Изобретение относится к обработке металлов резанием, в частности к переносным устройствам для обработки торцев изделий, типа неповоротных труб, в труднодоступных местах при проведении монтэжно-де- монтажиых работ на химических, металлургических и энергетических установках.
Целью изобретения является повышение надежности и сокращение габаритов устройства путем уменьшения количества элементов привода подачи инструментов.
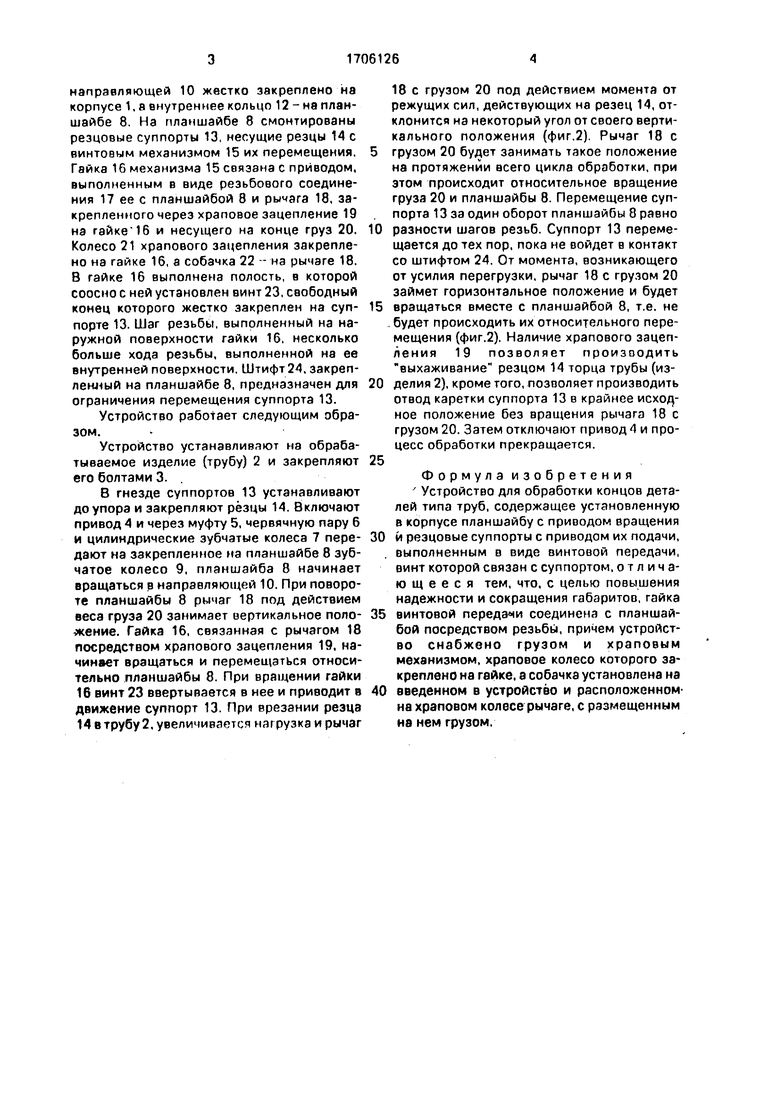
На фиг.1 изображено устройство, об- .щий вид; на фиг,2 - вид по стрелке А иа
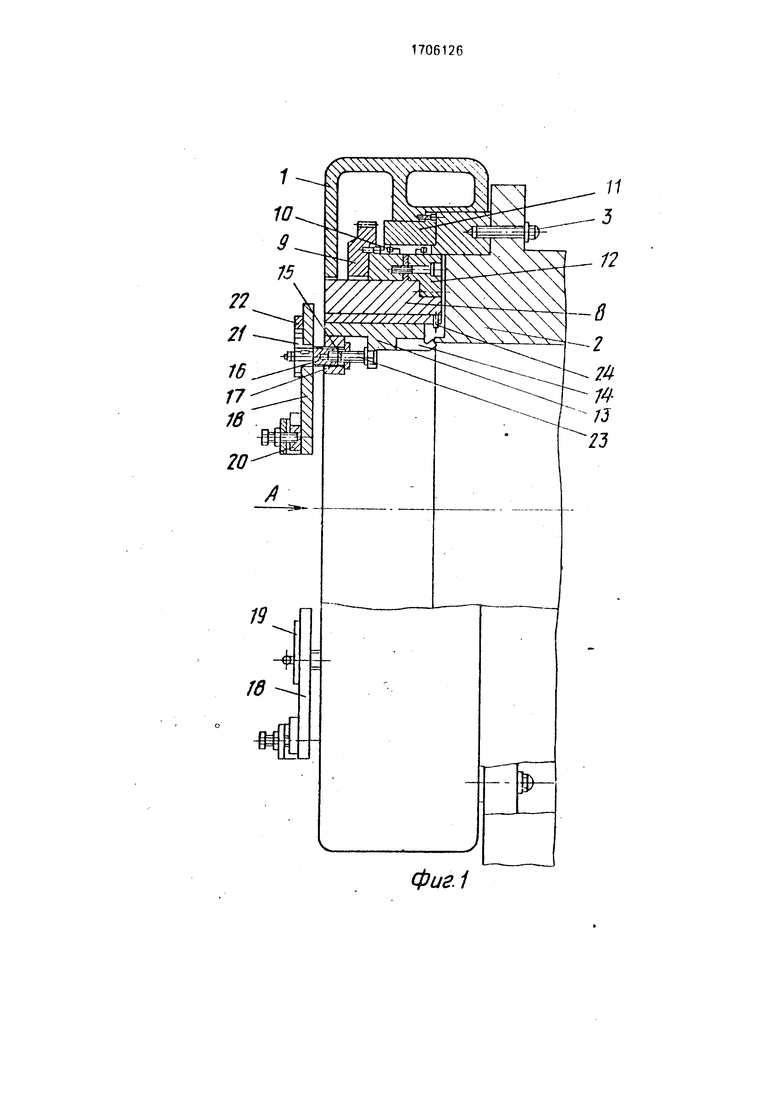
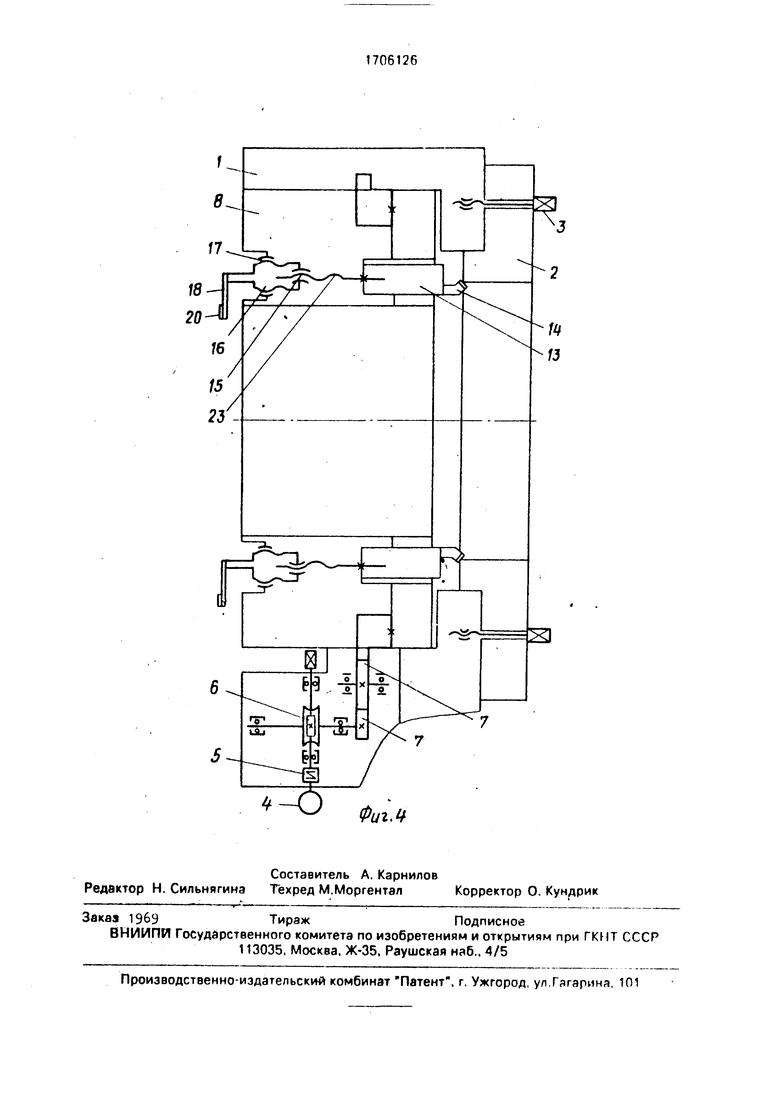
фиг. 1; на фиг.З - узел I на фиг.2 в увеличенном масштабе; на фиг.4 - кинематическая схема устройства.
Устройство содержит корпус 1 в виде кольца, крепящийся к обрабатываемому изделию 2 (трубе) болтами 3. Внутри корпуса 1 расположена цепь главного движения, состоящая из привода 4, муфты 5, червячной пары 6, цилиндрических колес 7 и закрепленного на планшайбе 8 зубчатого колеса 9. Планшайба 8 установлена на направляющей 10 качения, расположенной в радиальном направлении между корпусом 1 и планшайбой 8, при этом наружное кольцо 11
3
(
ю о
направляющей 10 жестко закреплено на корпусе1,авнутреннее кольцо 12 - на планшайбе 8. На планшайбе 8 смонтированы резцовые суппорты 13, несущие резцы 14 с винтовым механизмом 15 их перемещения. Гайка 16 механизма 15 связана с приводом, выполненным в виде резьбового соединения 17 ее с планшайбой 8 и рычага 18. закрепленного через храповое зацепление 19 на гайке 16 и несущего на конце груз 20. Колесо 21 храпового зацепления закреплено на гайке 16, а собачка 22 --на рычаге 18. В гайке 16 выполнена полость, в которой соосно с ней установлен винт 23, свободный конец которого жестко закреплен на суппорте 13. Шаг резьбы, выполненный на наружной поверхности гайки 16, несколько больше хода резьбы, выполненной на ее внутренней поверхности. Штифт 24, закрепленный на планшайбе 8, предназначен для ограничения перемещения суппорта 13.
Устройство работает следующим образом.
Устройство устанавливают на обрабатываемое изделие (трубу) 2 и закрепляют его болтами 3. .
В гнезде суппортов 13 устанавливают до упора и закрепляют резцы 14. Включают привод 4 и через муфту 5, червячную пару 6 и цилиндрические зубчатые колеса 7 передают на закрепленное на планшайбе 8 зубчатое колесо 9, планшайба 8 начинает вращаться в направляющей 10. При повороте планшайбы 8 рычаг 18 под действием веса груза 20 занимает вертикальное положение. Гайка 16, связанная с рычагом 18 посредством храпового зацепления 19. начинает вращаться и перемещаться относительно планшайбы 8. При вращении гайки 16 винт 23 ввертывается в нее и приводит в движение суппорт 13. При врезании резца 14 в трубу 2, увеличивается нагрузка и рычаг
18 с грузом 20 под действием момента от режущих сил, действующих на резец 14, отклонится на некоторый угол от своего вертикального положения (фиг.2). Рычаг 18 с
грузом 20 будет занимать такое положение на протяжении всего цикла обработки, при этом происходит относительное вращение груза 20 и планшайбы 8. Перемещение суппорта 13 за один оборот планшайбы 8 равно
разности шагов резьб. Суппорт 13 перемещается до тех пор, пока не войдет в контакт со штифтом 24. От момента, возникающего от усилия перегрузки, рычаг 18 с грузом 20 займет горизонтальное положение и будет
вращаться вместе с планшайбой 8, т.е. не . будет происходить их относительного перемещения (фиг.2), Наличие храпового зацепления 19 позволяет производить выхаживание резцом 14 торца трубы (изделия 2), кроме того, позволяет производить отвод каретки суппорта 13 в крайнее исходное положение без вращения рычага 18 с грузом 20. Затем отключают привод 4 и процесс обработки прекращается.
Формула изобретения Устройство для обработки концов деталей типа труб, содержащее установленную в корпусе планшайбу с приводом вращения
и резцовые суппорты с приводам их подачи, выполненным в виде винтовой передачи, винт которой связан с суппортом, отличающееся тем, что, с целью повышения надежности и сокращения габаритов, гайка
винтовой передачи соединена с планшайбой посредством резьбы, причем устройство снабжено грузом и храповым механизмом, храповое колесо которого закреплено на гайке, а собачка установлена на
введенном в устройство и расположенном- на храповом колесе рычаге, с размещенным на нем грузом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубоотрезной станок | 1985 |
|
SU1296320A1 |
| Устройство для обработки цилиндрических изделий типа неповоротных труб | 1982 |
|
SU1124503A1 |
| Устройство для зачистки неповоротных стыков сварных труб | 1980 |
|
SU921718A1 |
| Суппорт резьботокарного полуавтомата | 1974 |
|
SU584976A1 |
| Устройство для обработки концов деталей типа труб | 1983 |
|
SU1098668A1 |
| Устройство для обработки заготовок изоляторов | 1988 |
|
SU1645155A1 |
| УСТРОЙСТВО ДЛЯ ТАНГЕНЦИАЛЬНОЙ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1993 |
|
RU2093312C1 |
| Зубообрабатывающий станок для изготовления крупномодульных колес внутреннего зацепления | 1983 |
|
SU1151389A1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| Переносное устройство для обработки труб | 1989 |
|
SU1631837A1 |

Изобретение относится к обработке металлов резанием, в частности к переносным устройствам для обработки торцев изделий типа неповоротных труб в труднодоступных местах при проведении монтажно-демон- тажных работ на химических, металлургических и энергетических установках. Целью изобретения является повышение надежности и сокращение габаритов устройства путем уменьшения количества элементов привода Ьодачи инструментов. Устройство устанавливают на обрабатываемое изделие и закрепляют. Включают привод вращения планшайбы 8. При вращении планшайбы 8 рычаг 18 под действием груза 20 занимает вертикальное положение. Гайка 16, связанная с рычагом 18 посредством храпового зацегшения Э, начинает ярлщаться и перемещаться относительно планшайбы 8, При вращении гайки 16 пинт 23 ввертывается в нее и приводит п движение суппорт 13. При врезании резца 14 в трубу уооличивается нагрузка и рычаг 18 с грузом 20 под действием момента от режущих сил, действующих на резец 14, отклонится на некоторый угол от своего ш.ч .чикапьного положения. Рычаг 18 с грузом 20 будет занимать такое положение на протяжении всего цикла обработки. Суппорт 13 перемещается до контакта со штуцером /4. От момента, возникшего от усилия перегрузки, рычаг с грузом займет горизонтальное поло.койие и будет вращаться вместе с планшайбой 8, что позволит осуществить ныхаживание торца трубы. 4 ил. ел С
8
Риг.з
фиг.1
Фиг А
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ ОБРАБОТКИ КОНЦОВ ДЕТАЛЕЙ ТИПА ТРУБ | 1966 |
|
SU214286A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
