель достигается тем, что в устройстве для автоматической смены инструментов на металлорежущем станке, содержащем два дисковых магазина инструментов, установленных сямметрично относительно оси поворота двухзахватного манипулятора для переноса инструмента между шпинделем г станкачи- магазинами инструментов, приводы магазинов и манипулятора, магазины установлены под прямым углом или .соосно друг с другом хвостовиками инструментов внутрь а манипулятор расположен с возможностью поворота на угол 90 или 180 относи- i тельНо оси, перпендикулярной оси Вра- Мщения магазинов,и врзврйтно-поступа- тельного перемещения в вертикальной, плоскости параллельно или перпендикулярно оси шпинделя станка.
Кроме того, магазины инструментов имеют общийпривод, а привод поворота манипулятора выполнен в виде гидроцилиндра с гйдроупором. - .
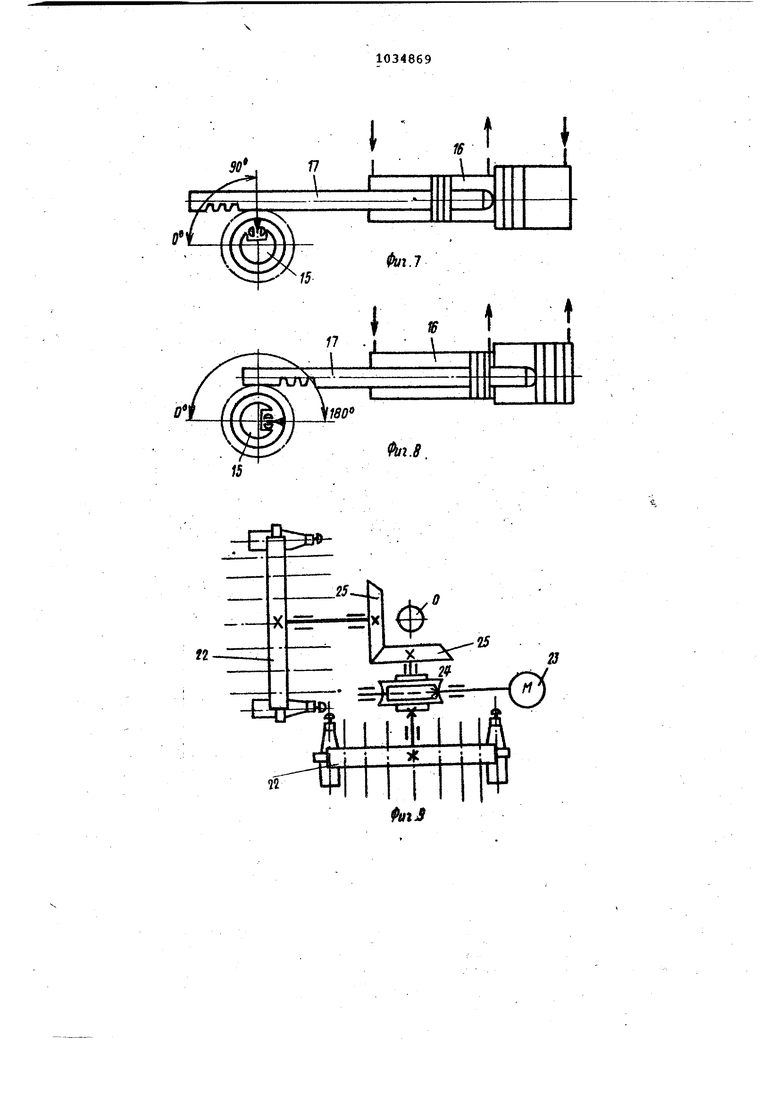
На фиг.1 показан станок с устройством для смены инструмента, общий вид на фиг.2 - вид А на фиг.IV на фиг.Зразрез Б-Б на фиг.2 (привод вращения дисков-с инструментами); на фиг.4 разрез В-в на фиг.2 (привод продольного перемещения скалки манипулятора и механизм поворота манипулятора), на ;фиг.5 - разрез Г-Г на фиг.4 (привод поворота манипулятора); на фиг.6-8 ; пол6жения гидроцилйндра с гидро- I упором; йа фиг.9 -разяещение дисков S инструментами под прямым углом друг к другуJ на фиг.10 - положение устрс йства для работы со станком с горизонтальным шпинделем.
Устройство автоматической смены тлн струментов смонтировано на стойке 1 и состоит из магазина 2, имеющего два диска 3 с инструментами. Диски 3 смонтированы соосно на осях 4 и 5 и имеют общий привод вращения от двигателя 6 через червячную передачу 7 и зубчатые передачи 8 и 9 (.фиг.з).. инструменты Ю в дискахЗрасположены перпендикулярно дискам и направлены своими хвостовиками во внутрь.
Для переноса инструментов 10 от дисков 3 к шпинделю 11 шпиндельной бабки 12 служит манипулятор 13 с руко 14. Манипулятор 13.смонтирован на скалке 15. Поворот манипулятора 13 от одного диска 3 к другому на угол 180 осуществляется от гидроцилиндра 16. В случае использования устройства для работы со станке с вертикальным шпинделем поворот Манипулятора от одного диска к другому может быть осуществлен простым гидроцилиндром, имеющим два конечных положения.
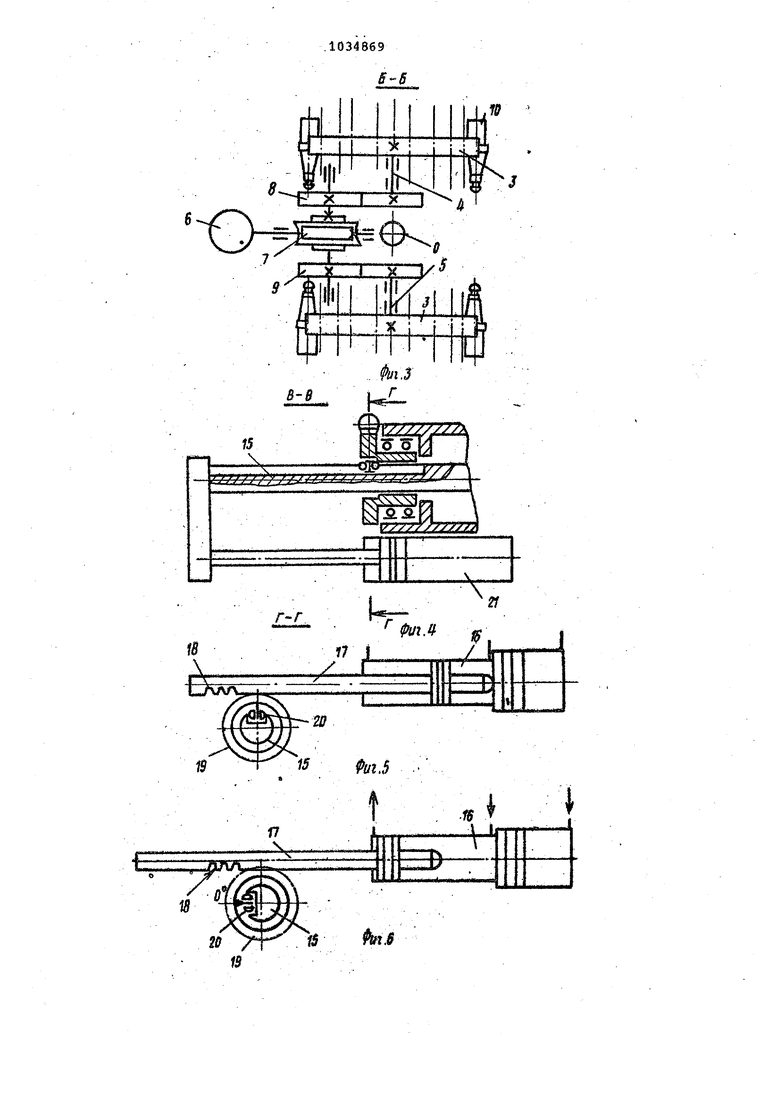
При установке устройства .на станке с горизонтальным шпинделем манипулято 13 должен иметь три положения в плоскости поворота; по одному положению для работы с каждым диском и среднее положение для работы со шпиндельной бабкой. получения трехпозиционного поворота предлагается использовать сложный, двухступенчатый гидроцилиндр с гйдроупором.
На штоке 17 гидроцилиндра 16 выполнена зубчатая рейка 18, которая взаимодействует с зубчатым колесом 19, .сидящем на скалке 15. Зубчатое колесо 19 взаимодействует со скалкой 15 посредством ролика 20, который крепится, к колесу 19 и входит в продольный паз выполненный на скалке 15.
Диски 3 с инструментами расположены относительно манипулятора 13 симметрично.
Для сообщения скалке 15 с манипулятором 13 поступательного перемещения для переноса инструментов от дисков 3 к шпинделю 11 служит гидроцилиндр 21,
На фиг.6 диски 22 магазинов расположены под прямым углом друг к другу. Привод вращения дисков 22 осуществляется от двигателя 23 через вячную передачу 24 и зубчатую передачу 25. При таком расположении дисков ,с инструментами манипулятор поворачивается на 90° при любом расположении шпинделя станка, причем привод поворота манипулятора может быть осу ществлен от простого двухпозиционного гидроцилиндра.
Устройство работает следующим образом.
Смена инструментов производится после вывода шпиндельной бабки с инструментом из зоны обработки и остановки её в положение Смена инструментов. Манипулятор 13 находится в среднем положении - позиция ожидания.
В захвате руки 14, обращенном к магазину, находится оправка.с инструментом 10; эахв.ат обращенный к шпиндельной бабке 12; свободен для отработанного инструмента. Цикл смены инструмента начинается с перемещения .манипулятора 13 к шпиндельной бабке 12. После захвата рукой базового пояска оправки инструмента, находящегося в шпинделе 11, шпиьздельная бабка 12 перемещается параллельно оси ишинделя на- величину, достаточную для освобождения шпинделя 11 от базового хвостовика оправки 10. Манипулятор 13 поворачивает руку 14, убирая отработанный инструмент и совмещая ось-нового инструмента с осью шпинделя. Шпиндельная бабка 12 перемещается наезжая гнездой шпинделя 11 -на базовый хвостовик 10 с новым инструментом. После установки нового инструмента в ьшиндель 11 манипулятор 13 с рукой 14 отводится из зоны перемещения шпиндельной бабки 12 к магазину 2, устанавливая оправку 10 с отработанным инструментом в гнездо диска 3, причем при прохождении манипулятором 13 среднего положения дается команда (разрешение) на перемещение шпиндельной бабки 12 к детали на обработку. Оставив оправку 10 с инструментом в диске 3, манипулятор 13 устанавливается в среднее положение (позиция ожидания), дается команда (разрешение ,на поиск следуняцего инструмента. Поиск производится вращением дисков. При необходимости использования инструмента, находящегося в другом диске 3, манипулятор 13 поворачивается в. плоскости, перпендикулярной направлению прямолинейного перемещения, устанавливая оси захватов и по- ворота руки 14 параллель.но осям оправок 10 с инструментами, находящимися во втором диске 3 магазина. Если после поворота манипулятора 13 поиск инструмента закончен и диск 3 зафиксирован, осуществляется перемещение манипулятора 13 к магазину 2, захват рукой 14 следующей оправки 10 с инструментом и отвод манипул тора 13 в среднее положение. Находясь в позиции ожидания, ма:нипулятор 13 поворачивается в исходное положение для перемещения к шпиндельной бабке 12, причем диски 3 магазина 2 ос1пцествляют поиск свободного гнезда инструмента, находящегося в шпинделе 11. Поиском свободного гнезда заканчивается подготовка устройства к сле дующей смене инструмента. Цикл смены инструмента может быть начат, как твлько шпиндельная бабка.: .12 выведена из зоны обработкч и установлена в положение Смена инструмента., Использование предлагаемого изобретения позволит уменьшить габариты устройства и расширить его технологические возможности.
8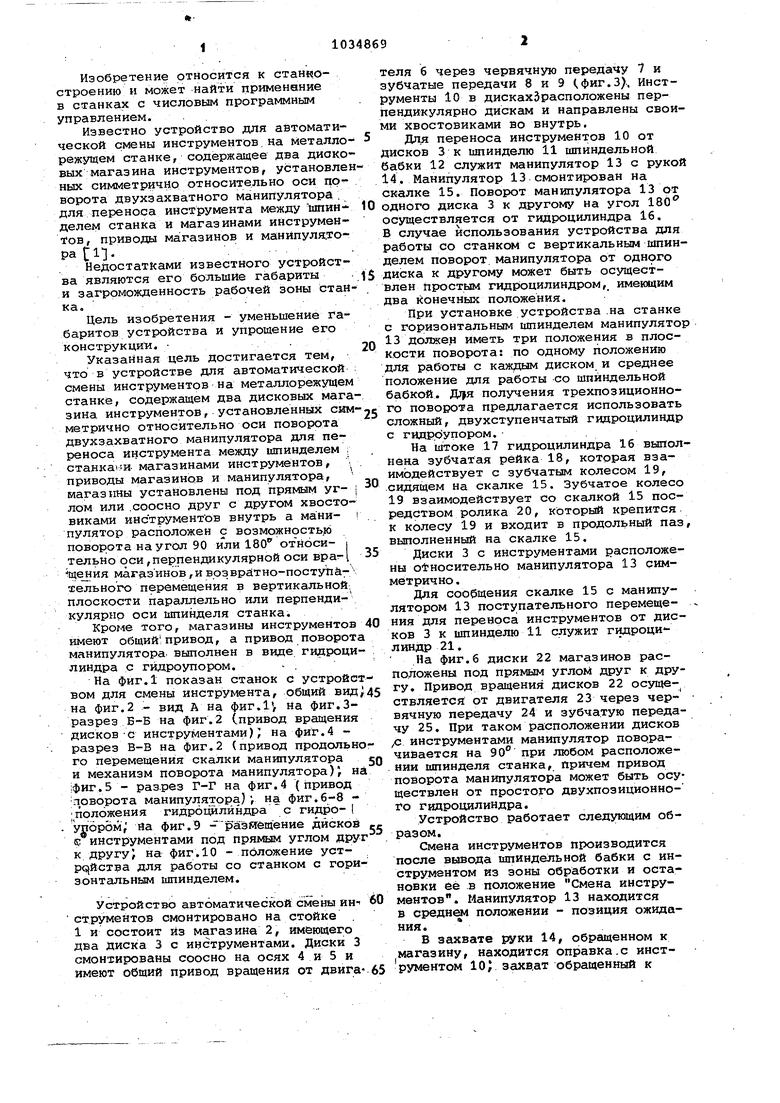

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматической смены инструмента | 1986 |
|
SU1458145A1 |
| Станок с устройством автоматической смены инструмента | 1987 |
|
SU1472209A1 |
| Устройство автоматической смены инструмента | 1983 |
|
SU1117182A1 |
| Многоцелевой станок с ЧПУ | 1985 |
|
SU1351739A1 |
| Устройство для автоматической смены инструмента на многошпиндельном станке | 1989 |
|
SU1698036A1 |
| Многооперационный станок | 1985 |
|
SU1357186A1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |
| Устройство для автоматической смены инструмента | 1984 |
|
SU1318385A1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Устройство для автоматической смены инструмента | 1989 |
|
SU1698035A1 |
1. УСТРОЙСТВО ДЛЯ АВТОМАТИ.ЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТОВ НА МЕТАЛЗЮ ШЖУг{1Ш1 СТАНКЕ, содержащее два дисковых магазина йн струментов, удтаЯов леннызс симметрично относительно оси поворота двухзахватнохчэ манипулйтора для переноса инструмента между ыпин дел«4 станка и магазинами инструментов, приводы магазинов и манипуляторау о т л и ч a ю щ е вся тем, 4fOf с цедьк уменьшения габаритов и упрощения конструкции устройства, магазищ установлены под углом или соосно друг с другом хвостовиками инструментов внутрь, a манипулятор располсжен с возможностью поворота на угол 90 или 180° относительно оси, перпендикулярной оси вращения магазинов, и возвратно-поступательного перемещения в вертикельной плоскости парсшлельно или перпендикулярно оси впинделя . 2. Устройство по П.1, отличающее с и Фем, что магазиад v инструментоа имеют общий привод, a i привод поворота манипулятора выполнен. a виде гидроцияиндра с гидрЬупором.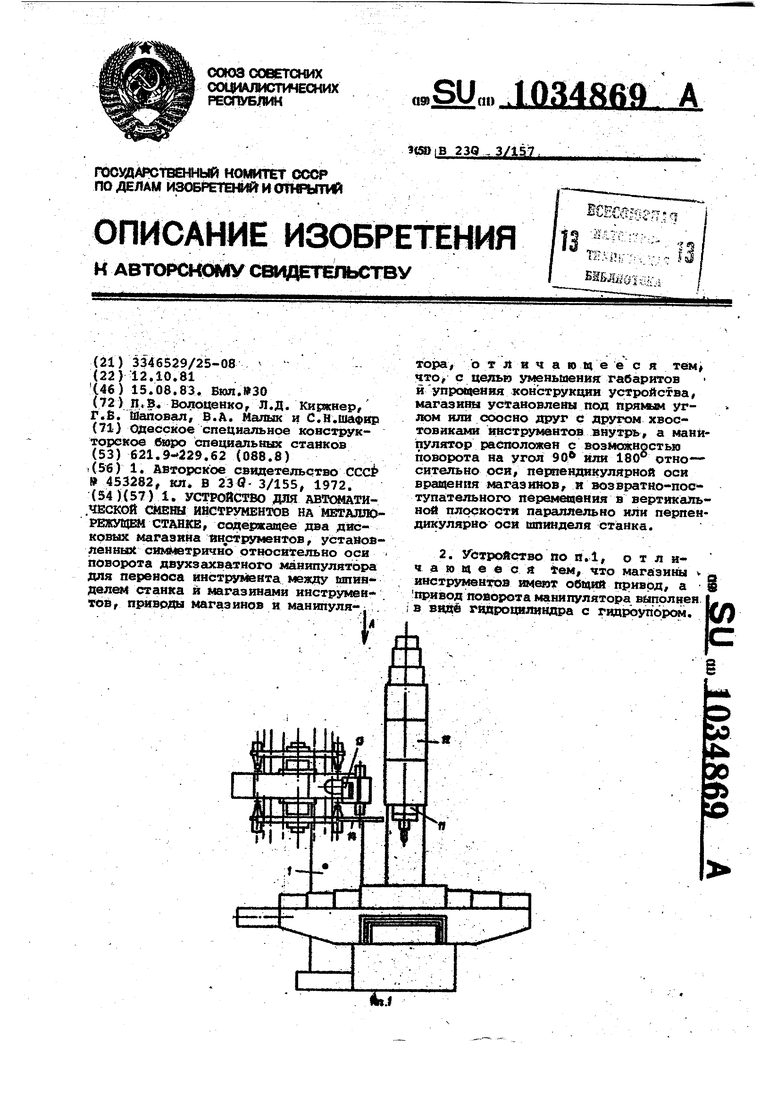
i$
w
f
-Я
сж
///////////
Й/г.да
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1972 |
|
SU453262A1 |
