Изобретение относится к подаче радиодеталей, в частности, к устройствам для ориентированной подачи стержневых деталей, преимущественно в установках для загрузки контактов в гнезда соединителей.
Цель изобретения - повьш1ение производительности и надежности, а также расширение эксплуатационных воз- можностей за счет обеспечения подачи деталей в противоположно ориентиро-. ванных положениях.
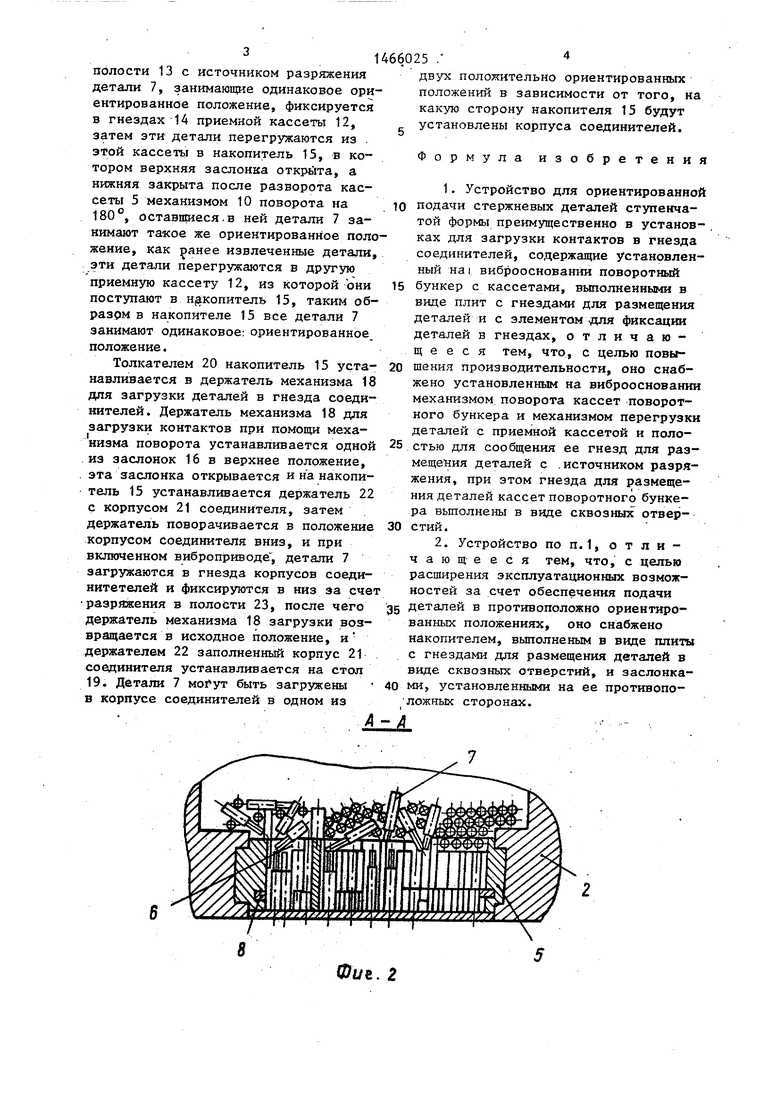
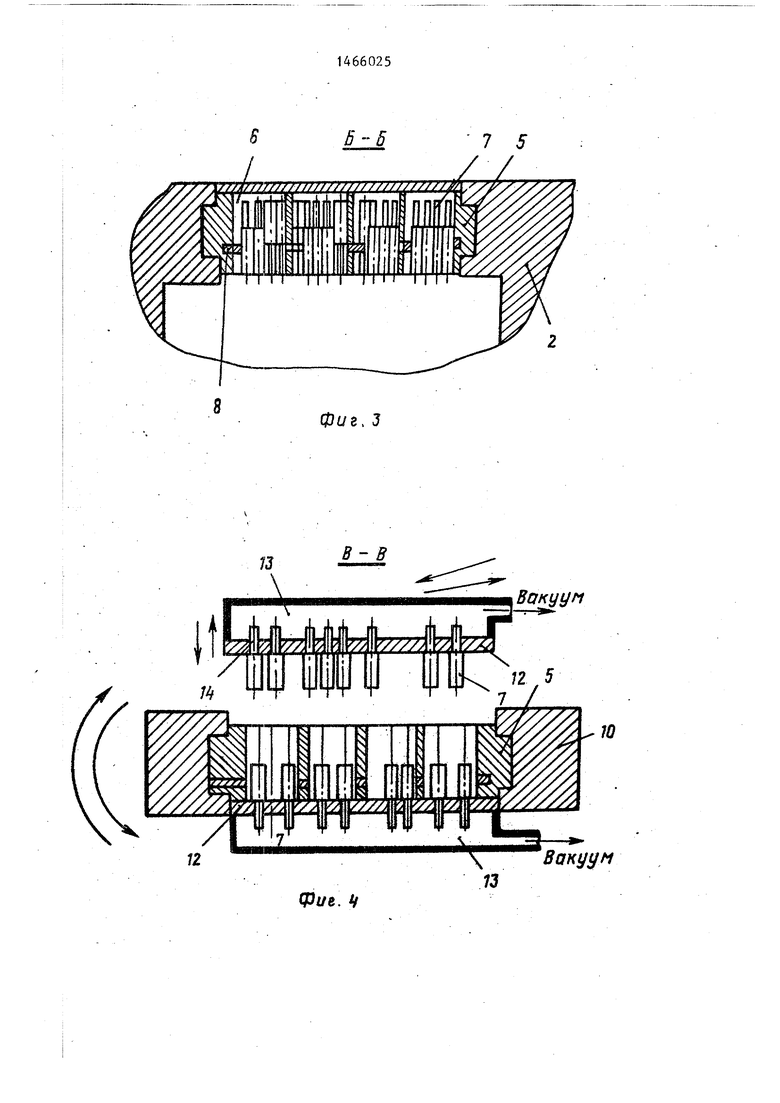
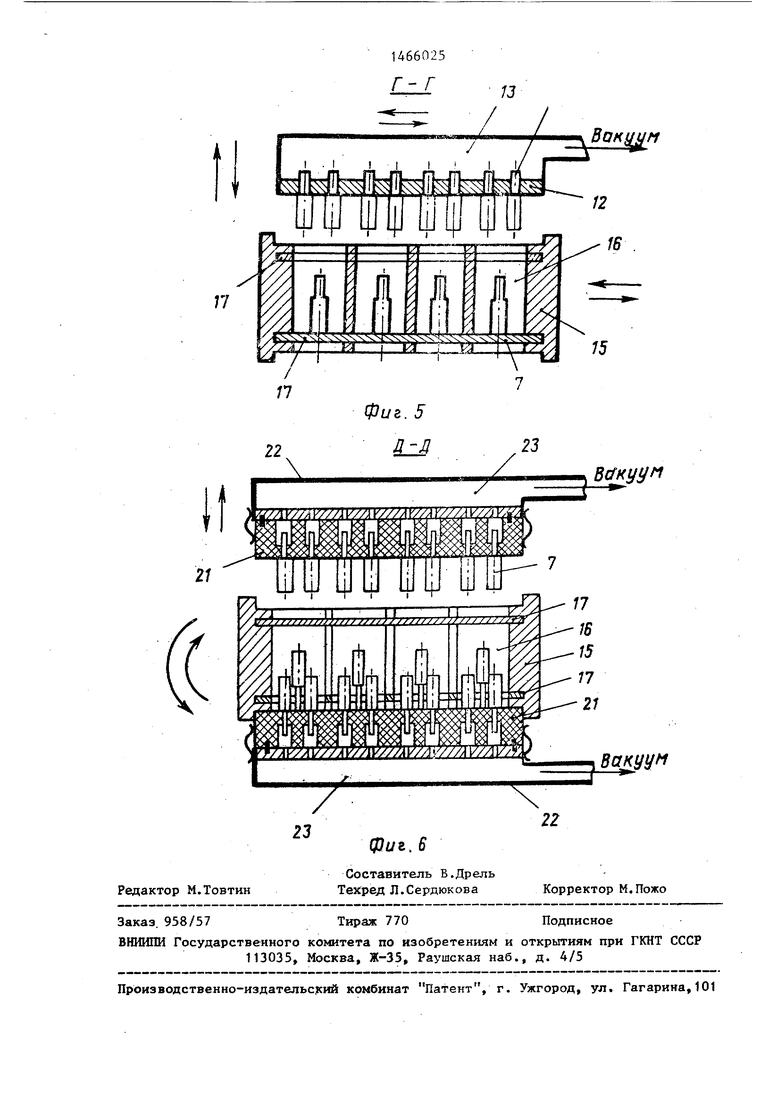
На фиг . 1 показано устройство, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1; н а фиг.5 разрез Г-Г на фиг.1; на фиг.6 - разрез Д-Д на фиг.1.
Устройство для ориентированной подачи стержневых деталей содержит установленный на виброосновании 1, поворотный бункер 2, соединенный с механизмом 3 поворота, под виброоснованием установлен вибратор 4, В поворотном бункере 2 установлены кассеты 5, вьшолненные в виде плит с гнездами 6 для размещения стержневых деталей 7, выполенными в виде сквозных отверстий и элементом 8 для фиксации деталей в гнездах кассеты.
Механизм 9j распололсенный н а виброосновании со стороны, противоположжениях предназначен накопитель -15, вьтолнениый в виде плиты с гнездами 16 для размещения деталей, выполненными в виде сквозных отверстий и с заслонками 17, установленными на противоположных сторонах накопителя 15.
Устройство для ориентированной подачи стержневых деталей используется в составе установки для загрузки контактов в гнезда соединителей, включающей установленный на виброосновании механизм 18 для загрузки контактов в гнезда соединителей, выполненный в виДе поворотного держате ля, напротив которого размещен стол 19 для размещения собранных соединителей. Накопитель 15 размещен на кронштейне виброоснования. Для подачи накопителя 15 в поворотный держатель механизма 18 предназначен толкатель 20. Для обеспечения фиксации деталей 7 в гнездах корпусов 21 сое-. динителей предназначены держатели 22 полостью 23 для сообщения с источником разряжения.
Детали 7 представляют собой стержневые контакты ступенчатой формы, противоположные концы стержней имеют различные размеры.
Устройство работает следующим образом.
Детали 7 эасьтают в поворотный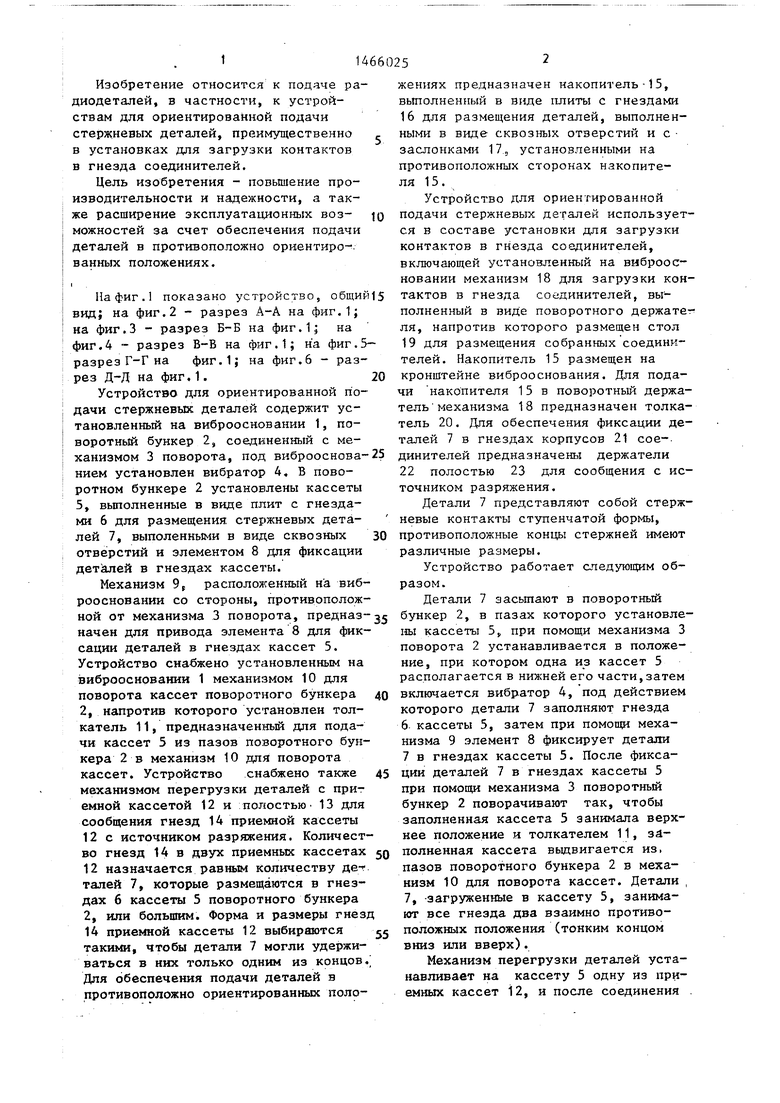
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой ориентации и загрузки деталей | 1987 |
|
SU1458147A1 |
| Устройство для ориентации и загрузки в кассеты разрезных ,упругих, трубчатых изделий | 1986 |
|
SU1466026A1 |
| Устройство для ориентации цилиндрических деталей с вырезом на цилиндрической поверхности | 1984 |
|
SU1176464A1 |
| Устройство для ориентации и загрузки контактов в гнезде колодки соединителя | 1978 |
|
SU748601A1 |
| Устройство для сборки и контактной сварки деталей | 1978 |
|
SU770696A1 |
| Устройство для загрузки стержневых деталей в кассеты | 1974 |
|
SU559302A1 |
| Устройство для групповой ориентированной загрузки радиодеталей, преимущественно в технологическую кассету | 1989 |
|
SU1709572A1 |
| Устройство для ориентации и загрузки деталей в гнезда кассеты | 1987 |
|
SU1436158A1 |
| Устройство для групповой ориентированной загрузки деталей в кассету | 1988 |
|
SU1653202A1 |
| Устройство для групповой загрузки деталей | 1978 |
|
SU753595A1 |
Изобретение может быть использовано для ориентированной подачи стержневых радиодеталей в установках для загрузки контактов в гнезда соединителей (С). Устройство имеет пово- .ротный бункер (ПБ) 2 с механизмом 3 поворота и вибратором 4. В ПБ 2 размещены кассеты (К) 5 в виде плит с гнездами для стержневых деталей и элементами их фиксации в гнездах. ,4 Толкатель 11 предназначен для подачи К 5 из пазов ПБ 2 в механизм 10 поворота К. Устройство имеет также механизм перегрузки деталей с приемной К 12 и полостью для сообщения гнезд приемной К 12 с источником разряжения. Количество гнезд в двух приемных К 12 или больше количества деталей, размещенных в гнездах К 5. Для обеспечения подачи деталей в противоположно ориентированных положениях .предназначененакопитель 15 в виде плиты с гнездами для деталей, выполненными в виде отверстий, и заслонками, установленными на противоположных сторонах накопителя. Уст-. ройство используется в установке для загрузки контактов в гнезда С, включающей механизм 18 для загрузки контактов в гнезда С, вьшолненный в виде поворотного держателя, и стол 19 для размещения собранных С. Устройство высокопроизводительно и надежно в работе. 1з.п. ф-лы, 6 ил. с (Л Фиг
ной от механизма 3 поворота, предназ- бункер 2, в пазах которого установле начен для привода элемента 8 для фиксации деталей в гнездах кассет 5. Устройство снабжено установленным на тэиброосновании 1 механизмом 10 для поворота кассет поворотного бункера 40 2, напротив которого установлен толкатель 11, предназначенный для подачи кассет 5 из пазов поворотного бункера 2 в механизм 10 для поворота кассет. Устройство снабжено также 45 механизмом перегрузки деталей с приг емкой кассетой 12 и полостью 13 для сообщения гнезд 14 приемной кассеты 12с источником разряжения. Количество гнезд 14 в двух приемных кассетах 50 12 назначается равным количеству де-г талей 7, которые размещаются в гнездах б кассеты 5 поворотного бункера 2, или большим. Форма и размеры гнезд 14 приемной кассеты 12 выбиршотся такими, чтобы детали 7 могли удерживаться в них только одним из концов. Для обеспечения подачи деталей в противоположно ориентированных полога) кассеты 5, при помощи механизма 3 поворота 2 устанавливается в положение, при котором одна из кассет 5 располагается в нижней его части,затем включается вибратор 4, под действием которого детали 7 заполняют гнезда
6кассеты 5, затем при помощи механизма 9 элемент 8 фиксирует детали
7в гнездах кассеты 5. После фиксации деталей 7 в гнездах кассеты 5 при помощи механизма 3 поворотный бункер 2 поворачивают так, чтобы заполненная кассета 5 занимала верхнее положение и толкателем 11, заполненная кассета вьщвигается из, пазов поворотного бункера 2 в механизм 10 для поворота кассет. Детали , 7, загруженные в кассету 5, занимают все гнезда два взаимно противоположных положения (тонким концом вниз или вверх).
Механизм перегрузки деталей устанавливает на кассету 5 одну из приемных кассет 12, и после соединения
бункер 2, в пазах которого установле
га) кассеты 5, при помощи механизма 3 поворота 2 устанавливается в положение, при котором одна из кассет 5 располагается в нижней его части,затем включается вибратор 4, под действием которого детали 7 заполняют гнезда
6кассеты 5, затем при помощи механизма 9 элемент 8 фиксирует детали
7в гнездах кассеты 5. После фиксации деталей 7 в гнездах кассеты 5 при помощи механизма 3 поворотный бункер 2 поворачивают так, чтобы заполненная кассета 5 занимала верхнее положение и толкателем 11, заполненная кассета вьщвигается из, пазов поворотного бункера 2 в механизм 10 для поворота кассет. Детали 7, загруженные в кассету 5, занимают все гнезда два взаимно противоположных положения (тонким концом вниз или вверх).
Механизм перегрузки деталей устанавливает на кассету 5 одну из приемных кассет 12, и после соединения
полости 13 с источником разряжения детали 7, занимающие одинаковое ориентированное положение, фиксируется в гнездах 1А приемной кассеты 12, затем эти детали перегружаются из . этой кассеть в накопитель 15, в котором верхняя заслонка открь1та, а нижняя закрыта после разворота кассеты 5 механизмом 10 поворота на 180 , оставпюеся.в ней детали 7 занимают такое же ориентированное положение, как ранее извлеченные детали, эти детали перегружаются в другую приемную кассету 12, из которой поступают в накопитель 15, таким образом в накопителе 15 все детали 7 занимают одинаковое; ориентированное положение.
Толкателем 20 накопитель 15 устанавливается в держатель механизма 18 для загрузки деталей в гнезда соединителей. Держатель механизма 18 для загрузки контактов при помощи механизма поворота устанавливается одной из заслонок 16 в верхнее положение, эта заслонка открывается и на накопитель 15 устанавливается держатель 22 с корпусом 21 соединителя, затем держатель поворачивается в положение корпусом соединителя вниз, и при включенном виброприводе , детали 7 загружаются в гнезда корпусов соеди- нитетелей и фиксируются в низ за счет разряжения в полости 23, после чего держатель механизма 18 загрузки возвращается в исходное положение, и держателем 22 заполненный корпус 21 соединителя устанавливается на стол 19. Детали 7 моГут быть загружеш в корпусе соединителей в одном из
1
Фиъ. 2
1466025
двух полояительно ориентированных положений в зависимости от того, на какую сторону накопителя 15 будут установлены корпуса соединителей.
Формула изобретения
щ е е с я тем, что, с целью повы25
30
шения производительности, оно снабжено установленным на виброосновани механизмом поворота кассет поворотного бункера и механизмом перегрузк деталей с приемной кассетой и полостью для сообщения ее гнезд для размещения деталей с .источником разряжения, при этом гнезда для размещения деталей кассет поворотного бункера выполнены в виде сквозных отверстий.
35 деталей в противоположно ориентированных положениях, оно снабжено накопителем, выполненым в ввде плиты . с гнездами для размещения деталей в виде сквозных отверстий, и заслонка40 ми, установленньми на ее противопо- ложных сторонах.
AZ.A
3
фиг. 3
В- В
фуе t/
7 5
Вакууп
Ю
SOKyt/fi
13
21
т
Редактор М.Товтин
фиг.6
Составитель Б.Дрель Техред Л. Сердюков а
Вак1щп
Шууп
: If--иШ Ш liJ
I РГЯ
17
Вакуум
Корректор М.Пожо
| Устройство для групповой загрузки деталей | 1973 |
|
SU450699A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
