1
Изобретение относится к переработке пластмасс литьем под давлением.
Известна машина для литья под давлением, содержащая механизм инжекции, механизм запирания, состоящий из передней и задней неподвижных плит, соединенных направляющими колоннами и подвижной плитой, связанной с задней неподвижной плитой гидроцилиндрами смыкания, сильфон с хвостовиком и гидросистему l .
Однако перед созданием рабочего усилия запирания формы необходимо ввести заслонку, что связано с затртой времени. Наличие заслонки в конструкции ведет к большой потере времени в каждом цикле машины.
Целью изобретения является повышение производительности машины.
Это достигается тем, что машина снабжена двухступенчатым гидроцилиндром, установленным на задней неподвижной плите, причем сильфон закреплен на торце поршня гидроци линдра, а его хвостовик - на подвижной плите, в штоке двухступенчатого гидроцилиндр.а выполнено отверсти соединяющее внутренюю полость сяпьфона с системой гидропривода, а на наружной поверхности поршня выполнены продольные пйзы. Кроме того, между ступенями двухступенчатого гидроцилиндра и на торце поршня выполнены конусные уплотнительные пояски, причем площадь поперечного сечения штока гидроцилиндра больще площади поперечного сечения хвостовика сильфона.
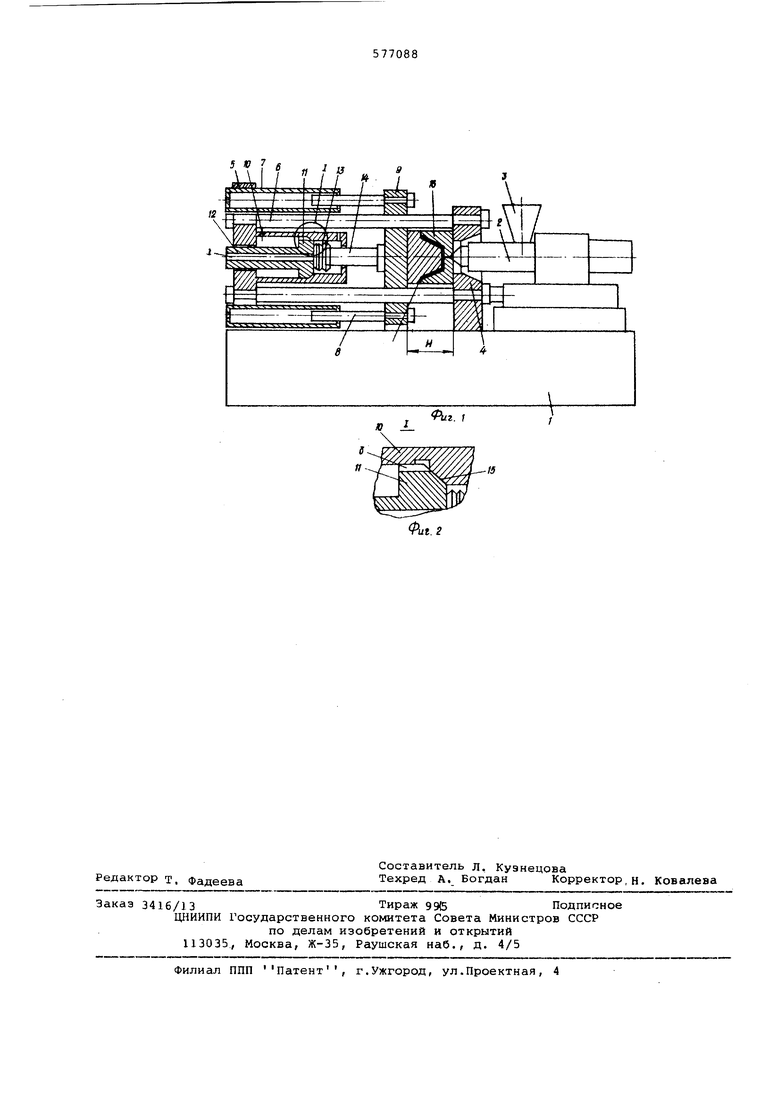
На фиг. 1 показана предложенная машина, общий вид; на фиг. 2 дан узел 1 на фиг. 1.
Машина содержит раму 1, на которой установлен механизм инжекциИ 2 с бункером 3, и механизм запирания, состоящий из передней 4 и задней 5 неподвижных плит. Плиты соединены
между собой колоннами 6. В расточках плиты 5 установлены ускорительные гидроцилиндры 7, шлунжеры 8 которых соединены с подвижной плитой 9, перемещающейся по колоннам 6.
На задней неподвижной плите 5 установлен двухступенчатый гйдроцилиндр 10, в котором размещен поршень 11 со штоком 12.
На торце поршня 11 гидроцилиндра
10 закпеплен сильфон 13 с хвоетовиком 14, который соединен с подвижной плитой 9. В штоке 12 выполнено отверстие а, соединяющее внутреннюю полость сильфона 13 с системой гидропривода. На торце поршня 11 и между ступенями гидроцилиндра 10 выполнены уплотнительные конусные пояски 15, а на наружной поверхности поршня 11 - продольные пазы б . На подвижной плите 9 и на передней неподвижной плите 4 крепятся полуформы 16.
Необходимым условием работы предложенной машины является то, что площадь поперечного сечения штока 12 гидродилиндра 10 должна превышать площадь поперечного сечения хвостовика 14 сильфона 13.
Машина работает следующим образом
В гидроцилиндры 7 подается давление рабочей жидкости, необходимое дл холостого перемещения подвижной плиты 9 до положения, при котором сомкнутся конусные уплотнительные пояски 15 гидроцилйндра. Перемещение поршня 11 до соприкосновения поясков 15 осуществляется за счет того, что он через сильфон 13 и хвостовик 14 связан с подвижной плитой 9. До момента соприкосновения поясков 1 рабочие полости, находящиеся в гидроцилиндре 10.слева и справаот поршня 11, соединены пазами б, а каналы, подводящие рабочую жидкость к гидроцилиндру 10, соединены со сливом,,
Высота формы задана таким образом, чтобы при соприкосновении поясков 15 между плоскостями полуформ 16 оставался зазор ориентировочно 2-3 м
В большую ступень гидроцилиндра 1 и через отверстие а во внутренню полость сильфона 13 одновременно подается высокое давление рабочей жидкости. При этом увеличивается усилие, удерживающее подвижный Пор-: шень И в переднем положении, и осу1цествляется дожим полуформ 16 с заданным усилием через хвостовик 14 и подвижную плиту 9 за счет растяжения сильфона 13. Величина усилия дожатая определяется активной площадью сильфона 13 и давлением рабочей жидкости.
Перерабатываемый материал из бункера 3 попадает в механизм инжекции 2, расплавляется и впрыскивается в полость замкнутой.формы. После выдержки отлитого изделия в форме полости гидроцилиндров 7 ивнутренняя полость сильфона 13 соединяются со сливом. Магистраль, подводящая жидкость в большую ступень гидроцилиндра 10, запирается, а в меньшую ступень гидроцилиндра 10 подается давление рабочей жидкости. Поршень 1
таким образом удерживается в неподвижном положении 1усилие слева больше приложенного усилия справа), а сильфон 13 сжимается/ отрывая подвижную плиту 9. После этого по путевому датчику большая полость гидроцилиндра 10 соединяется через напорный золотник (не показан) со сливом, происходит быстрый отвод подвижной плиты 9 в исходное положение за счет разницы площадей сечения штока 12 и хвостовика 14. Настройка напорного золотника определяется давлением, необходимым для перемещения подвижной плиты 9 в исходное положение. Усилие отрьша подвижной плиты 9 равно 8-10% от усилия запирания формы.
Таким образом,исключение из машины заслонки позволяет экономить время ввода и вывода заслонки и время н переключение управляющей этим движением аппаратуры, тем самым повышается производительность машины.
Формула изобретения
1.Машина для литья под давлением преимущественно пластмасс, содержащая механизм инжекции материала в форму, механизм запирания формы, включающий соединенные направляющими колоннами переднюю и заднюю неподвижные плиты, подвижную плиту, связанную идроцйлиндрами с(«1ыкания с задней неподвижной плитой, сильфон с хвостовш ом и систему гидропривода, отличающаяся тем, что с целью повышения производительности машины, она снабжена двухступенчатым гидроцилиндром, установленным на задней неподвижной плите, причем сильфон закреплен на торце поршня гидроцилиндра, а его хвостовик - на подвижной плите в. штоке двухступенчатого гидроцилиндра выполнено отверстие, соединяющее внутреннюю полость сильфона с системой гидропривода, а на наружной поверхности поршня выполнены Продольные пазы.
2.Машина по п.1, отличающая с я тем, что между ступенями двухступенчатого гидроцилиндра и на торце поршня выполнены конусные уплотнительные пояски.
3.Машина по пп.1 и,2, отлича ю щ а я с я тем, что площадь поперечного сечения штока двухступенчатого гидроцилиндра больше площади, поперечного сечения хвостовика сильфона.
Источники информации, принятые во внимание при экспертизе;
1, Авторское свидетельство 170639, В 29 F 1/06, 1965.
5V 7 g
ff / f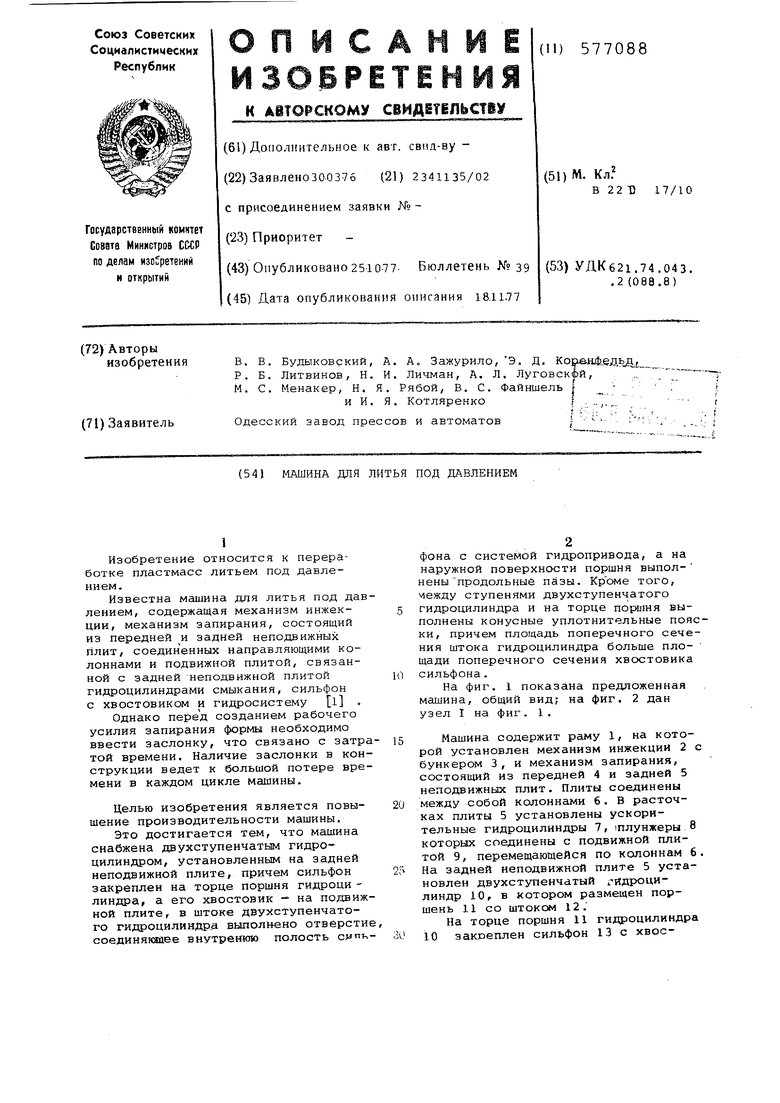
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая машина для пластмасс | 1979 |
|
SU839723A1 |
| Машина для литья под давлением | 1976 |
|
SU551112A2 |
| Литьевая машина с двухступенчатым механизмом закрытия форм | 1969 |
|
SU299132A1 |
| МАШИНА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1965 |
|
SU170639A1 |
| 5И6ЛИСТЕКА | 1973 |
|
SU361893A1 |
| Механизм смыкания форм литьевой машины | 1977 |
|
SU716849A1 |
| ГЕРМЕТИЗАТОР УСТЬЯ СКВАЖИНЫ | 2005 |
|
RU2324805C2 |
| Литьевая машина | 1968 |
|
SU633741A1 |
| ЗАПОРНО-РЕГУЛИРУЮЩИЙ КЛАПАН | 2022 |
|
RU2786299C1 |
| Механизм для смыкания форм литьевых машин | 1983 |
|
SU1140995A1 |