ел
о
СО
1
со
Станок работает следующим образом. Зачищаемая труба подается рольгангом до упора и затем укладывается на опорные ролики станка. Затем прижимной ролик 10 зажимает трубу. После этого платформа 14 с плитой 18 и вращающимся щеточным барабаном опускается на заданную величину, одновременно шарнир 29, закрепленный на плите 18, перемещается на ту же величину в прорези кулисы 28, т. е. щеточный барабан подводится к зачищаемой трубе с нужным перекрытием а. Начинается процесс очистки. По окончании очистки срабатывает силовой привод качания плиты 18, в результате кулиса перемещается в обратном направлении, увлекая
за собой тягу 29, а плита 18 поворачивается в шарнире и счеточный барабан перемещается в положение, обеспечивающее очистку внутренних заусенцев. По окончании очистки платформа 14 и прижимной ролик 10
возвращаются в исходное положение, а труба останавливается. 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для зачистки торцов труб | 1980 |
|
SU874233A1 |
| Станок для зачистки торцов труб | 1980 |
|
SU931239A1 |
| Агрегат для зачистки концов труб | 1989 |
|
SU1717297A1 |
| Станок для одновременной зачистки торцов двух труб | 1981 |
|
SU1000124A1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| СПОСОБ ОЧИСТКИ РЕЗЬБЫ ТРУБ ОТ СМАЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2441718C1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ С МЕТАЛЛИЧЕСКИХ ПОЛОС | 1996 |
|
RU2111816C1 |
| Трубогибочный станок | 1989 |
|
SU1687328A1 |
| Линия для изготовления змеевиков | 1984 |
|
SU1209337A1 |
| СТАНОК ДЛЯ ИГЛОФРЕЗЕРОВАНИЯ | 1995 |
|
RU2080965C1 |

Изобретение относится к зачистке концов труб. Цель изобретения - повышение производительности и расширение технологических возможностей. Станок содержит привод вращения и механизм прижима зачищаемых труб, привод очистного инструмента, механизм прижима зачистного инструмента к трубе и механизм качания зачистного узла. Станок работает следующим образом. Зачищаемая труба подается рольгангом до упора и затем укладывается на опорные ролики станка. Затем прижимной ролик 10 зажимает трубу. После этого платформа 14 с плитой 18 и вращающимся щеточным барабаном опускается на заданную величину, одновременно шарнир 29, закрепленный на плите 18, перемещается на ту же величину в прорезе кулисы 28, т.е. щеточный барабан подводится к зачищаемой трубе с нужным перекрытием а. Начинается процесс очистки. По окончании очистки срабатывает силовой привод качания плиты 18, в результате кулиса перемещается в обратном направлении, увлекая за собой тягу 29, а плита 18 поворачивается в шарнире и щеточный барабан перемещается в положение, обеспечивающее очистку внутренних заусенцев. По окончании очистки платформа 14 и прижимной ролик 10 возвращаются в исходное положение, а труба останавливается. 5 ил.
Изобретение относится к зачистке торцов труб.
Целью изобретения является повышение производительности и расширение технологических возможностей.
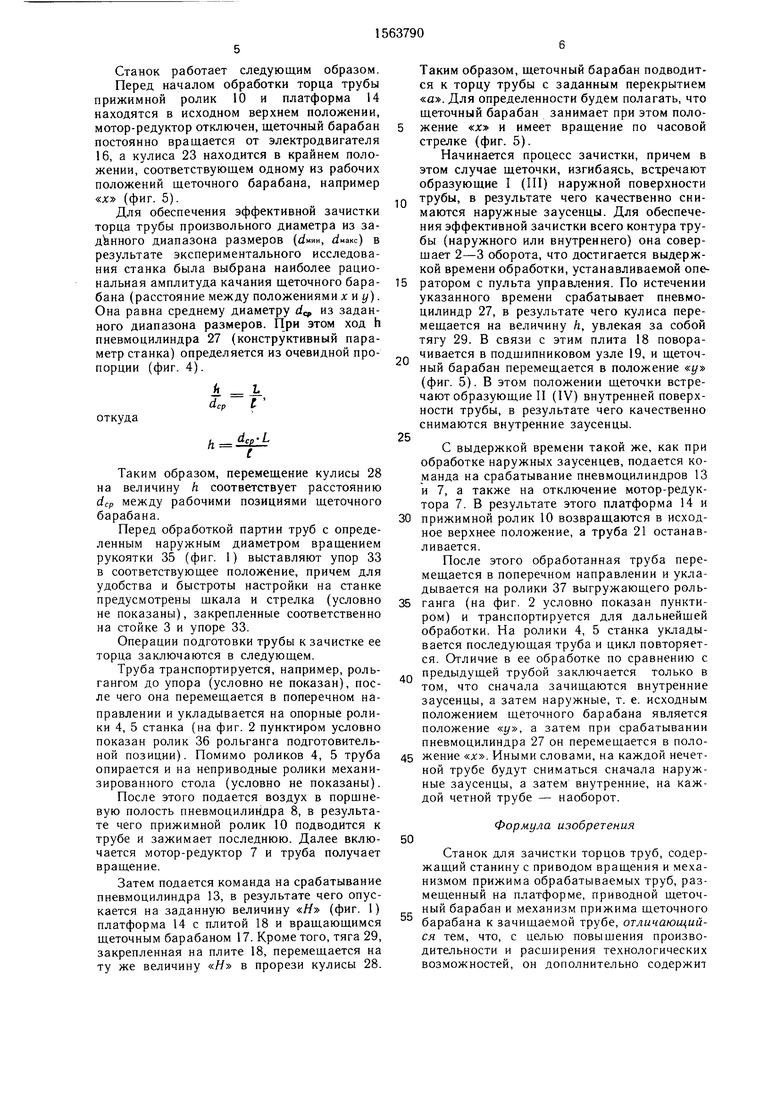
На фиг. I изображен станок, вид спереди; на фиг. 2 - то же, вид А на фиг. I; на фиг. 3 - разрез Б-Б на фиг. I; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - схема зачистки торца трубы.
На чертежах приняты обозначения: dv«H, dcp, ймакс-соответственно, минимальный, средний и максимальный наружный диаметры трубы заданного диапазона размеров обрабатываемых труб; Гщ- наружный радиус щеточного барабана; а - величина перекрытия торца трубы проволочками щеточного барабана; х, у - рабочие положения щеточного барабана; сот- угловая скорость вращения трубы; со - угловая скорость вращения щеточного барабана; I, II, III, IV - образующие наружной и внутренней цилиндрических поверхностей трубы минимального и максимального соответственно размеров, подвергающиеся зачистке; Я - регулируемый ход перемещения щеточного барабана к торцу трубы; h - ход пневмоцилиндра привода качания щеточного барабана; L - расстояние от оси тяги до оси подшипникового узла;/ - расстояние от плоскости щеточного барабана до оси подшипникового узла.
Станина станка включает основание 1, на котором установлены, стойки 2 и 3. На стойке 2 смонтированы в общем корпусе опорные ролики 4 и 5, причем ролик 5 кинематически соединен посредством цепной передачи 6 с мотор-редуктором 7, закрепленным на основании 1. На этой же стойке над опорными роликами установлен пневмоци- линдр 8, на штоке которого закреплен в корпусе 9 прижимной ролик 10. Повороту прижимного ролика 10 относительно оси пневмоцилиндра 8 препятствует направляющая штанга 11, смонтированная на корпусе 9 с возможностью перемещения во втулке 12, закрепленной на корпусе упомянутого пневмоцилиндра (фиг. 1, 2).
На стойке 2 установлен пневмоцилиндр 13, на штоке которого в нижней части закреплена платформа 14. Она выполнена в виде ползуна, смонтированного с возможностью перемещения, и направляющих 15, установленных на стойке 3 (фиг. 3).
Электродвигатель 16, на валу которого закреплен щеточный барабан 17, установлен на плите 18, смонтированной в подшипниковом узле 19. Корпус 20 подшипникового узла выполнен в виде сухаря с плоскими боковыми поверхностями и установлен в плат5 форме 14 с возможностью поступательного перемещения вдоль оси подшипникового узла.
Для регулирования перекрытия «а щеточного барабана относительно торца уложенной на опорные ролики трубы 21 в
0 зависимости от износа щетки (фиг. 1) служит рукоятка 22 (фиг. 3). Она закреплена на винте 23, установленном с возможностью вращения в стакане 24, закрепленном на платформе 14. Винт взаимодействует с гайкой 25, смонтированной в корпусе 20 подшипнико5 вого узла 19. Для ограничения осевого перемещения винта служит ограничитель 26. На стойке 3 установлен пневмоцилиндр 27, на штоке которого закреплена кулиса 28. На плите 18 закреплена тяга 29, кото0 рая кинематически соединена с кулисой 28 посредством выполненной в ней прорези. Повороту кулисы относительно пневмоцилиндра 27 препятствуют две направляющие штанги 30, закрепленные на кулисе и смонтированные с возможностью перемеще5 ния во втулках 31, установленных на стойке 3 (фиг. 1, 4).
Для регулирования хода перемещения «Я щеточного барабана (фиг. 2) к торцу обрабатываемой трубы 21 в зависимости от ее диаметра пневмоцилиндр 13 выполнен с
0 двусторонним штоком, на верхней части которого закреплена шайба 32. При этом шток имеет возможность перемещаться внутри отверстия упора 33, смонтированного на резьбе винта 34, который установлен в подшипниковых опорах стойки 3. На винте 34 за5 креплена рукоятка 35, вращением которой регулируют расстояние от опорной поверхности шайбы 32 до упора 33, равное «Я (фиг. 1).
Станок работает следующим образом.
Перед началом обработки торца трубы прижимной ролик 10 и платформа 14 находятся в исходном верхнем положении, мотор-редуктор отключен, щеточный барабан постоянно вращается от электродвигателя 16, а кулиса 23 находится в крайнем положении, соответствующем одному из рабочих положений щеточного барабана, например « (фиг. 5).
Для обеспечения эффективной зачистки торца трубы произвольного диаметра из заданного диапазона размеров (, ймакс) в результате экспериментального исследования станка была выбрана наиболее рациональная амплитуда качания щеточного барабана (расстояние между положениями хну). Она равна среднему диаметру d из заданного диапазона размеров. При этом ход h пневмоцилиндра 27 (конструктивный параметр станка) определяется из очевидной пропорции (фиг. 4).
h. A
dcp t
откуда
u dep-L
h- Таким образом, перемещение кулисы 28 на величину h соответствует расстоянию dcp между рабочими позициями щеточного барабана.
Перед обработкой партии труб с определенным наружным диаметром вращением рукоятки 35 (фиг. 1) выставляют упор 33 в соответствующее положение, причем для удобства и быстроты настройки на станке предусмотрены шкала и стрелка (условно не показаны), закрепленные соответственно на стойке 3 и упоре 33.
Операции подготовки трубы к зачистке ее торца заключаются в следующем.
Труба транспортируется, например, рольгангом до упора (условно не показан), после чего она перемещается в поперечном направлении и укладывается на опорные ролики 4, 5 станка (на фиг. 2 пунктиром условно показан ролик 36 рольганга подготовительной позиции). Помимо роликов 4, 5 труба опирается и на неприводные ролики механизированного стола (условно не показаны).
После этого подается воздух в поршневую полость пневмоцилиндра 8, в результате чего прижимной ролик 10 подводится к трубе и зажимает последнюю. Далее включается мотор-редуктор 7 и труба получает вращение.
Затем подается команда на срабатывание пневмоцилиндра 13, в результате чего опускается на заданную величину «Я (фиг. 1) платформа 14 с плитой 18 и вращающимся щеточным барабаном 17. Кроме того, тяга 29, закрепленная на плите 18, перемещается на ту же величину «Я в прорези кулисы 28.
Таким образом, щеточный барабан подводится к торцу трубы с заданным перекрытием «а. Для определенности будем полагать, что щеточный барабан занимает при этом положение «х и имеет вращение по часовой стрелке (фиг. 5).
Начинается процесс зачистки, причем в этом случае щеточки, изгибаясь, встречают образующие I (III) наружной поверхности
тРУбы, в результате чего качественно снимаются наружные заусенцы. Для обеспечения эффективной зачистки всего контура трубы (наружного или внутреннего) она совершает 2-3 оборота, что достигается выдержкой времени обработки, устанавливаемой оператором с пульта управления. По истечении указанного времени срабатывает пневмо- цилиндр 27, в результате чего кулиса перемещается на величину Л, увлекая за собой тягу 29. В связи с этим плита 18 повора чивается в подшипниковом узле 19, и щеточный барабан перемещается в положение «у (фиг. 5). В этом положении щеточки встречают образующие II (IV) внутренней поверхности трубы, в результате чего качественно снимаются внутренние заусенцы.
5
С выдержкой времени такой же, как при
обработке наружных заусенцев, подается команда на срабатывание пневмоцилиндров 13 и 7, а также на отключение мотор-редуктора 7. В результате этого платформа 14 и
0 прижимной ролик 10 возвращаются в исходное верхнее положение, а труба 21 останавливается.
После этого обработанная труба перемещается в поперечном направлении и укладывается на ролики 37 выгружающего роль5 ганга (на фиг. 2 условно показан пунктиром) и транспортируется для дальнейшей обработки. На ролики 4, 5 станка укладывается последующая труба и цикл повторяется. Отличие в ее обработке по сравнению с
„ предыдущей трубой заключается только в том, что сначала зачищаются внутренние заусенцы, а затем наружные, т. е. исходным положением щеточного барабана является положение «у, а затем при срабатывании пневмоцилиндра 27 он перемещается в поло5 жение «х. Иными словами, на каждой нечетной трубе будут сниматься сначала наружные заусенцы, а затем внутренние, на каждой четной трубе - наоборот.
50
Формула изобретения
Станок для зачистки торцов труб, содержащий станину с приводом вращения и механизмом прижима обрабатываемых труб, размещенный на платформе, приводной щеточный барабан и механизм прижима щеточного барабана к зачищаемой трубе, отличающийся тем, что, с целью повышения производительности и расширения технологических возможностей, он дополнительно содержит
направляющие, установленные на станине, плиту, установленную на платформе и связанную с ней посредством шарнира, с приводом ее качания относительно оси шарнира с размещенным на ней щеточным барабаном, причем привод качания плиты включает куйидА
17
лису с тягами, одним концом соединенными с последней, а другим размещенными в направляющих станины, шарнирно-соединен- ную с качающейся плитой и приводом ее возвратно-поступательного перемещения в плоскости качания.
ФиаЗ
ФигМ
Гщ
„
| Станок для зачистки торцов труб | 1980 |
|
SU931239A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
