Изобретение относится к литейному производству, в частности к формам для отливки прокатных валков, и может быть использовано для изготовления чугунных прокатных валков с рабочими торцовыми и цилиндрической поверхностями бочки.
Цель изобретения - выравнивание глубины рабочего слоя и твердости чугуна на торцах бочки валка.
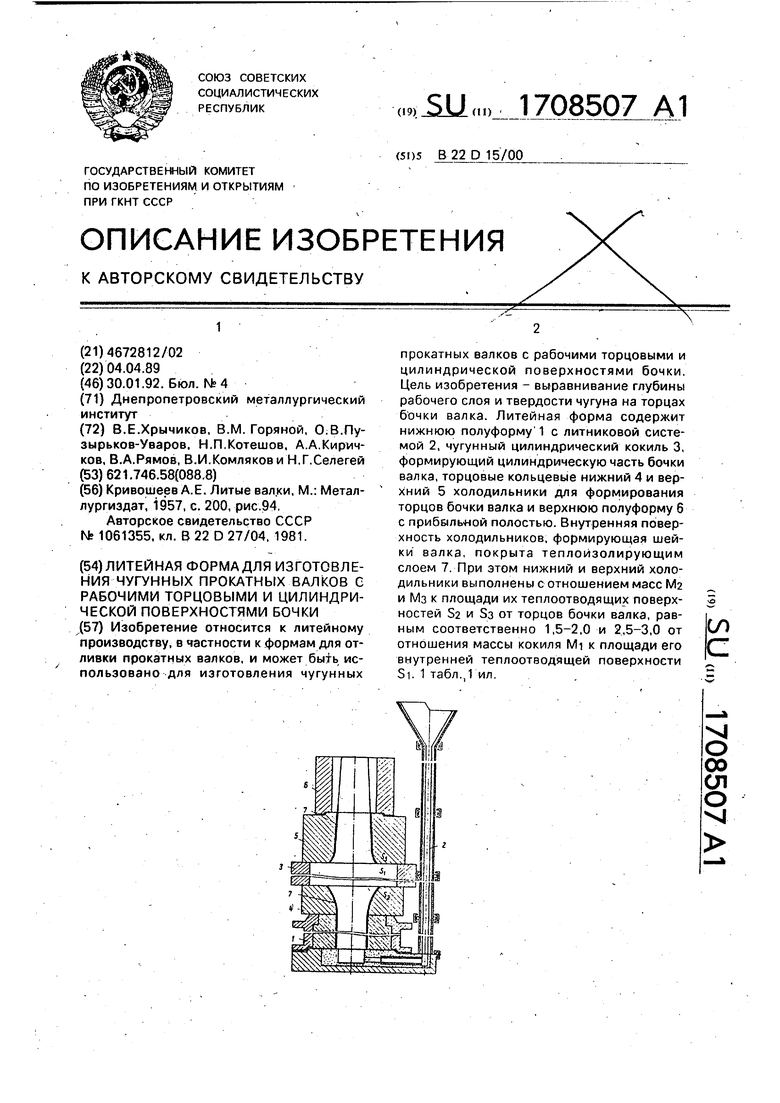
На чертеже представлена схема предлагаемой литейной формы.
Литейная форма содержит нижнюю подуформу 1 для формирования шейки валка с литниковой сифонной системой 2 для заливки жидкого чугуна, чугунный цилиндрический кокиль 3, формирующий цилиндрическую часть бочки валка, торцовые кольцевые нижний 4 и верхний 5 холодильники для формирования торцов бочки валка и верхнюю полуформу 6 с прибыльной полостью. Внутренняя поверхность холодильников, формирующая шейки валка, покрыты теплоизолирующим слоем 7 глинистой наводки толщиной 3р мм для предохранения разогрева холодильников в период затвердевания отливки. При этом нижний и верхний холодильники выполнены с отношением Ка M2/S2 и Кз Мз/5з масс М2 и Мз к площади их теплоотводящих поверхностей $2 и 5з от торцов бочки валка, равными соответственно .1,5-2,0 и 2.5гЗ,0 от отношения Ki Mi/Si массы кокиля Mi к площади его внутренней теплоотводящей поверхности Si. Предложенные величины отношений масс элементов литейной формы кихтеплоотводящимповерхностям К2 (1,5-2.0)ki и Кз (2.5-3,0)Ki обеспечивают выравнивание интенсивности теплоотвода от соответствующих частей отливки и соответственно формируется равномерный рабочий слой на цилиндрической части и торцах бочки валка и достигается более равномерная твердость чугуна в рабочем слое отливки.
Отношение массы нижнего холодильника к площади его теплоотводящей поверхности К2 .M2/S2 менее 1,5 Ki не обеспечивает необходимого повышения твердости нижнего по заливке торца бочки валка и выравнивания с твердостью рабочего слоя на поверхности бочки, а увеличение этого отношения более 2,0 Ki ведет лишь к неоправданному увеличению массы кокиля, 1«то также нарушает необходимое соотношение твердости рабочего слоя в разных местах отливки.
Отношение массы нижнего ХОЛОДЙЛБНИка к площади его теплоотводящей поверхности Кз Мз/5з менее 2,5 Ki также не обеспечивает получение близких значений твердости чугуна на боковой поверхности бочки валка, а увеличение этого отношения
более 3,0 Ki ведет лишь к неопределенному увеличению массы холодильника и неравномерному охлаждению отливки.
Работа литейной формы осуществляется следующим образом.
0Заливку жидкого чугуна в собранную литейную форму производят через сифонную литниковую систему 2 до полного заполнения полости литейной формы. После окончания заливки чугун начинает интенсивно
5 кристаллизоваться от кокиля 3 и холодильников 4 и 5 с образованием рабочего отбеленного слоя у поверхностей Si, S2 и S3 (см. чертеж). По окончании полного затвердевания и охлаждения отливки валка в литейной
0 форме до заданной температуры форма разбирается, отливка извлекается и направляется для дальнейшей очистки и обрубки. Далее цикл повторяется. При этом рекомендуемые отношения масс кокиля и холодиль5 НИКОВ к их теплоотводящим поверхностям обеспечивают получение равномерного рабочего слоя отливки и выравнивание твердости чугуна в нем (см. табл.).
Таким образом, использование предлагаемой литейной формы позволяет получить чугунные прокатные валки с рабочими торцовыми и цилиндрической поверхностями бочки с равномерным рабочим слоем и близкими значениями твердости чугуна в
5 нем в разных частях отливки.
Ф о р м у л а и 3 о б р е т е н и я Литейная форма для изготовления чугунных прокатных валков с рабочими торцовыми и цилиндрической поверхностями
0 бочки, содержащая нижнюю полуформу для формирования шейки валка с литниковой системой, чугунный цилиндрический кокиль, формирующий цилиндрическую часть бочки валка, торцовые кольцевые верхний и
5 нижний холодильники для формирования торцов бочки валка, верхнюю полуформу с прибыльной полостью, отличающаяся тем, что, с целью выравнивания глубины рабочего слоя и твердости чугуна на торцах
0 бочки валка, нижний холодильник выполнен с отношением массы к площади егр теплоотводящей поверхности от торца бочки валка,равным 1,5-2,0 отношения массы кокиля к площади его внутренней теплоотводящей
5 поверхности, а верхний холодильник выполнен с отношением массы к площади его теплопроводящей поверхности от торца бочки валка, равным 2,5-3.0 отношения массы кокиля к площади его внутренней теплопроводящей поверхности.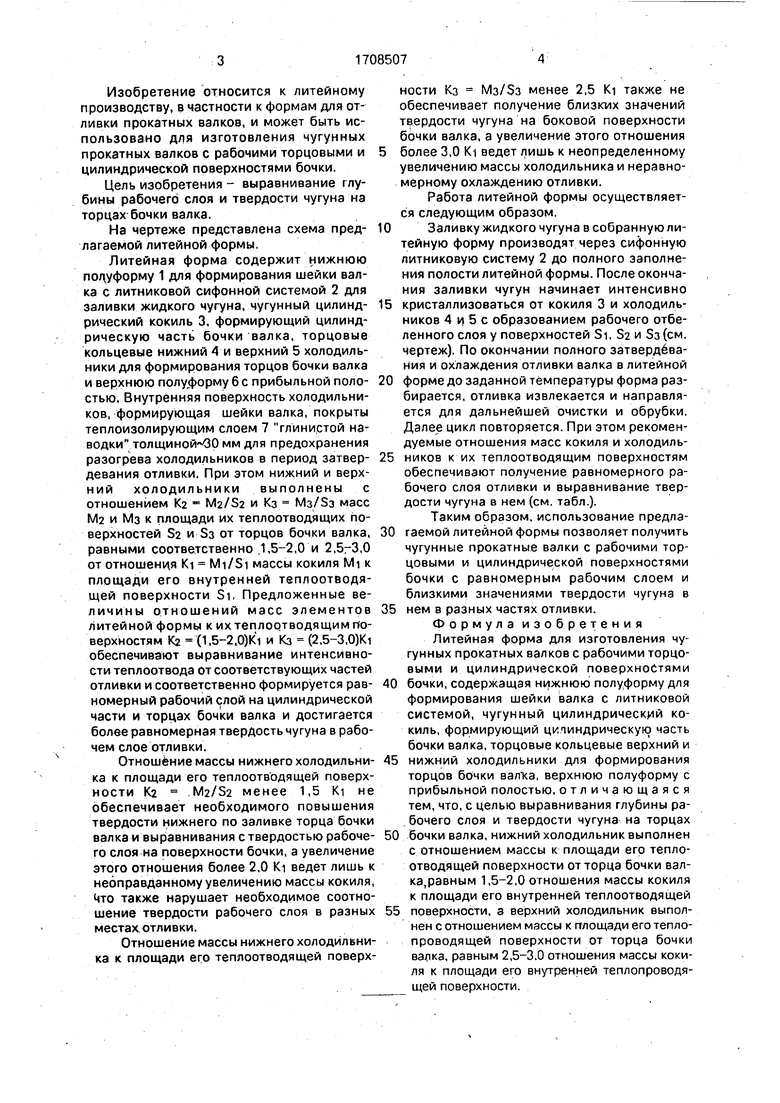

| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма для отливки листопрокатных валков | 1981 |
|
SU1025492A1 |
| Литейная форма для отливки чугунных прокатных валков | 1987 |
|
SU1447558A1 |
| Литейная форма для получения чугунных валков | 1985 |
|
SU1360883A1 |
| Кокиль для литья профилированных чугунных валков | 1976 |
|
SU620334A1 |
| Литейная форма для отливки двухслойного валка,преимущественно прокатного | 1982 |
|
SU1093392A2 |
| Устройство для отливки валков | 1978 |
|
SU740402A1 |
| Способ центробежного литья биметаллических прокатных валков | 2019 |
|
RU2727461C1 |
| Способ отливки прокатных валков | 1988 |
|
SU1537373A1 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| Способ отливки валков | 1989 |
|
SU1685598A1 |
| Кривошеев А.Е | |||
| Литые валки, М.: Метал- лургиздат, 1957, с | |||
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
