мЙь
Од
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для изготовления ячеисто-бетонных изделий | 1988 |
|
SU1680514A2 |
| КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ И КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2054996C1 |
| Конвейерная линия для изготовления ячеистобетонных изделий | 1989 |
|
SU1708626A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2255859C2 |
| Конвейерная линия для производства ячеистобетонных изделий | 1974 |
|
SU612792A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ И КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2392115C1 |
| Формующий узел технологической линии для изготовления ячеистобетонных изделий | 1979 |
|
SU1000274A1 |
| Форма для изготовления изделий из ячеистого бетона | 1978 |
|
SU770798A1 |
| Технологическая линия для изготовленияячЕиСТОбЕТОННыХ издЕлий | 1979 |
|
SU850387A1 |
| Формующий узел поточной линии попРОизВОдСТВу ячЕиСТОбЕТОННыХ издЕлий | 1979 |
|
SU823134A1 |
Изобретение относится к оборудованию для производства строительных изделий. Цель изобретения - повышение производительности. Линия содержит транспортный путь для перемещения форм, состоящих из поддона и съемной бортоснастки. Съемная борт- оснастка выполнена в виде подвижных в горизонтальной плоскости опорных рам 3 для установки поддонов 2, На рамах 3 шарнирно закреплены продольные 4 и поперечные 5 борта. Л11ния содержит также расположенные в технологической последовательности посты заливки и формования, выдержки распалубки, разрезки и автоклавной обработки. Пост распалубки вьтолнен в виде приводного рольганга 12, контактирующего с направляющими 6 поддона 2, и установлен с возможностьго . вертикального перемещения. Посредством рольганга соединень посты выдержки и резки массива. 4 ил. t, (Л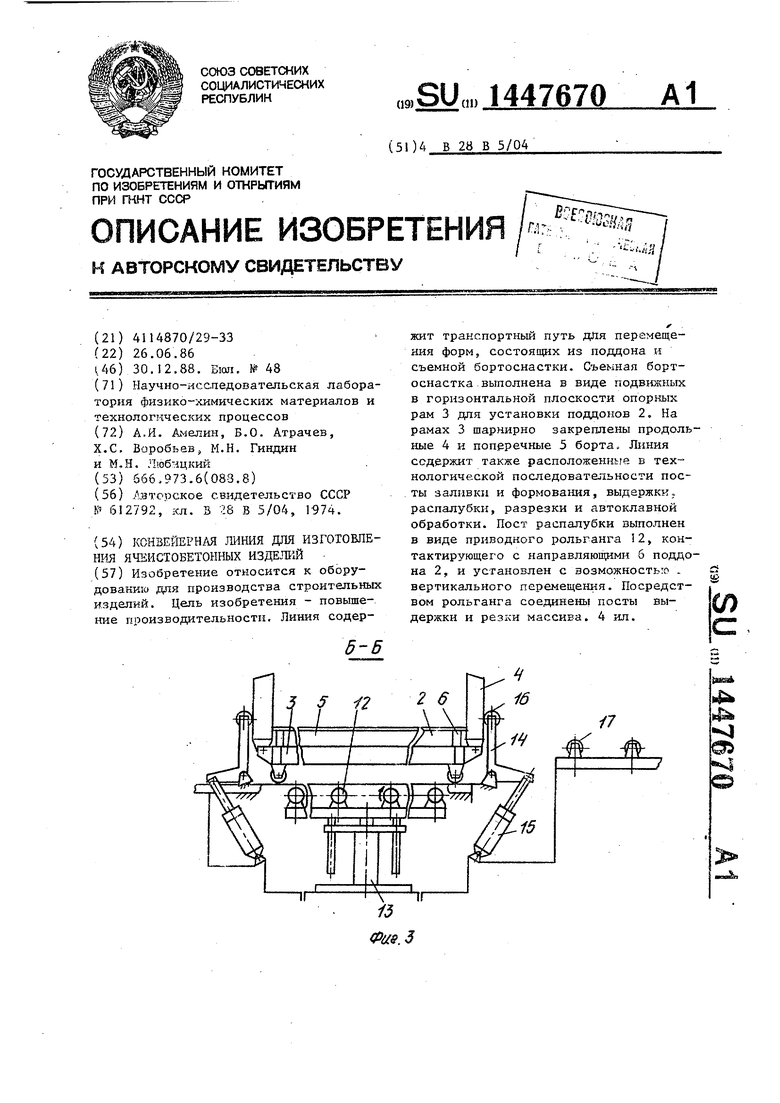
6ff.
Изобретение относится к оборудованию для производства строительных изделий, в частности к конвейерньп линиям для изготовления ячеистобетон- ных изделий.
Цель изобретения - повышение производительности .
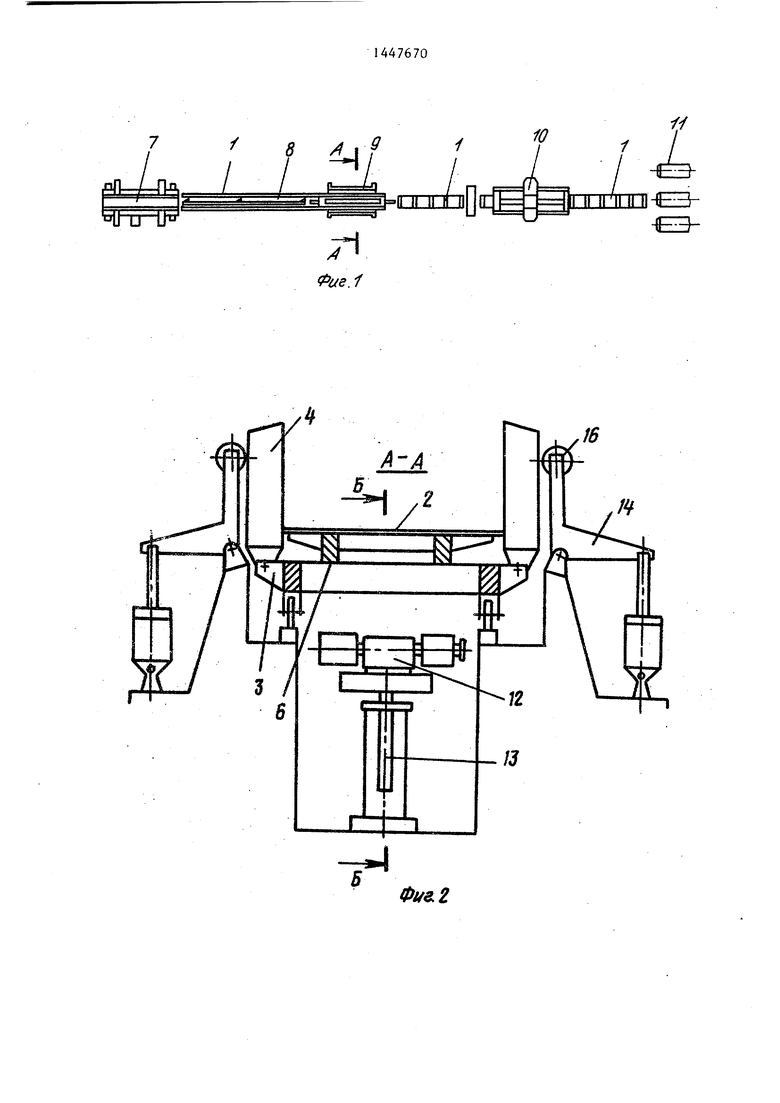
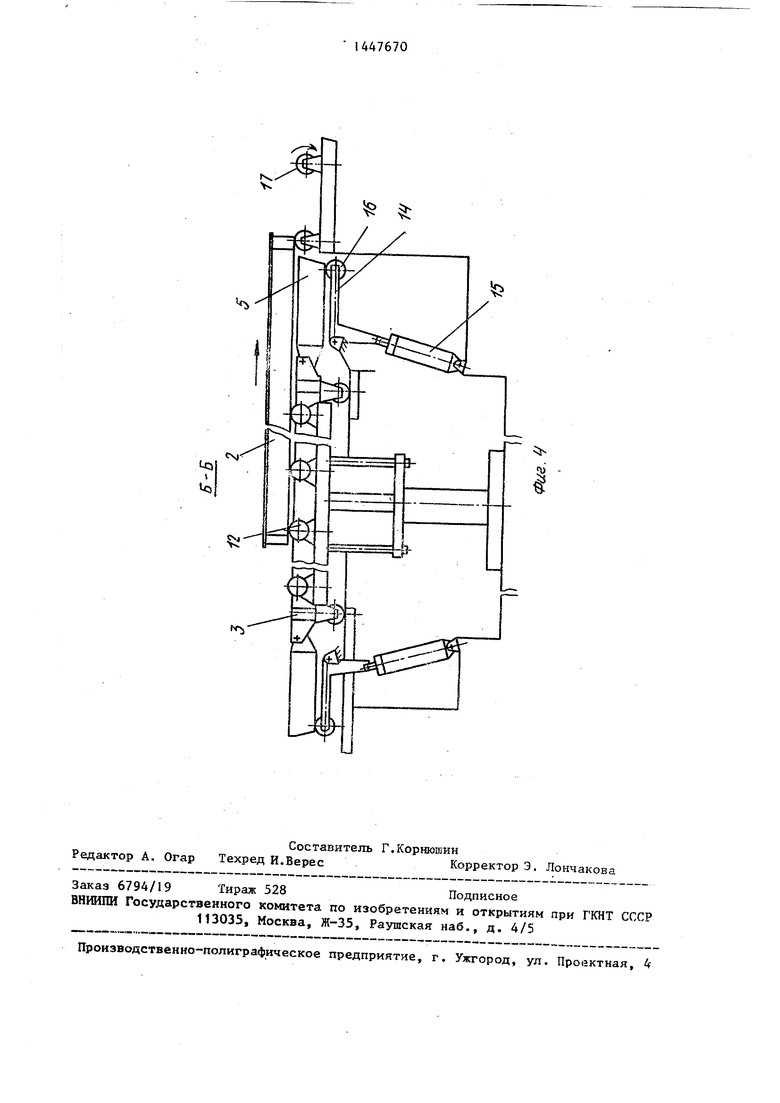
На фиг. 1 показана конвейерная линия, обпщй вид; на фиг. 2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг, 2; на фиг. 4 - то же, при раскрытом положении бортов.
Линия содержит транспортный путь 1 для перемещения форм, состоящих каждая из поддона 2 и съемной борт- оснастки, выполненной в виде опорной рамы 3, на которой шарнирно закреплены продольные 4 и поперечные 5
борта. Поддоны 2 свободно установлены 20 .зается на изделия. После этого подна опорных рамах 3 и имеют нап1)авляю- щие 6. Линия содержит также расположенные в технологической последовательности посты 7-11 заливки и формования ячеистобетонной массы, выдержки, распалубки, разрезки и автоклавной обработки соответственно.
Пост 9 распалубки снабжен приводным рольгангом 12 с механизмом 13 подъема и механизмами раскрытия бортов 4 и 5 формьг. Каждый механизм раскрытия бортов выполнен в виде поворотных рьгаагов 14, приводимых си- ловыг Ш цилиндрами 5 и снабженных роликами I6, контактирующими с бортами форма. Оси шарниров рычагов рас- пoлoжeн горизонтально под опорными рамами 3 для обеспечения раскрытия бортов на 90. Приводной подъемньй рольганг 12 размещен внутри опорной рамы 3 и контактирует прн съёме поддона с его направлякирши 6. Таким образом, ширина рольганга меньше ширшш опорной рамы и его ролики кон тактирзпот с направляющими поддона. На посту 10 разгрузки транспортный путь 1 снабжен приводными роликами 17, расположенными на одном уровне с рольгангом 12 в поднятом положении для передачи поддона 2 с массивом
на посты 10 и II разрезки и автоклавной обработки соответственно.
Линия работает следующим образом.
Форма устанавливается на пост 7 заливки и формования. Производится заливка и формование массива, после чего форма по транспортному пути проходит пост 8 вьщержки и поступает на пост 9 распалубки. Борта.раскрываются с помощью рычагов 14, Рольганг 12, поднимаясь, взаимодействует с направлякяцими 6 поддона 2 и поднимает его над уровнем раскрытых поперечных бортов 5. При включении привода рольганга 12 и роликов 17 поддон перемещают на ролики I7. Далее поддон проходит на пост разрезки, где он фиксируется, а массив разре5
0 р с
0
0
дон расфиксируется и подается на пост II автоклавной обработки. После автоклавной обработки осуществляется разборка массива на изделия, чистка и смазка поддонов, а затем сборка форм и подача их на пост 7 -заливки и формова ия для повторения цикла.
Формула изобретения
Конвейерная линия для изготовления ячеистобетоиных изделий, содержащая транспортный путь для перемещения поддонов с направляющими и съемной бортоснастки и расположенные в технологической последовательности посты заливки и формования ячеистобетонной массы, вьщержки, распалубки, резки массива и автоклавной обработки, отличающаяся тем, что, с цеаью повьштения производительности, съемная бортоснастка вы-.. полнена в виде подвижных в горизонтальной плоскости опорных рам дпя установки подцонов, причем на рамах шарнирно закреплены борта„ а пост распалубки - в виде контактирующего с направляющими поддона рольганга с приводом его вертикального перемещения , посредством которого соединены посты выдержки и резки массивов.
/5
Ф1/г,2
из
t tC5
J
| Конвейерная линия для производства ячеистобетонных изделий | 1974 |
|
SU612792A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
