Изобретение относится к оборудованию для изготовления строительных изделий.
Цель изобретения - повышение производительности.
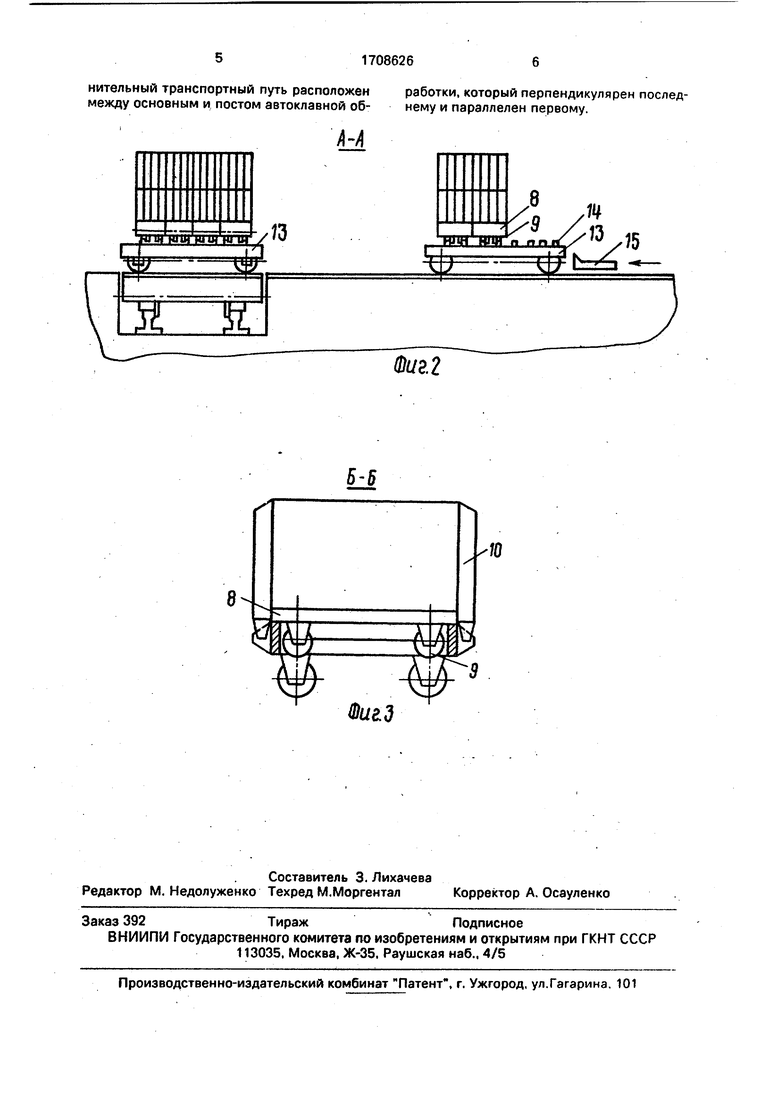
На фиг. 1 изображена конвейерная линия для изготовления ячеистобетонных изделий, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг, 1.
Конвейерная линия для изготовления ячеистобетонных изделий содержит транспортный путь 1, вдоль которого расположены посты заливки и формования ячеистобетонной массы 2. выдержки 3. распалубки 4, резки массива во взаимно перпендикулярных плоскостях 5, снятия горбушки 6, автоклавной обработки 7, формы, состоящие из поддонов 8 с колесами 9 и съемной бортоснастки в виде подвижных в горизонтальной плоскости рам 10 с шарнирно закрепленными продольными и поперечными бортами. Линия снабжена двумя дополнительными транспортными путями 11 и 12. Путь 11 расположен перед постом автоклавной обработки 7 параллельно ему и перпендикулярно пути 1 и оснащен передаточными тележками 13 с поперечными направляющими 14 для установки на них колес 9 поддонов и толкателем 15. Путь 12 расположен параллельно пути 1 и снабжен перекладчиком 16 для съема изделий с поддонов и конвейерами 17 и 18 соответственно для подачи поддонов и изделий. Конвейеры 17 имеют посты чистки 19 и стопировки 20.
Конвейерная линия работает следующим образом.
Форма, установленная на транспортный путь 1, толкателем подается на виброплощадку постЭформования 2,,где происходит заливка смеси и виброформование.- По завершении вспучивания форма с отформованным массивом перемещается на пост распалубки 4. Количество форм подбирается таким образом, чтобы при поступлении их на пост распалубки между виброплощадкой поста формования 2 пластическая прочность массива составляла 150-200 г/см. В зависимости от свойств формуемой смеси и цикла формования число постов выдержки для конкретных условий,может колебаться от 3 до 12. На посту распалубки 4 поддон 8 отделяется от съемной бортоснастки и передается на пост резки 5. На этом посту сначала происходит горизонтальная разрезка массива и снятие горбушки, разрезка массива на изделия в вертикальном направлении. Разрезка во всех направлениях производится колеблющимися струнами. Массив во время разрезки
находится на поддоне 8. Разрезанный массив на поддоне 8 поступает с транспортного пути 1 на передаточные тележки 13. При этом поддон въезжает колесами 9 на поперечные направляющие 14. После заполнения тележек 13 последние по дополнительному пути 11 поступают к злектропередаточной тележке 21 и загружаются в автоклав поста 7, После автоклавной обработки тележки 13 с изделиями на поддонах по пути 11 поступают на путь 12, где снимаются с тележек 13. Перемещаясь по транспортному пути 12, поддоны 8 попадают в зону работы перекладчика 16, который
снимает с них изделия и передает их на конвейер 18, перемещающий готовые изделия на склад готовой продукции для отгрузки. При этом поддоны 8 подаются конвейерами 17 к перекладчику поддонов
22. По пути поддоны проходят пост чистки 19 и стопировки 20. На посту стопировки перекладчик поддонов 22 снимает верхний поддон 8, перекладываемый затем в съемную бортоснастку. которая пербкладчиком 23 снимается с поста распалубки 4 и переносится на транспортный путь 24 для подачи на пост сборки 25 форм. Собранная форма по транспортному пути 24 подается к перекладчику 26, который переносит форму на путь 1. На транспортном пути 1 форма системой толкателей подается на виброплощадку поста формования 2 и затем цикл повторяется.
Конвейерная линия повышает производительность за счет применения массива увеличенного объема, исключения ручных операций при комплектации автоклавных тележек и разгрузке готовой продукции, а также при подаче готовой продукции на
склад.
Ф о р м у л а и 3 о б р е т е н и я Конвейерная линия для изготовления ячеистобетонных изделий, содержащая
транспортный путь для перемещения поддонов, имеющих направляющие опоры, съемную бортооснастку, расположенные в технологической последовательности посты заливки, формования ячеистобетонной
массы, выдержки, распалубки, резки массива и автоплавной обработки, отличающаяся тем, что. с целью повышения производительности, она снабжена двумя дополнительными транспортными путями.
передаточными тележками и толкателями, установленными на первом из них, перекладчиком для съема изделий с поддона, установленным на втором дополнительном транспортном пути, расположенном параллельно основному, при этом первый дополнительный транспортный путь расположен между основным и постом автоклавной обработки, который перпендикулярен последнему и параллелен первому.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ И КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2054996C1 |
| Конвейерная линия для изготовления ячеистобетонных изделий | 1986 |
|
SU1447670A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЯЧЕИСТОГО БЕТОНА И СПОСОБ ПРИГОТОВЛЕНИЯ СЫРЬЕВОЙ СМЕСИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2253567C2 |
| Конвейерная линия для изготовления ячеисто-бетонных изделий | 1988 |
|
SU1680514A2 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2255859C2 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ И КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2392115C1 |
| Конвейерная линия для производства ячеистобетонных изделий | 1974 |
|
SU612792A1 |
| Конвейерная линия для изготовления ячеистобетонных изделий | 1989 |
|
SU1678617A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АВТОКЛАВНОГО ГАЗОБЕТОНА | 2023 |
|
RU2822855C1 |
| Технологическая линия для изготовления строительных изделий | 1981 |
|
SU969526A1 |
Изобретение относится к оборудоватшю . для производства строительных изделий.Цель — повышение производительности. Конвейерная линия для изготовления яче-истобетонных изделий содержит транспортный путь 1 для перемещения поддонов с направляющими и съемной бортоснастки и расположенные в технологической последо- • вательности посты заливки и формования ячеистрбетонной массы 2, выдержки 3, распалубки 4, резки массива 5 и автоклавной обработки 7. Линия снабжена дополнительными транспортными путями 11 и 12, пер- выЛ из которых расположен параллельно посту автоклавной обработки 7 и перпендикулярно пути 1 и служит для заполнения автоклава тележками, второй путь расположен параллельно Пути 1 и служит для перемещения поддонов с готовыми изделиями. Путь 12 снабжен перекладчике^ 16 съема кзделий с поддонов и конвейерами П и 18 для подачи поддона и изделий. 3 ил.Л^2Sфи.к.1300>&о >&
Хо / Фаг2 ig
-ю
X
Фиг.д
| Конвейерная линия для изготовления ячеистобетонных изделий | 1986 |
|
SU1447670A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
