Изобретение относится к сварке давлением, в частности к способу сварки трением, преимущественно, деталей с относительно большими весами и габаритами.
Цель изобретения - расширение области использования способа сварки трением вследствие обеспечения возможности сварки деталей с относительно большими весами и габаритами, а также повышение качества сварного соединения вследствие уменьшения количества дефектов.
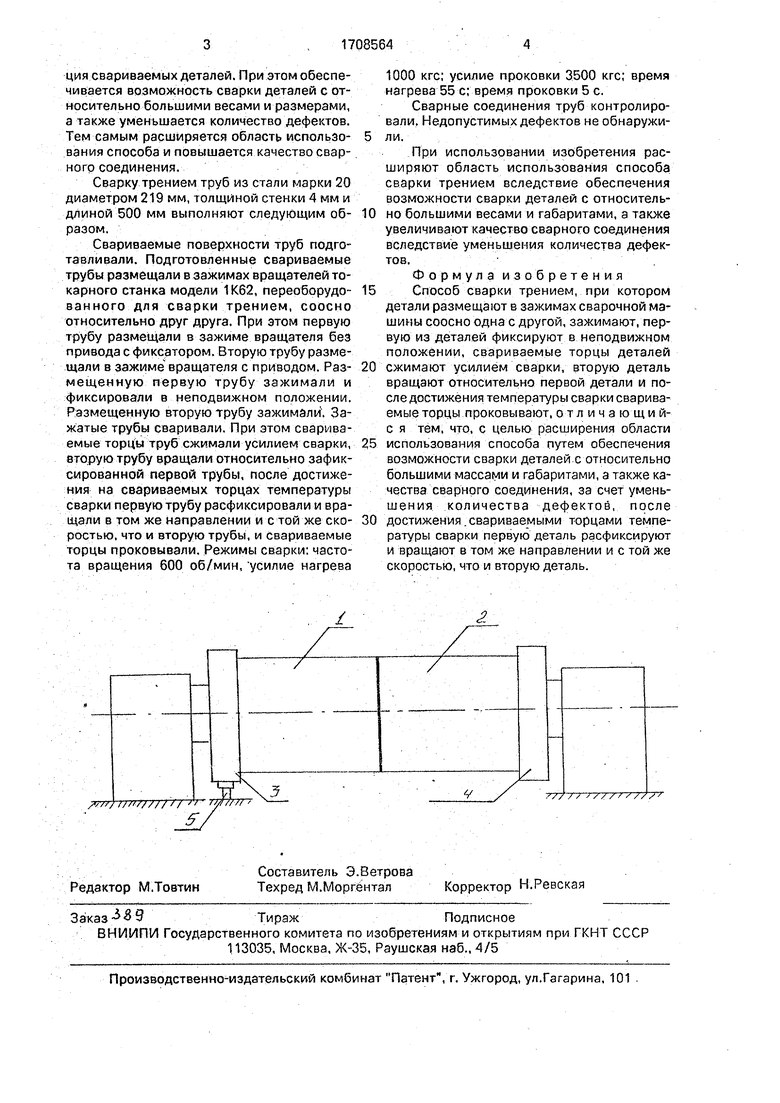
На чертеже показаны свариваемые детали перед сваркой трением.
Техническая сущность изобретения заключается в следующем.
Свариваемые поверхности деталей 1 и 2 подготавливают. Подготовленные свариваемые детали 1 и 2 размещают в зажимах вращателей 3 и 4 машины для сварки трением соосно относительно друг друга. При этом деталь 1 размещают в зажиме вращателя 3 без привода с фиксатором 5, Деталь 2 размещают в зажиме вращателя 4 с приводом. Размещенную деталь 1 зажимают и фиксируют в неподвижном положении. Размещенную деталь 2 зажимают. Зажатые детали 1 и 2 сваривают. При этом свариваемые торцы деталей 1 и 2 вращс1ют относительно зафиксированной детали 1, после достижения на свариваемых торцах температуры сварки деталь 1 расфиксируют и вращают в том же направлении и с той же скоростью. что и деталь 2, и свариваемые торцы проковывают.
Физическая сущность изобретения заключается в следующем.
При использовании изобретения в процессе сварки трением устраняется вибрация свариваемых деталей. При этом обеспечивается возможность сварки деталей с относительно большими весами и размерами, а также уменьшается количество дефектов. Тем самым расширяется область использования способа и повышается качество сварного соединения.
Сварку трением труб из стали марки 20 диаметром 219 мм, толщиной стенки 4 мм и длиной 500 мм выполняют следующим образом.
Свариваемые поверхности труб подготавливали. Подготовленные свариваемые трубы размещали в зажимах вращателей токарного станка модели 1К62, переоборудованного для сварки трением, соосно относительно друг друга. При этом первую трубу размещали в зажиме вращателя без привода с фиксатором. Вторую трубу размещали в зажиме вращателя с приводом. Размещенную первую трубу зажимали и фиксировали в неподвижном положении. Размещенную вторую трубу зажимали . Зажатые трубы сваривали. При этом свариваемые торЦы труб сжимали усилием сварки, вторую трубу вращали относительно зафиксированной первой трубы, после достижения на свариваемых торцах температуры сварки первую трубу расфиксировали и вращали в том же направлении и с той же скоростью. что и вторую трубы, и Свариваемые торцы проковывали. Режимы сварки; частота вращения 600 об/мин, усилие нагрева
1000 кгс; усилие проковки 3500 кгс; время нагрева 55 с; время проковки 5 с.
Сварные соединения труб контролировали. Недопустимых дефектов не обнаружили.
При использовании изобретения расширяют область использования способа сварки трением вследствие обеспечения возможности сварки деталей с относительно большими весами и габаритами, а также увеличивают качество сварного соединения вследствие уменьшения количества дефектов.
Формула изобретения
Способ сварки трением, при котором детали размещают в зажимах сварочной машины соосно одна с другой, зажимают, первую из деталей фиксируют в неподвижном положении, свариваемые торцы деталей сжимают усилием сварки, вторую деталь вращают относительно первой детали и после достижения температуры сварки свариваемые торцы проковывают, от л и ч а ю щ и йс я тем. что, с целью расширения области использования способа путем обеспечения возможности сварки деталей с относительно большими массами и габаритами, а также качества сварного соединения, за счет уменьшения количества дефектов, после достижения.свариваемыми торцами температуры сварки первую деталь расфиксируют и вращают в том же направлении и с той же скоростью, что и вторую деталь.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трением деталей из разнородных металлов | 1989 |
|
SU1764901A1 |
| СПОСОБ СВАРКИ УДЛИНЕННЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2257985C2 |
| УСТРОЙСТВО И СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ | 2008 |
|
RU2385788C2 |
| Устройство для сварки трением | 1981 |
|
SU1006133A1 |
| Способ сварки трением | 1988 |
|
SU1586879A1 |
| Способ сварки трением | 1984 |
|
SU1449285A1 |
| Способ сварки трением | 1988 |
|
SU1613280A1 |
| Машина для ориентированной сварки трением длинномерных изделий из 3-х деталей | 1987 |
|
SU1418018A1 |
| Устройство для сварки трением | 1976 |
|
SU716743A1 |
| Пресс | 1983 |
|
SU1165545A1 |
Изобретение относится к способу сварки трением, преимущественно деталей с относительно большими весами и габаритами. Цель изобретения- расширение области использования способа вследствие обеспечения возможности сварки деталей сотносительно большими весами и габаритами, а также повышение качества сварного соединения вследствие уменьшения количества дефектов. Поверхности деталей подготавливают. Детали размещают в зажимах вращателей сварочной машины соосно относительно друг друга. Первую деталь зажимают и фиксируют в неподвижном положении, ..вторую деталь зажимают. Торцы деталей сжимают усилием сварки. Вторую деталь вращают относительно первой. После достижения на торцах температуры сварки первую деталь расфиксируют и вращают в том же направлении и с той же скоростью, что и вторую деталь, а затем торцы проковывают. Устраняется вибрация деталей. При использовании изобретения расширяется область использования способа и повышается качество сварного соединения, 1 ил.(Л
/
Т
с
/
