Известные устройства для точечной и шовной сварки многослойных сотовых конструкций сложны и не позволяют получать сварные соединения высокого качества.
Предложенное устройство для контактной сварки отличается тем, что подкладка выполнена в виде клина с выступами на рабочем торце по форме привариваемого наполнителя. Одна поверхность клина покрыта изоляционным слоем. На боковых гранях выступов установлены подпружиненные контакты.
Благодаря такому выполнению устройства расширяются его технологические возможности и повышается качество сварки.
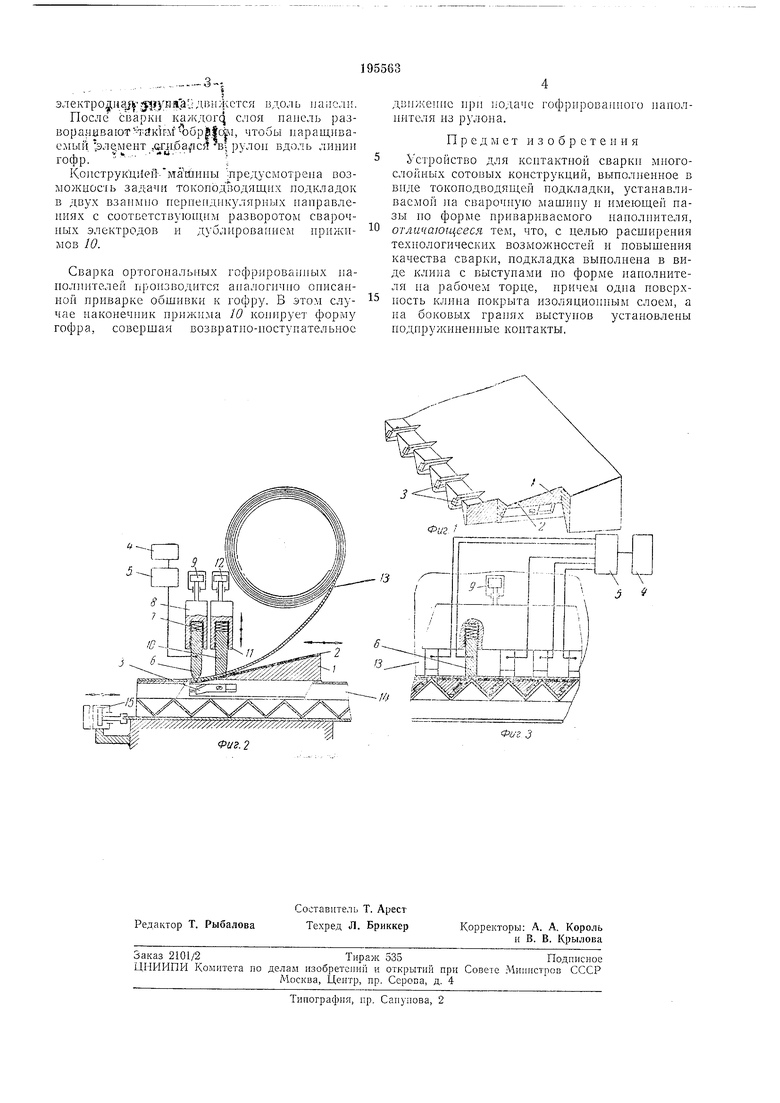
На фиг. 1 изображено описываемое устройство; на фиг. 2 и 3 приведены схемы изготовления многослойной сотовой конструкции с помош,ью этого устройства, установленного на сварочной машине.
Токоподводящая подкладка / покрыта с одной стороны слоем изоляции 2 и снабжена контактами 3, подпружиненными пластинчатыми пружинами, расположенными на боковых гранях выступов. Выступы подкладки играют роль передвижных токопроводящих заполнителей.
траверсе 8, перемеш,аюн1,ейся под денствием привода 9. Прижимы W, подпружиненные относительно обоймы 11 и изолированные друг от друга, могут перемещаться под де11ствие 1 привода 12 и предназначены для устранения волнистости наращиваемой обшивки 13 или наполнителя 14. Позицией 15 обозначено тянущее устройство.
Предварительно сваренную трехслойную
0 панель укладывают на стол машины и фиксируют в зажимах тянущего устройства. Специальный механизм (на чертеже не показан) вводит в соприкосновение со свариваемыми элементами токоподводящую подкладку.
5
Обшивка /3 и наполнитель 14 сжимаются электродами 6, после чего от источника питания через коммутирующее устройство подается импульс сварочного тока, и в точках соединения общивки с гофром происходит сварка.
Шаг между сварочными электродамн в ряду задается коммутнрующим устройством с таким расчетом, чтобы эффект шунтирования тока по наращиваемому элементу (в описываемом случае обшивка 13) не оказывал за5метного влияния на качество сварного соединения. После сварки всех точек в ряду панель перемещают тянущим устройством на заданный между рядами шаг, наращиваемый элемент подается из рулона. При необходимости панель может быть неподвижна, тогда
электро|1;иа д уняа,; ;1,
вдоль . После сварки
KayKAorq слоя панель развора.чивают% к г-м ч)бр|||сам, чтобы наращиваемый элемент .&гя.балс5 в; рулон вдоль линии
V , л I; . - гофр.
КопструкцИей--ма11:1И11ы предусмотрена возможность задачи токонодЪодящнх подкладок в двух взаимно нерпенднкуляриых направлениях с соотЕетствуюн,им разворотом сварочных электродов н дублированном ирижнмов 10.
Сварка ортогональных гофрированных нанолннтелей производится аналогично онисанной приварке обшивкн к гофру. Б этом случае наконечник 10 коннрует форму гофра, совершая возвратно-ноступательное
двпжеинс нрн одаче гофрированного наполнителя нз рулона.
Предмет изобретения
Устройство для контактной сваркн многослойных сотовых конструкций, выполненное в внде токоподводящей подкладки, устанавливаемой на сварочную машину и нмеюгцей пазы но форме привариваемого наполнителя, отличающееся тем, что, с целью расширения технологических возможностей и повышения качества сварки, подкладка выполнена в виде клина с выступами но форме наполнителя на рабочем торце, причем одпа поверхность клипа покрыта изоляционным слоем, а на боковых гранях выступов установлепы подпружинеппые контакты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СВАРКИ СОТОВЫХ КОНСТРУКЦИЙ | 1967 |
|
SU189958A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ СОТОВЫХ КОНСТРУКЦИЙ | 1969 |
|
SU245225A1 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ ДЛЯ СОТОВЫХ КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СОТОВЫХ КОНСТРУКЦИЙ С ЕГО УЧАСТИЕМ | 1994 |
|
RU2084349C1 |
| ;ОЮЗНАЯ | 1973 |
|
SU381491A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1995 |
|
RU2081267C1 |
| Устройство для изготовления сварных сотовых панелей | 1957 |
|
SU113272A1 |
| Гофрированная композитная панель обшивки | 2024 |
|
RU2832780C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ СОТОВЫХ ПАНЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2309826C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ СОТОВЫХ СТРУКТУР И КОНСТРУКЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2126875C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
