Изобретение относится к автомати- эиропанным проточным линиям трубоот- делки.
Цель изобретения - повышение надежности работы и точности подачи.
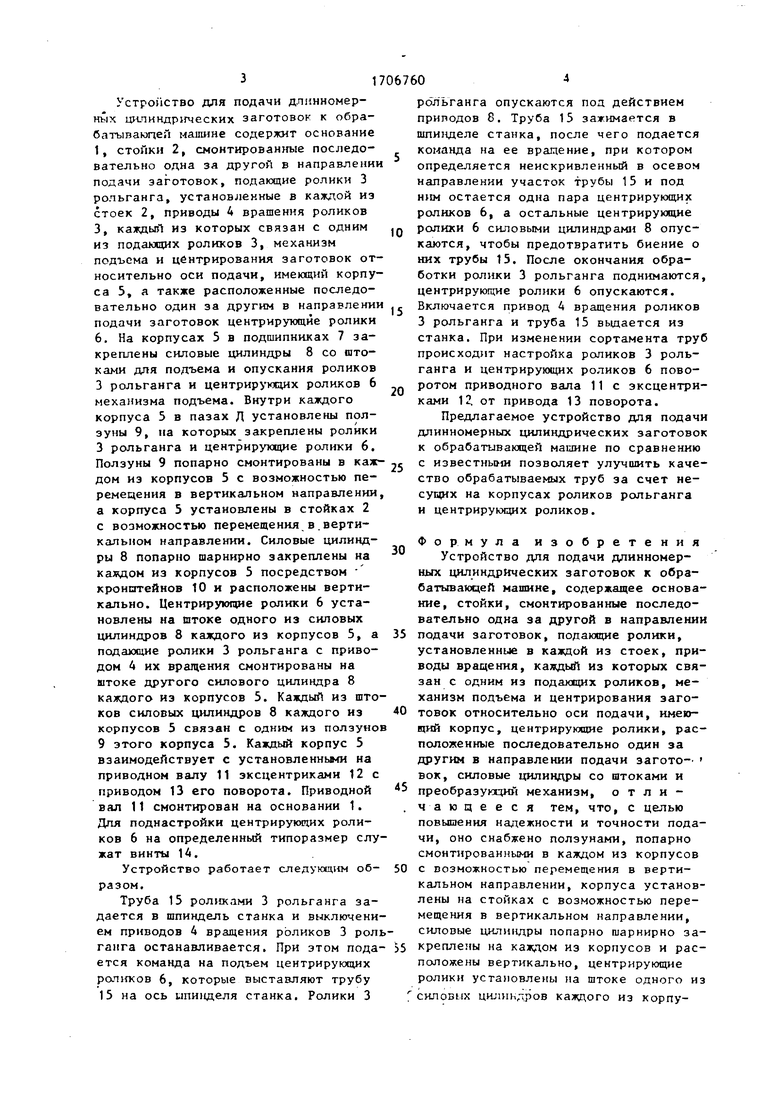
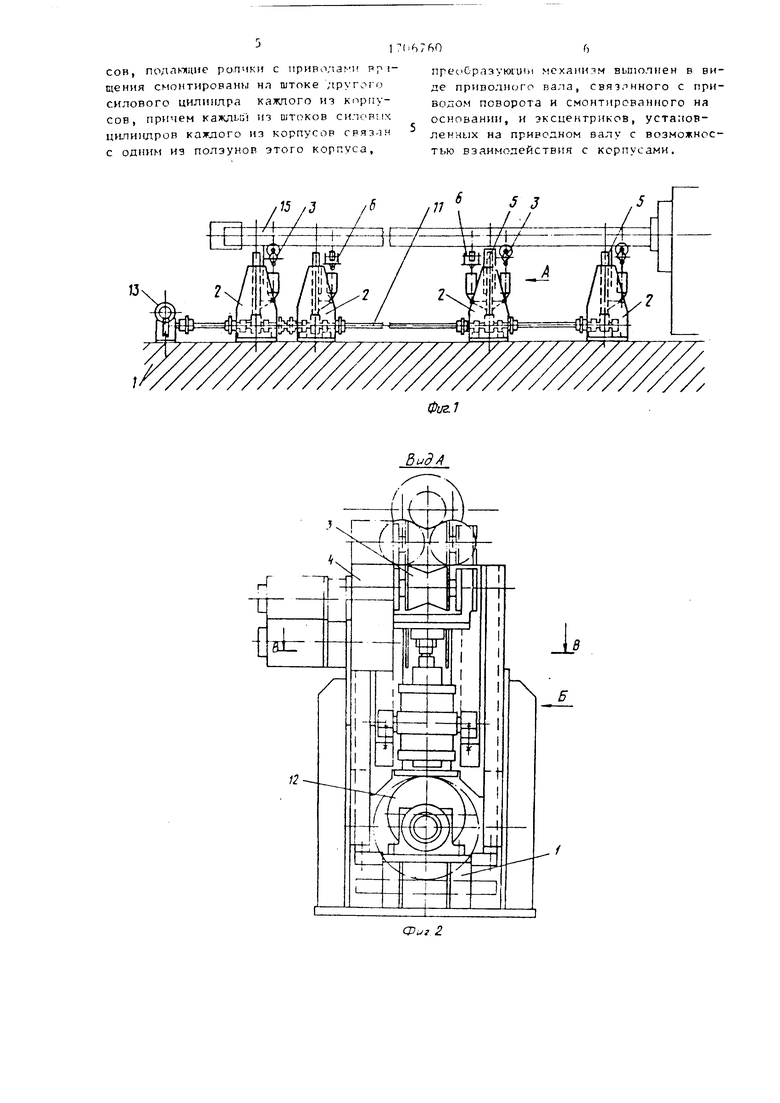
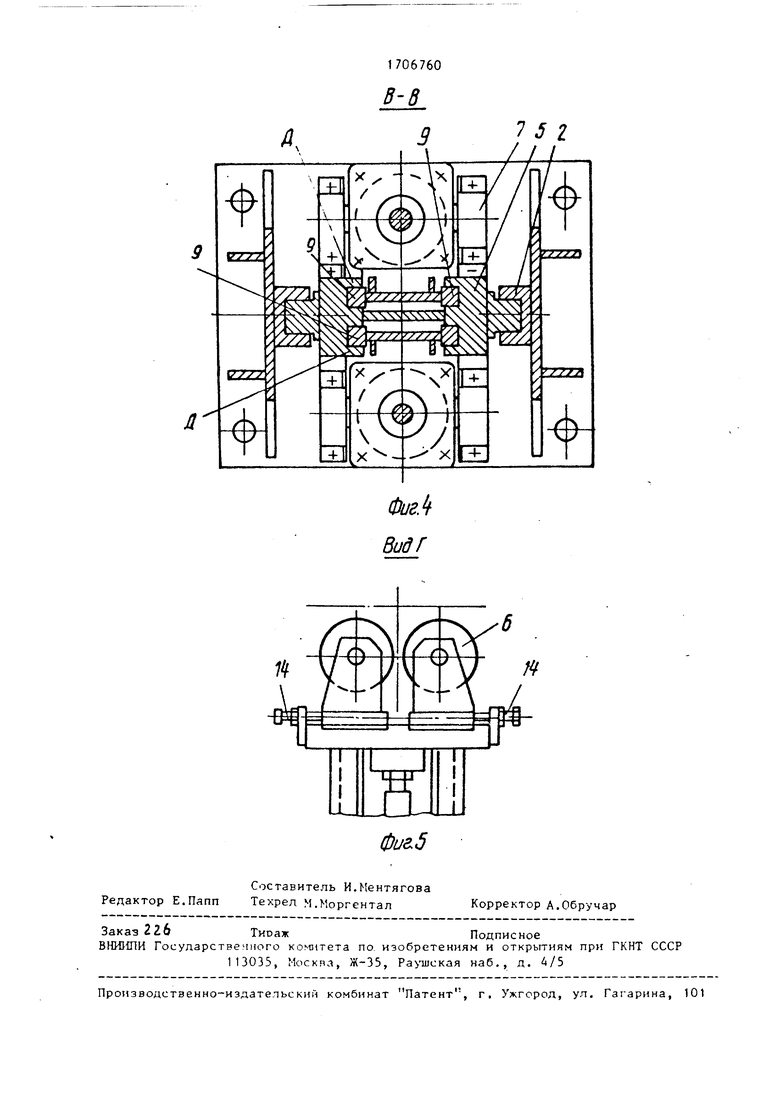
На фиг.1 изображено устройство, общий вид; на фиг.2 - вид А на фиг.1, на Лиг.З - вид по стрелке Б на фиг. 2; на фиг.4 - р.чзрез В-В на фнг.2; на фиг.5 - вид Г на фиг.З.
Устройство для подачи длинномерных цилиндрических заготовок к обра- батываюпей машине содержит основание 1, стойки 2, смонтированные последовательно одна за другой в направлении подачи заготовок, подающие ролики 3 рольганга, установленные в каждой из стоек 2, приводы 4 врашення роликов 3, каждый из которых связан с одним из подающих роликов 3, механизм подъема и центрирования заготовок относительно оси подачи, имеющий корпуса 5, а также расположенные последовательно один за другим в направлении подачи заготовок центрирующие ролики 6. На корпусах 5 в подшипниках 7 закреплены силовые цилиндры 8 со штоками для подъема и опускания роликов 3 рольганга и центрирующих роликов 6 механизма подъема. Внутри каждого корпуса 5 в пазах Д установлены ползуны 9, на которых закреплены ролики 3 рольганга и центрирующие ролики 6. Ползуны 9 попарно смонтированы в каж- дом из корпусов 5 с возможностью перемещения в вертикальном направлении, а корпуса 5 установлены в стойках 2 с возможностью перемещения в.вертикальном направлении. Силовые цилиндры 8 попарно шарнирно закреплены на каждом из корпусов 5 посредством кронштейнов 10 и расположены вертикально. Центрирующие ролики 6 установлены на штоке одного из силовых цилиндров 8 каждого из корпусов 5, а подающие ролики 3 рольганга с приводом 4 их вращения смонтированы на штоке другого силового цилиндра 8 каждого из корпусов 5. Каждый из штоков силовых цилиндров 8 каждого из корпусов 5 связан с одним из ползунов 9 этого корпуса 5. Каждый корпус 5 взаимодействует с установленными на приводном валу 11 эксцентриками 12 с приводом 13 его поворота. Приводной вал 11 смонтирован на основании 1. Для поднастройки центрирующих роликов 6 на определенный типоразмер служат винты 14.
Устройство работает следующим об- разом.
Труба 15 роликами 3 рольганга задается в шпиндель станка и выключением приводов 4 вращения роликов 3 рольганга останавливается. При этом пода- ется команда на подъем центрирующих роликов 6, которые выставляют трубу 15 на ось ыпинделя станка. Ролики 3
рольганга опускаются под действием прилодов 8. Труба 15 зажимается в шпинделе станка, после чего подается команда на ее вращение, при котором определяется неискривленный в осевом направлении участок трубы 15 и под ним остается одна пара центрирующих роликов 6, а остальные центрирующие ролики 6 силовыми цилиндрами 8 опускаются, чтобы предотвратить биение о них трубы 15. После окончания обработки ролики 3 рольганга поднимаются, центрирующие ролики 6 опускаются. Включается привод 4 вращения роликов 3 рольганга и труба 15 выдается из станка. При изменении сортамента труб происходит настройка роликов 3 рольганга и центрирующих роликов 6 поворотом приводного вала 11 с эксцентриками 12, от привода 13 поворота.
Предлагаемое устройство для подачи длинномерных цилиндрических заготовок к обрабатывающей машине по сравнению с известными позволяет улучшить качество обрабатываемых труб за счет несущих на корпусах роликов рольганга и центрирующих роликов.
Формула изобретения
Устройство для подачи длинномерных цилиндрических заготовок к обрабатывающей машине, содержащее основание, стойки, смонтированные последовательно одна за другой в направлении подачи заготовок, подающие ролики, установленные в каждой из стоек, приводы вращения, каждый из которых связан с одним из подающих роликов, механизм подъема и центрирования заготовок относительно оси подачи, имеющий корпус, центрирующие ролики, расположенные последовательно один за другим в направлении подачи загото- вок, силовые цилиндры со штоками и преобразующий механизм, отличающееся тем, что, с целью повышения надежности и точности подачи, оно снабжено ползунами, попарно смонтированными в каждом из корпусов с возможностью перемещения в вертикальном направлении, корпуса установлены на стойках с возможностью перемещения в вертикальном направлении, силовые цилиндры попарно шарнирно закреплены на каждом из корпусов и расположены вертикально, центрирующие ролики установлены на штоке одного из силовых цилиндров каждого из корпусов, подающие ролики с приводами ppi- щения смонтированы нл штоке другого силового цилиндра каждого из корпусов, причем каждый из штоков силсвмх цилиндров каждого из корпусов связан с одним из ползунов этого корпуса,
преч Сразуютиш механизм выполнен в виде приводного вала, связанного с приводом поворота и смонтированного на основании, и эксцентриков, установленных на приводном валу с возможностью взаимодействия с корпусами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки труб | 1981 |
|
SU1011342A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |
| Устройство для обработки труб | 1980 |
|
SU884888A1 |
| Поточная линия для безотходной заготовки мерных цилиндрических деталей | 1977 |
|
SU740436A1 |
| Устройство для поштучной выдачи длинномерных изделий из пакета | 1990 |
|
SU1768482A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК ПРОТЕКТОРОВ НА СБОРОЧНЫЙ БАРАБАН | 1984 |
|
SU1142989A1 |
| Устройство для резки труб | 1979 |
|
SU780992A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ И ПОДАЧИ БРЕВЕН РАЗЛИЧНОЙ ДЛИНЫ | 1992 |
|
RU2080245C1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Станок для зачистки торцов труб | 1988 |
|
SU1563790A1 |
Изобретение относится к автоматизированным поточным линиям трубоот- делки. Цель изобретения - повышение надежности и точности. Устройство содержит основание, стойки, смонтированные последовательно одна за другой в направлении подачи заготовок, подающие ролики, установленные в каждой из стоек, приводы вращения, каждый из которых связан с одним из подающих роликов, механизм подъема и центрирования заготовок относительно оси подачи, имеющий корпус, расположенные последовательно один за другим в направлении подачи заготовок, например труб, центрирующие ролики, силовые цилиндры со штоками. Устройство снабжено ползунами, попарно смонтированными в каждом из корпусов с возможность перемещения в вертикальном направлении, корпусы установлены на стойках с возможностью перемещения в вертикальном направлении, силовые цилиндры попарно шарнирно закреплены на каждом из корпусов и расположены вертикально, центрирующие ролики установлены на штоке одного из силовых цилиндров каждого из корпусов, подающие ролики с приводами вращения смонтированы на штоке другого силового цилиндра каждого из корпусов, причем каждый из штоков силовых цилиндров каждого из корпусов связан с одним из ползунов этого корпуса, каждый из которых взаимодействует с установленными на приводном валу эксцентриками с приводом его поворота. Труба зажимается в шпинделе станка, после чего подается команда на ее вращение, при котором определяется неискривленный в осевом направлении участок трубы и под ним остается одна пара центрирующих роликов, а остальные центрирующие ролики силовыми цилиндрами опускаются, чтобы предотвратить биение о них трубы. После окончания обработки ролики рольганга поднимаются, центрирующие ролики опускаются. Включается привод вращения роликов рольганга и труба выдается из станка. 5 ил. $ (Л оъ г о
г-Г
ВидА
V////////////; У/7/777/7/////А
Фиг.З
ВидВ
| Устройство для подачи заготовок к гидравлическому прессу для испытания труб | 1973 |
|
SU465348A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
