Изобретение относится к машиностроению и может быть использовано -при термической обработке.
Цель изобретения - повышениедолговечности и улучшение обработываемости резанием.
Детали из стали ООХ12Н8МТЮ закаливали , затем выполняли старение путем разогрева трением поверхности до температуры выше 1, 7i-перё.коде но ниже температуры плавления.
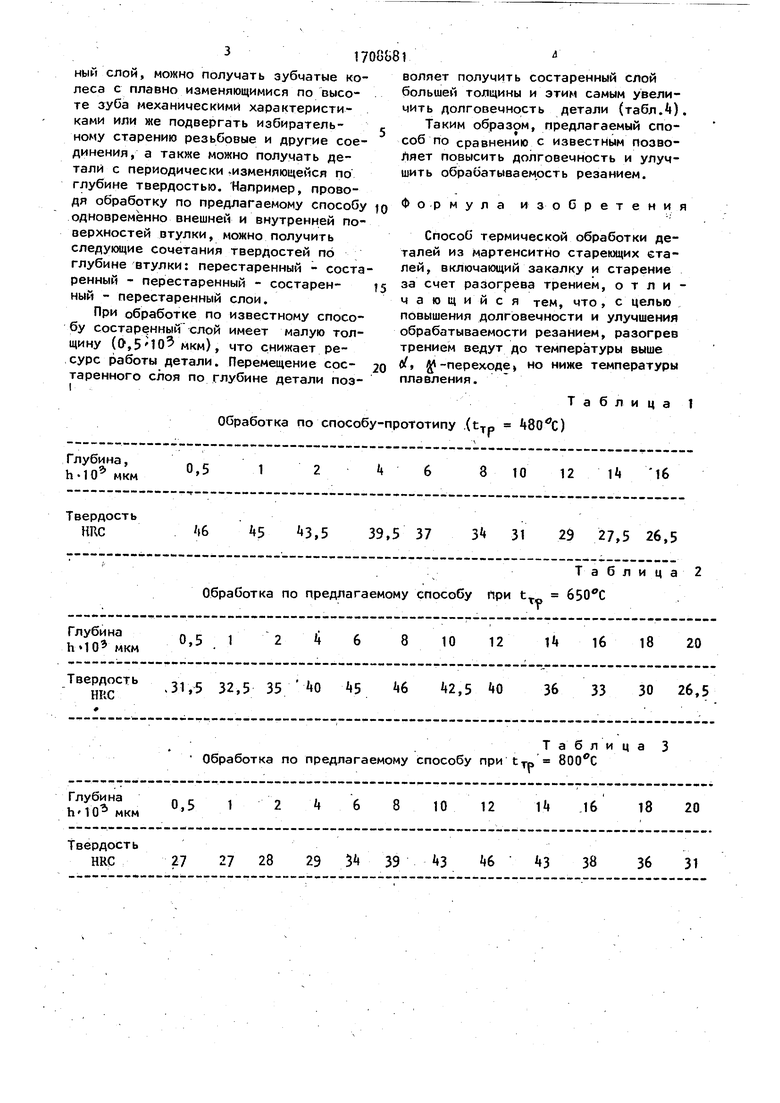
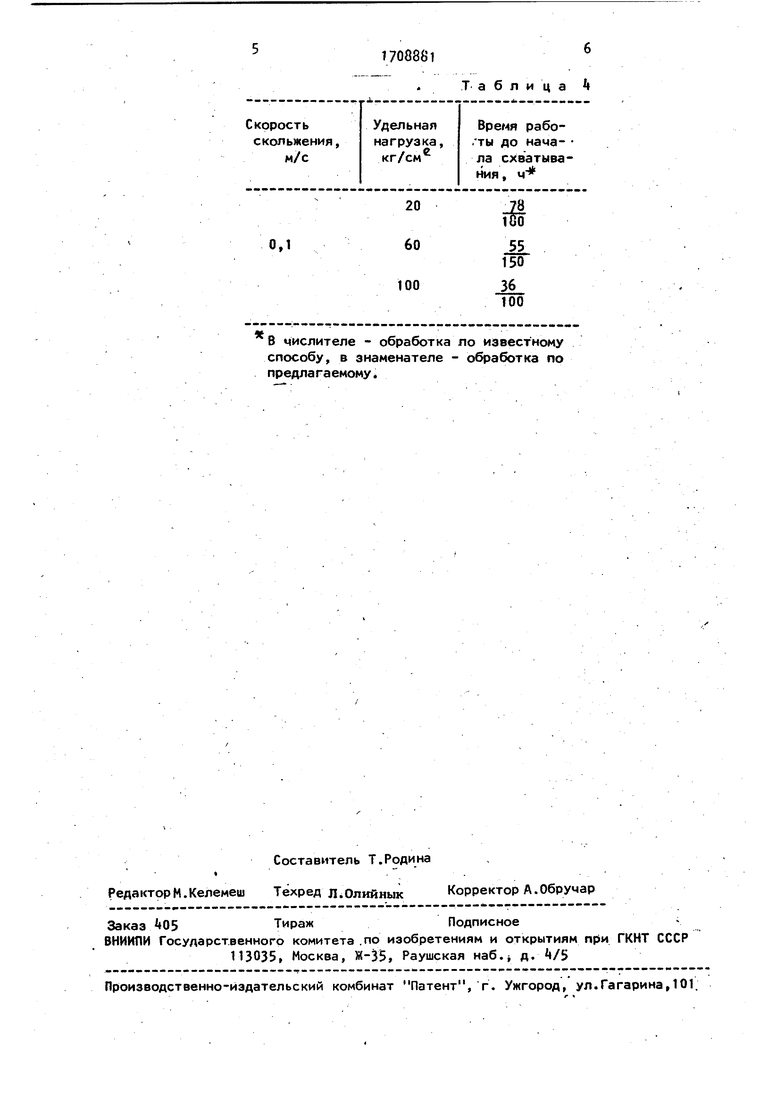
В табл.1, 2, 3 призедены данные твердости в зависимости от глубины обработки для способа-прототипа (табл.) и для предлагаемого способа (табл.2, 3); в тaбл.f - данные по долговечности деталей, обработанных по предлагаемому способу и по способу-прототипу.
Долговечность оценивали на серийной машине трения СМЦ-2 по времени работы узла трения до начала развития схватывания (т.е. после стирания состаренного слоя), которое определяли по возрастанию и скачко образным изменениям момента трения.
Из таблиц видно, что при создании в поверхностном слое температуры трения, равной температуре старения ниже в/, -переход, состаренный слой формируется на поверхности детали твердостью ,- которая уменьшается по глубине детали (табл.1). При температуре трения, равной , вследствие перестаривания получаем мягкий легкообрабатываемый поверхностный слой, состаренный слой смещается вглубь детали. По мере удаления от поверхности твердость возрастает, достигая максимального зна- ; чения «6 HRC на глубине h около 8 мм, а затем уменьшается (табл.2). Увеличение температуры трения до , пр,иводит к дальнейшему перемещению состаренного слоя вглубь детали (табл.3). .При предлагаемом способе обработки внешняя перестаренная поверхность легко поддается механической обработке.
Использование Лредлагаемого способа эффективно для деталей, подвергающихся Ударным и знакопеременным нагрузкам. Например, перемещая состарен317ный слой, можно получать зубчатые колеса с плавно изменяющимися по высоте зуба механическими характеристиками или же подвергать избирательному старению резьбовые и другие соединения, а также можно получать детали с периодически изменяющейся по глубине твердостью. Например, проводя обработку по предлагаемому способу одновременно внешней и внутренней поверхностей втулки, можно получить следующие сочетания твердостей по глубине втулки: перестаренный - соста ренный - перестаренный - состаренный - перестаренный слои. При обработке по известному способу состаренный слой имеет малую толщину (0,5103мкм}, что снижает ресурс работы детали. Перемещение состаренного слоя по глубине детали позь О См- - - - - - - - --. Твердость HRC пГ мкм Твердость пКС У®Г h10 мкм Твердость HRC Обработка по способу-прототипу .(tTp ) -5 V. V 3 О ,2 и -.Г - - - -- -- - -- - - - -- - - - -- - - -------- -.- - - . (6 А5 ,5 39,5 37 3 31 29 27,5 26,5 Обработка по предлагаемому способу При t 0,5 12 4 6 8 10 12 И 16 18 20 - . 31,5 32,5 35 0 5 6 42,5 40 36 33 30 26,5 , Обработка по предлагаемому способу при 0,5 1 2 4 6 В 10 12 14 .16 18 20 , 27 27 28 29 34 39 43 46 43 38 Зб 31 1 воляет получить состаренный слой большей толщины и этим самым увеличить долговечность детали (табл.4). Таким образом, предлагаемый способ по сравнению с известным позволяет повысить долговечность и улучшить обрабатываемость резанием. Формула изобретения Способ термической обработки деталей из мартенситно стареющих еталей, включающий закалку и старение за счет разогрева трением, отличающийся тем, что, с целью повышения долговечности и улучшения обрабатываемости резанием, разогрев трением ведут до температуры выше -переходе но ниже температуры плавления. Таблица 1 Т а б л и ц а 2 Т а б Л И Ц а 3
Таблица 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАРЕНИЯ ЖАРОПРОЧНЫХ СПЛАВОВ | 2005 |
|
RU2366725C2 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2194773C2 |
| Мартенситностареющая нержавеющая сталь | 1983 |
|
SU1165719A1 |
| СТАЛЬ, СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ЗАГОТОВКИ И СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ИЗ ЭТОЙ СТАЛИ | 2009 |
|
RU2496907C2 |
| Способ обработки сопрягаемых деталей из мартенситно-стареющих сталей | 1973 |
|
SU494412A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ИЗ МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2010 |
|
RU2441730C2 |
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННОЙ ТЕПЛОПРОЧНОЙ СТАЛИ | 2015 |
|
RU2606683C1 |
| Способ термической обработки аустенитного дисперсионно-твердеющего сплава | 1982 |
|
SU1142516A1 |
| Способ изготовления тяжелонагруженных шестерен | 1983 |
|
SU1135778A1 |
Изобретение относится к кадши- ностроению, и может быть использовано при термической обработке. Цель повышение долговечности и улучшение обрабатываемости резанием. Деталь из стали 00X12Н8МТЮ закаливают, затем выполн;яют старение путем разогрева поверхности трением до 800*С. k табл. .
В числителе - обработка ло известному способу, в знаменателе - обработка по лредлагаемому
