В известных конструкциях машин для литья пластмасс и цветных сплавов нод давлением смыкание форм осуществляется гидравлически либо гидромеханически. При гидравлическом способе производят быстрое смыкание форм ускорительными гидравлическими цилиндрами с последующим дожатием от рабочего гидравлического цилиндра большого усилия.
В этих машинах главные (рабочие) цилиндры и плунжеры (поршни) имеют большие размеры, хотя ход их относительно мал; к конструктивным недостаткам можно также отнести большое количество подвижных и неподвижных гидравлических уплотнений, доступ к которым затруднен, и большой вес.
При гидромеханическом способе производят быстрое смыкание форм ускорительными цилиндрами с последующим дожатием с помощью рычажного устройства. К недостаткам этих конструкций машин можно отнести возможность иоявления люфтов, перекос передаточного рычажного устройства, а также большие габариты.
В предлагаемой машине для дожатия полуформ после их смыкания на иодвижной траверсе установлен сильфон, хвостовик которого расположен в назу неподвижной траверсы, перекрываемой подвижной заслонкойупором. Эта система не требует донолнительных устройств (клапанов наполнения, баков наполнения и пр.); из конструкции можно исключить металлоемкие рабочие (главные) гидравлические цилиндры и поршни (роль которых выполняет сильфон), подвижные и неподвижные гидравлические уплотнения; значительно уменьшается вес маш:пны, ее длина, а также используется весь относительно небольшой ход сильфона при большом уде.пьном давлении.
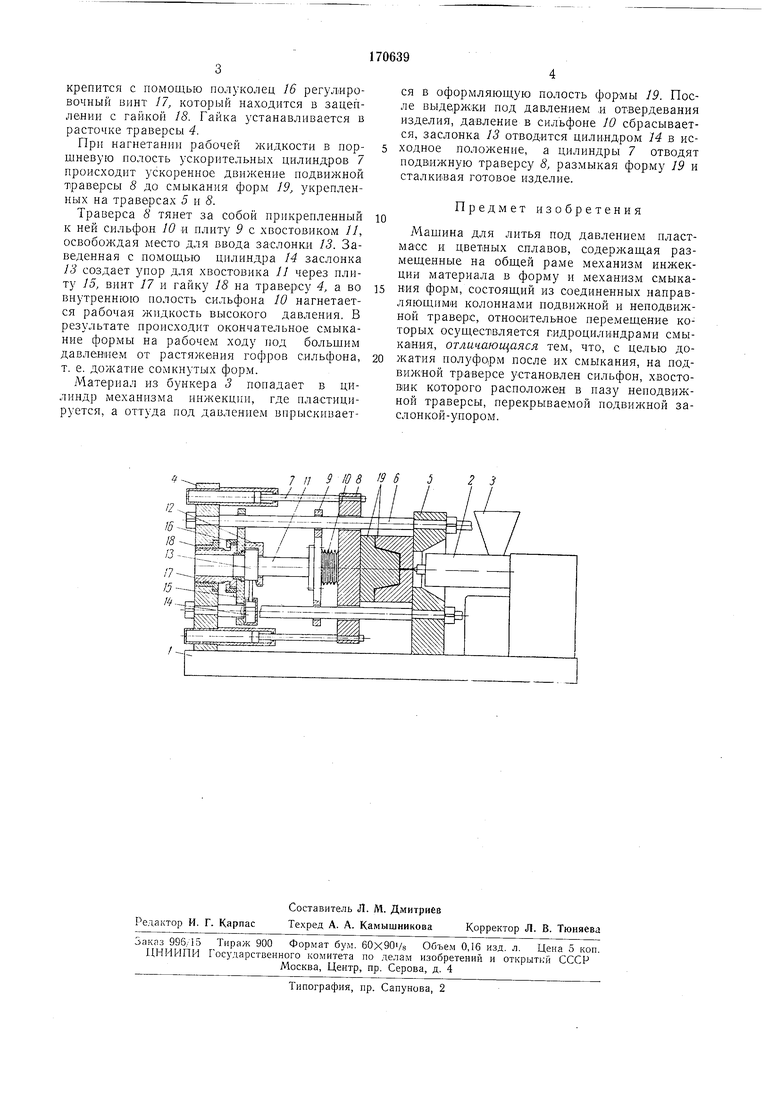
На чертеже изображена принципиальная схема описываемой машины.
Машпна содержит раму У, на которой установлен механизм инжекции 2 с бункером 3 для материала и механизм смыкания, состоящий из передней неподвижной траверсы 4 и задней 5. Траверсы соединены между собой колоннами 6.
В расточках траверсы 4 устанавливаются ускорительные гидравлические цилиндры 7, штоки которых крепятся к подвижной траверсе 8. Между подвижной траверсой 8 и плитой 9 устанавливается устройство дожатия сильфонного типа 10. К плите 9 крепится хвостовик //, который направляется но обойме 12. Обойма служит также направлением для заслонки 13, приводимой в движение гидравлическим цилиндром М. Обойма с цилиндром крепятся к илите 15. Для регулировки межштампового расстояния к плите
крепится с помощью полуколец 16 регул|Ировочный винт 17, который находится в зацеплении с гайкой 18. Гайка устанавливается в расточке траверсы 4.
При нагнетании рабочей жидкости в поршневую полость ускорительных цилиндров 7 происходит ускоренное движение иодвижной траверсы 8 до смыкания форм /Я укрепленных на траверсах 5 и 8.
Траверса 8 тянет за собой пр 1крепленный к ней сильфон 10 и плиту 9 с хвостовиком //, освобождая место для ввода заслонки 13. Заведенная с помощью цилиндра М заслонка 13 создает упор для хвостовика // через плиту 15, винт 17 и гайку 18 на траверсу 4, а во внутреннюю полость сильфона 10 нагнетается рабочая жидкость высокого давления. В результате происходит окончательное смыкание формы на рабочем ходу иод большим давлением от растяжения гофров сильфойа, т. е. дожатие сомкнутых форм.
Материал из бункера 3 попадает в цилиндр механизма иижекцни, где пластицируется, а оттуда под давлением вирыскивается в оформляющую полость фор-мы 19. После выдерлжи под давлением ,и отвердевания изделия, давление в сильфоне 10 сбрасывается, заслонка 13 отводится цилиндром 14 в исходное положение, а цилиндры 7 отводят подвижную траверсу 8, размыкая форму 19 и сталкивая готовое изделие.
Предмет изобретения
Машина для литья под давлением пластмасс и цветных сплавов, содержащая размещенные на общей раме механизм инжекции материала в форму и механизм смыкан:ия форм, состоящий ИЗ соединенных направляющими колоннами подвижной и неподвижной траверс, относительное перемещение которых осуществляется гидроцилнндрами смыкания, отличающаяся тем, что, с целью дожатия полуформ после их смыкания, на подвижной траверсе установлен сильфон, хвостовик которого расположен в пазу неподвижной траверсы, перекрываемой подвижной заслонкой-упором.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для литья под давлением | 1976 |
|
SU551112A2 |
| Машина для литья под давлением | 1976 |
|
SU577088A1 |
| ЛИТЬЕВАЯ МАШИНА | 1971 |
|
SU292822A1 |
| ЛИТЬЕВАЯ МАШИНА ДЛЯ ПЛАСТМАСС | 1971 |
|
SU306021A1 |
| ЛИТЬЕВАЯ МАШИНА ДЛЯ ПЛАСТМАСС | 1971 |
|
SU306020A1 |
| ЛИТЬЕВАЯ ФОРМАОШР^-::- | 1971 |
|
SU320386A1 |
| Литьевая машина с двухступенчатым механизмом закрытия форм | 1969 |
|
SU299132A1 |
| 5И6ЛИСТЕКА | 1973 |
|
SU361893A1 |
| Механизм смыкания форм литьевой машины | 1977 |
|
SU716849A1 |
| Машина для литья под давлениемАРМиРОВАННыХ издЕлий | 1979 |
|
SU821176A1 |
