Изобретение относится к уплотни- тельной технике и может быть использовано при изготовлении лабиринтных лунковых и сотовых уплотнений больших диаметров.
Цель изобретения - упрощение технологии изготовления и снижение себестоимости изделия.
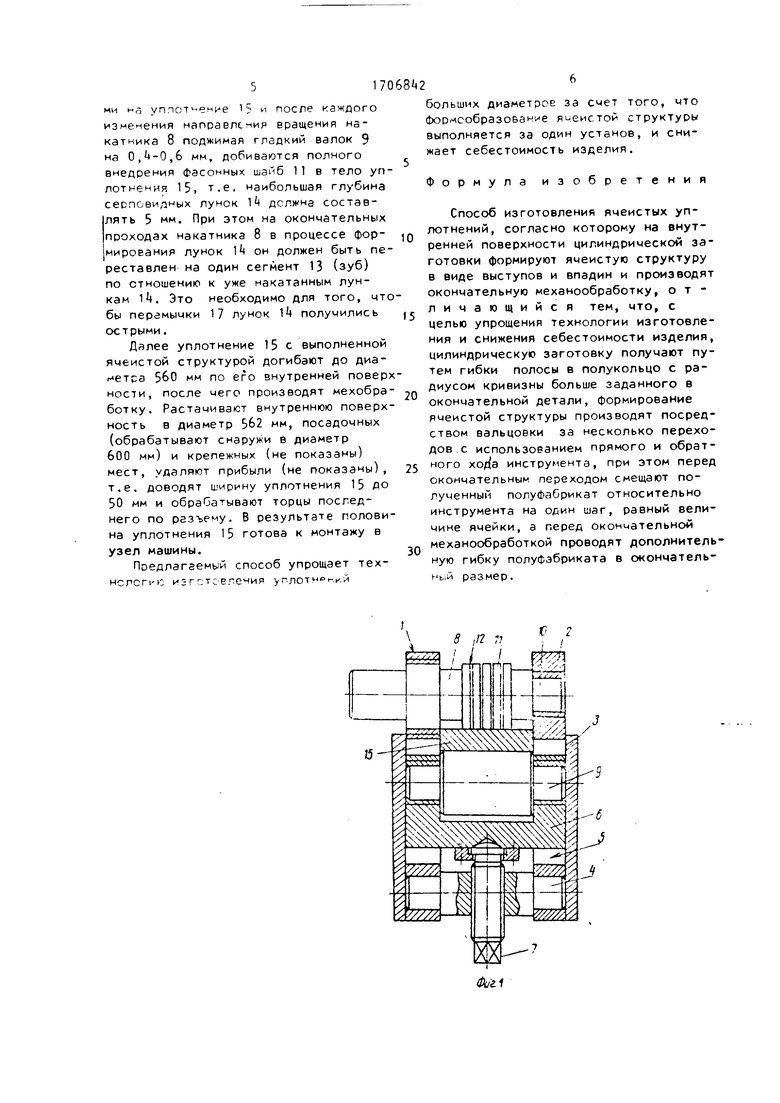
На фиг.1 показано устройство, выполняющее формообразование ячеистой структуры, продольный разрез; на фиг.2 - фасонная шайба; на фиг-3 сечение А-А на фиг.2; на фиг.4 - лун- ковое уплотнение, поперечный разрез; на фиг.5 сечение Б-Б на фиг.4,
Устройство, содержит раму 1, состоящую из двух щек 2, накладок 3 и качающегося коромысла 4. В щеках 2 рамы 1 выполнены продольные направляющие окна 5 в которых размещена вилка 6, имекхдая возможность продольного перемещения посредством го винта 7, сочлененного с коромыслом рамы 1. Накладки 3 ограничивают поперечные перемещения вилки 6 в направляющих окнах 5 щек 2. В подшипниках щек 2 размещен накатник 8, в подшипниках вилки 6 размещен гладкий валок 9. Накатник 8 представляет со41
О
о
00
го
С:и пал 10 с пакетом поочередно нвле- ть.х на него фасонных 11 и д г- З ци С-- ных 12 шайб. Причем пакет зтих шайб зафиксирован на валу 10 как в осевом, так и окружном направлениях
Фасонная шайба V1 выполнена в виде ромашки (фиг.2), каждый лепесток которой представляет собой сегмент 13 (фиг.З). Стрелка сегмента 13 на фасонной шайбе 11 должна быть больше, чем в лунке 1 такого же профиля готового изделия (уплотнения) 15, на величину технологического припуска, предусматривающего чистовое растачивание исполнительного (уплотнительно- го) диаметра 16 уплотнения 15. При этом длины хорд каждых двух смежных сегментов 13 фасонных шайб 11 должны отличаться на определенную величину, например 1,5-2,0 мм. Это нужно для того, чтобы перемычки 1 (фиг.М между ячейками 1 (лунками) имели наименьшую толщину, а возможно и сходили на нож, так как в противном случае выполнить требования конструкции лабиринтных уплотнений, имеющих острые уплотняющие кромки, будет невозможно .
В сеоем поперечном сечении сегменты 13 могут иметь как плоскопараллельную форму, так и отличную от нее. Например, поперечное сечение каждого сегмента 13 может быть выполнено в виде трапеции, большее основание которой расположено у места перехода сегмента 13 в основное тело фассмной шайбы 1 1 . Таким образом, е представлении каждый такой выступ фасонной шайбы 11 будет иметь подобие некой сегментной пирамидь., . ; -юе-ое назначение которой - ост рые кротки 18 лабиринтных rcc Ii--: - Кроме того, такая форма BfCT..na позволяет устранить боковое трение при накатке и повысить прочность самого выступа фасонной шайбь 11.
При реализации способа заготовку уплотнения 15 устаьлвг -гэст мея-ду накатником 8 и гладким валком 9, предварительно о-.имэют его кэтником 8 и валком 9, ПР- °ОДЯТ во врацение веду- ll|W,-. оалок, закрепленный в патроне токарного станка (не показан), и постепенно, увеличивая сжатие накатника 8 и валика 9 посредством нажимного винта 7, наносят ячеистый рельеф на заготовку уплотнения 15 путем вдавли8 2ванир Фзсс - нь.х .; 1 1 БЭ внутреннюю поверхность заго-:вки уплотнения 15. Изготавливали межступенное лабиринтное уплотнение для компрессора со следующими параметрами: уплотнитель- ный диаметр 16 562 мм, посадочный диаметр 600 мм, обцая ширина уплотнения 15 - 50 мм, шаг лабиринтных
,Q гребней 19-6 мм, толщина лабиринтных гребней мм, ширина уплот- нительной кромки лабиринтных гребней 19 - 0,2 мм, максимальная глубина лабиринтных камер (сегментных луj нок) - 1 мм, окружной шаг лабиринтных камер (сегментных лунок) - 21 мм.
Металлическую полосу длиной 1000 мм, шириной 90 мм и толщиной 23 мм из латуни ЛбЗ вальцуют в диа2Q метр 637 мм по внутренней поверхности получаемого уплотнения 15. На внутренней поверхности уплотнения 15 Должны быть отмечены поперечными рисками границы длины половины окружности,
25 имеющей диаметр 562 мм.
Затем уплотнение 15 устанавливают между накатником 8 и гладким валком 9 устройства, выполняющего формообразование ячеистой структуры, которое должно быть предварительно смонтиро вано на токарно-винторезном станке так, чтобы хвостовик вала 10 был зажат в патроне станка, а рама 1 закреплена на суппорте последнего. Далее,
30
ОСТЗРГРЯ СО СТОРОНЫ КЭНШОГО ТОРЦЗ УП
лотн; Я 15 те - логические прибыли величиной 20 м«, осуществляет формообразование яир;:С . структуры на внутренней ц..ричсской поверхности уплотнения 1 5.
Формообразование осуществляют сле- Ј;. С1.::;--- образе.
г-:«---тник 8 -- т Р.- вращение с ча. .рг-о l- fc ос/мин, а на- жимнь: винтом 7 осуществляют продольное перемещение вилки 6 и закрепленно- -о в ней гладко г, ээлкэ 9, надавливая тйким образом уплотнение 15 на Фасон- шайбы 11 накатника 8. Пройдя по отмененной дуге уплотнение 15 на катни- ком 8, последнему изменяет направление и внедряет глубже Фасонные шайбы 11 в тело уг.лотнения 15 примерно на 0,А-0,6 мм за какдый проход. При этом в места/, рисок профиль серповидных лунок 1 должен образовываться полным.
Таким образом, поочередно проходя накатником 8 отмеченными риска10
517068 42
ми ид уплотнение 5 и после каждого изменения направления вращения накатника 8 поджимая гладкий валок 9 на 0,14-0,6 мм, добиваются полного внедрения Фасонных шайб 11 в тело уплотнения 15, т.е. наибольшая глубина серповидных лунок 1 должна составлять 5 мм. При этом на окончательных проходах накатника 8 в процессе формирования лунок он должен быть переставлен на один сегмент 13 (зуб) по отношению к уже накатанным лункам . Это необходимо для того, чтобы перемычки 17 лунок получились )$ острыми.
Далее уплотнение 15 с выполненной ячеистой структурой догибают до диаметра 560 мм по его внутренней поверхности, после чего производят мехобра- 2Q ботку. Растачивают внутреннюю поверхность в диаметр 562 мм, посадочных (обрабатывают снаружи в диаметр 600 мм) и крепежных (не показаны)
больших диаметроЕ за счет того, что формообразование ячеистой структуры выполняется за один установ, и снижает себестоимость изделия.
Формула
зобретения
Способ изготовления ячеистых уплотнений, согласно которому на внутренней поверхности цилиндрической заготовки формируют ячеистую структуру в виде выступов и впадин и производят окончательную механообработку, отличающийся тем, что, с целью упрощения технологии изготовления и снижения себестоимости изделия, цилиндрическую заготовку получают путем гибки полосы в полукольцо с радиусом кривизны больше заданного в окончательной детали, формирование ячеистой структуры производят посредством вальцовки за несколько переходов.с использованием прямого и обратмест, удаляют прибыли (не показаны), 25 ного °& инструмента, при этом перед
т.е. доводят ширину уплотнения 15 до 50 мм и обрабатывают торцы последнего по разъему. В результате половина уплотнения 15 готова к монтажу в узел машины.
Предлагаемый способ упрощает технологию изготовления уплотнений
больших диаметроЕ за счет того, что формообразование ячеистой структуры выполняется за один установ, и снижает себестоимость изделия.
Формула
зобретения
Способ изготовления ячеистых уплотнений, согласно которому на внутренней поверхности цилиндрической заготовки формируют ячеистую структуру в виде выступов и впадин и производят окончательную механообработку, отличающийся тем, что, с целью упрощения технологии изготовления и снижения себестоимости изделия, цилиндрическую заготовку получают путем гибки полосы в полукольцо с радиусом кривизны больше заданного в окончательной детали, формирование ячеистой структуры производят посредством вальцовки за несколько переходов.с использованием прямого и обрат
окончательным переходом смещают полученный полуфабрикат относительно инструмента на один шаг, равный величине ячейки, а перед окончательной механообработкой проводят дополнительную гибку полуфабриката в окончательный размер.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поверхностной термомеханической обработки металлических изделий | 1980 |
|
SU964013A1 |
| ЛУНОЧНЫЕ УПЛОТНЕНИЯ ПАРОВОЙ ТУРБИНЫ | 2017 |
|
RU2667245C2 |
| Лабиринтное уплотнение | 1982 |
|
SU1151744A1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ НА БИМЕТАЛЛИЧЕСКИХ СПЕЧЕННЫХ ЗАГОТОВКАХ | 2005 |
|
RU2284241C1 |
| Способ получения зубчатых профилей | 1989 |
|
SU1639857A1 |
| УПЛОТНЕНИЕ РОТОРА ТУРБОМАШИНЫ | 2008 |
|
RU2382207C2 |
| Станок для изготовления гофрированных колен | 1961 |
|
SU145198A1 |
| Способ изготовления и восстановления зубчатых колес и устройство для его осуществления | 1988 |
|
SU1606247A2 |
| Цанговый патрон | 1983 |
|
SU1189593A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2012 |
|
RU2489224C1 |


Изобоетечие касается уплотчитель- ной техники и может быть использовано при изготовлении лабиринтных лунко- вых и сотовых уплотнений больших диаметров. Цель - упроцение технологии изготовлен и снижение себестоимости изделия. Способ, заключающийся в формировании ячеистой структуры на внутренней цилиндрической поверхности втулки диаметра 500мм и больше, предусматривает операцию отрезки полосы необходимой длины из мягкого металла, которую изгибают и полукольцо, затем, оставляя со стороны каждого торца полукольца технологические прибыли, осуществляют непрерывное формообразование ячеистой структуры путем внедрения накатника в тело металлического полукольца со стороны его внутренней цилиндрической повеохности. Далее полукольцо окончательно догибэ-ст до нужного диаметра, производят мехобработку уплст- нительных, посадочных и крепежных мест, удаляют прибыли и обрабатывают торцы полукольца по разъему, после иего монтируют деталь в узел машины. 5 ил. ё СО р
Т
ФигЛ
Фие.5
| Гулыи А.Н | |||
| Уплотнения лунковые | |||
| Информационный листок о научно-техническом достижении N° | |||
| - Харьков, Харьковский межотраслевой территориальный центр научно-технической информации и пропаганды, 1985. |
