Изобретение относится к оборудованию для изготовления и сборки ребристых нагревателей и может быть использовансГ при изготовлении нагревательных элементов отопительных конвекторов.
Цель изобретения - повышение производительности за счет автоматизации технологического процесса.
На фиг. 1 изображена линия, вид сверху; на фиг. 2 - р;азрез А-А на фиг. 1 (позиции кассетирования и дорнования); на фиг, 3 вид Б на фиг. 1; на фиг, 4 - вид В на фигГ2; на фиг 5 - разрез Г-Г на фиг. 4; на фиг. 6 механизмвыгрузки в двух, проекциях; на фиг. 7 - механизм шаговой подачи пластйй; на фиг 8 - ребристый нагреватель.Автоматическая линия для сборки ребристых нагревателей содержит (фиг, 1) рулонницу 1, правильно разматывающее устройство 2, механизм 3 подачи ленты.
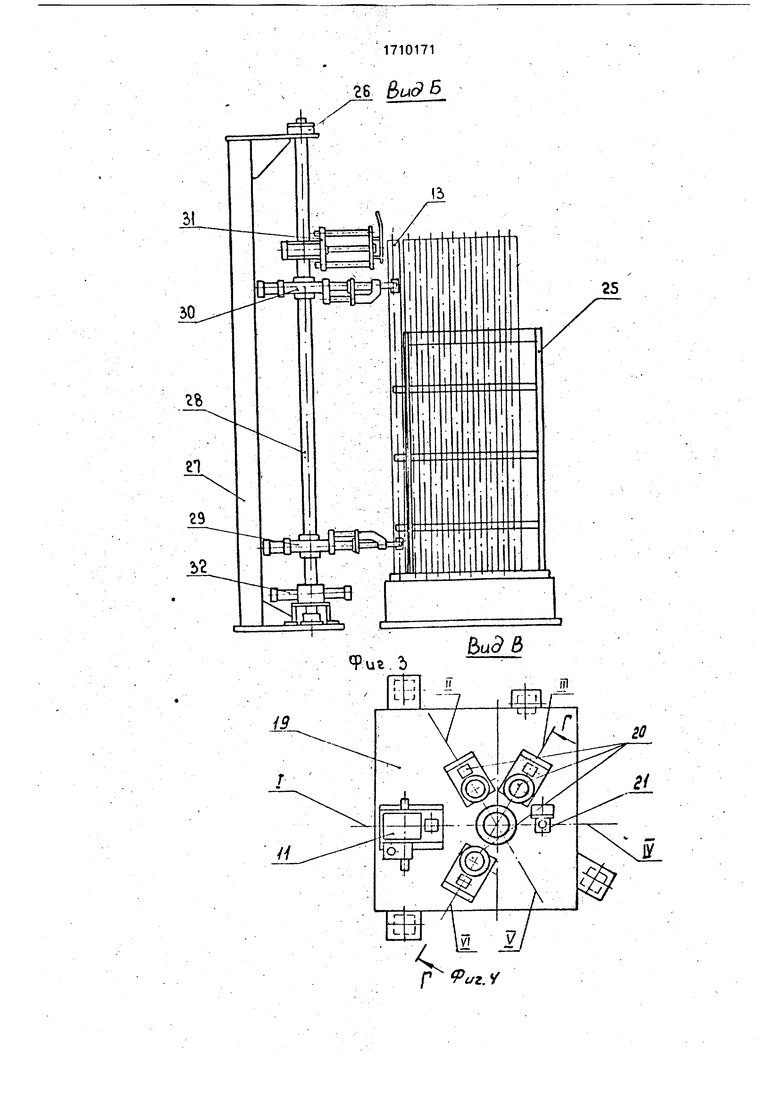
пресс 4 со штампом для пробивки и отбортовки отверстий и отрезки пластин-5, механизм перемещения кассет, выполненный в виде шестипозиционной карусели 6, вокруг которой стационарно в технологической последовательности расположены; на позиции I механизм 7 шаговой подачи пластин 5 в кассету 8, связанный тягой 9 с механизмом 3 подачи ленты и карданным валом 10 с приводом 11 шагового подъема (фиг. 2) кассеты 8, на позиции III механизм 12 загрузки труб 13, на позиции tV механизм 14 дорнования, на позиции V механизм 15 выгрузки нагревателя 16, между позициями {и II механизм 17 фиксации, между позициями III и IV привод 18 поворота карусели 6, при этом над каруселью 6 размещена неподвижная платформа 19 (фиг, 4), на которой находятся: на позиции I привод 11 шагового подъема кассеты 8, на Позициях II, III и VI приводы 20
перемещения кассеты 8, на позиции IV верхний механизм 21 фиксации карусели 6, на позиции VI устройство 22 для чистки (фиг. 5) кассеты 8.
На каждой позиции карусели 6 размещена кассета 8, выполненная с возможностью вертикального перемещения от приводов 11 и 20, расположенных на платформе 19.
Кассета 8 представляет собой вертикально расположенный жестк й пакет плиток с различной толщиной и конфигурацией (не показано), обеспечивающих заданный шаг пластин 5 нагревателя 16, ориентированный прием и удержание их в кассете. Часть плиток кассеты 8 выполнена подвижной с пружинным возвратом для возможности ввода захватов при выгрузке нагревателя 16 на позиции V.
Кассета смонтирована на трех направляющих скалках 23, закрепленных на карусели 6, по которым она может перемещаться в вертикальном направлении от ходового винта 24 {фиг. 1 и 2).
Механизм 12 загрузки (фиг. 1 и 3)1редйазначен для поштучной подачи труб 13 на позицию сборки их с пластинами 5 в кассете 8 и состоит из двух основных узлов: магазииа25 с трубами 13 и манипулятора 26, Магазин 25 предназначен для накопления, транспортирования, хранения в вертикальном положении и поштучной подачи труб 13 в зону захвата их манипулятором 26, представляющим собой стойку 27 с вертикальным валом 28 в подшипниках, на котором смонтированы нижняя 29, верхняя рука 30 и узел 31 поджима пластин 5.
Вертикальный вал 28 имеет привод 32 поворота для перемещения рук 29 и 30 с трубами 13 от магазина 25 к позиции сборки и обратно бе,з труб. Между позициями III и IV расположена сменная копирная планка
33(фиг. 1 и 2) для установки за анного вылета концов труб ребристого нагревателя 1б.
Механизм 14 дорнования (фиг. 1 и 2) представляет собой вертикальную станину
34с размещенными на ней двумя вертикальными направляющими скалками 35, по которым с помощью гидроцилиндров 36 может перемещаться каретка 37 с закрепленными на ней дорнами 38.
Механизм 15 выгрузки (фиг. 1 и 6) нагревателей 16 состоит из стойки 39, прворотный рамы 40 и цилиндра 41 поворота. На поворотной раме 40 смонтирована подвижная каретка 42 с двумя вертикальными поворотными осями 43, на которых в определенном порядке расположены плоские захваты 44.
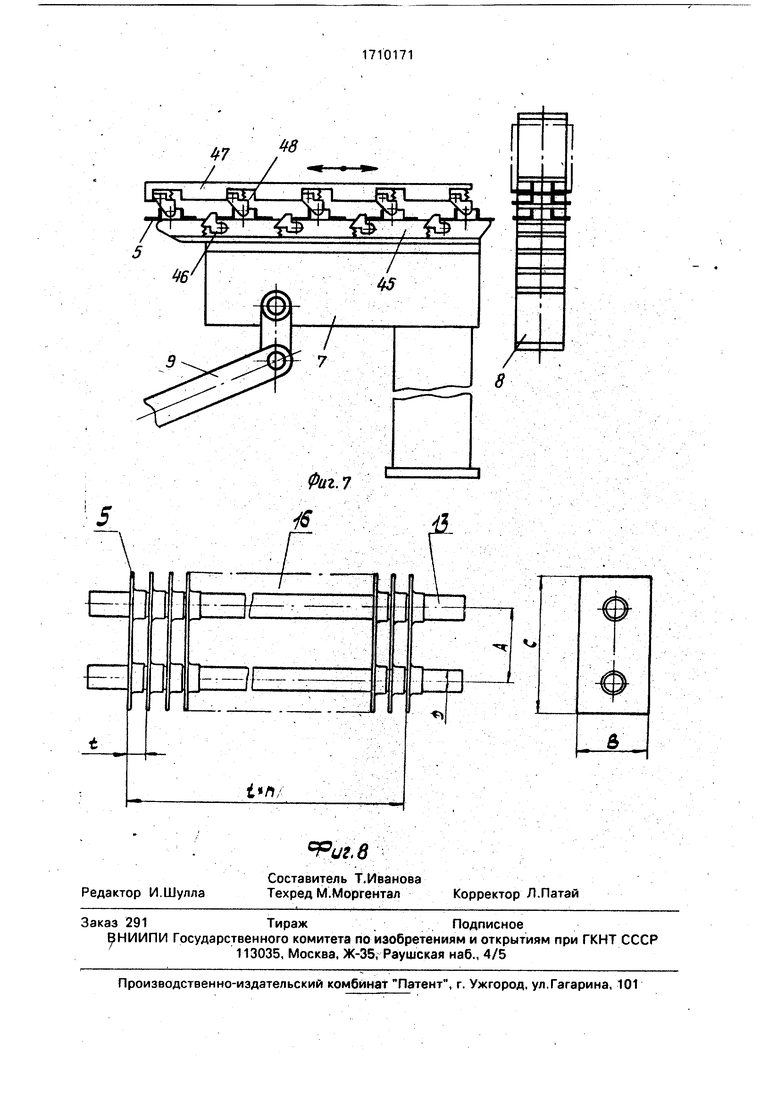
Механизм 7 шаговой подачи пластин (фиг. 1, 2 и 8) представляет собой редуктор, на корпусе которого закреплены неподвижные направляющие планки 45 с подпружиненными собачками 46 для предотвращения сдвига назад пластин 5 и подвижный, кинематически связанный с редуктором, челнок 47 с подпружиненными собачками 48 для шаговой подачи пластин 5 в кассету 8.
0 Линия работает следующим образом.
Металлическая лента из рулонницы 1 через правильно разматывающее устройство 2 и механизм 3 подачи ленты поступает в пресс 4 со штампом, который пробивает,
5 отбортовывает в ней отверстия и отрезает пластины 5, которые попадают в механизм 7 шаговой подачи, кинематически связанный с механизмом 3 подачи ленты тягой 9. Пластины 5 захватываются собачками
0 48 челнока 47, который совершает возвратно-поступательные движения. При каждом движении челнока 47 вперед собачки 48 перемещают пластины 5 вперед на определенный шаг. Пластины 5, перемещаясь вперед
5 по направляющим планкам 45, утапливают собачки 46, проходят над ними и устанавливаются так, чтобы собачки 46 выскочили обратно сзади пластин 5. При этом первая по ходу движения пластина 5 подается собачками 48 в кассету 8 (позиция I). При обратном ходе челнока 47 сдвиг пластин 5 назад предотвращается собачками 46, при этом кассета 8 через карданный вал 10, привод 11 шагового подьема и ходовой винт 24 совершает поступательное движение вверх на величину шага сборки.
После набора заданного количества пластин 5 в кассете 8 пресс 4 и механизм 3 подачи ленты отключаются, подача пластин
0 5 в кассету 8 и движение самой кассеты прекращаются. Далее следует поворот карусели 6 на 60°. Кассета 8 перемещается каруселью на позицию 1 - установка уровня сборки, где кассеты 8 устанавливаются на
5 уровень, соответствующий длине трубы собираемого типоразмера ребристого нагревателя, для чего включается привод 20 перемещения, и от ходового винта 24 кассета перемещается на заданный уровень.
0 Поворотом карусели кассета перемещается на позицию III - сборка пластин с трубами, где механизм 12 загрузки подает трубы 13 на позицию сборки. Для этого из исходного положения руки 29 и 30 манипулятора 26 выдвигаются вперед, захватывают трубы 13 в магазине 25 и возвращаются с ними в исходное положение. Вертикальный вал 28 от привода 32 поворота перемещает руки 29 и 30 с трубами 13 в положение напротив кассеты 8. Руки выдвигаются вперед и подают трубы под кассету, при этом нижние концы труб устанавливаются на копирную планку 33. Одновременно выдвигается вперед и узел 31 поджима, выравнивая пластины 5 в кассете 8. От привода 20 перемещения кассеты движутся вниз - начинается сборка пластин 5 с трубами 13. По мере движения кассеты вниз производится отжим труб 13 и отвод в исходное положение сначала верхней руки 30, а перед окончанием сборки и нижней руки 29.
После окончания сбор1ки отводится в исходное положение и узел 31 прижима. Затем вертикальный вал 28 с 29 и 30 и узлом 31 прижима от привода 32 поворачивается в сторону магазина 25, в котором в это время на позицию захвата подается очередная пара труб 13. На этом цикл сборки заканчивается.
Карусель 6 перемещает кассету 8 с пластинами 5 и трубами 13 на позицию IV дорнование, при этом нижние концы труб 13 скользят rto копирной планке 33, которая обеспечивает заданную величину вылета концов труб 13 из оребрения для собираемого типа нагревателя 16. На этой позиции механизм 14 дорнования производит фиксацию собранных пластин 5 на трубах 13. для чего при помощи гидроцилиндров 36 и каретки 37 дорны 38 движением вниз вводятся внутрь труб 13, производя дорнование (раздачу) труб, что обеспечивает плотную посадку пластин 5 на трубах 13. После дорнования каретка 37 с дорнами 38 возвращается в верхнее положение.
Следующим поворотом карусель 6 перемещает кассету 8 с готовым нагревателем 16 на позицию V его выгрузки. Поворотная рама 40 механизма 15 выгрузки цилиндром 41 поворачивается на осях стойки 39 до упора в кассету 8. Подвижная каретка 42 перемещается вперед, вводя сведенные плоские захваты 44 в кассету 8 между нагревателя и выталкивая этими захватами подвижные кассеты.
Захваты 44 поворотом вертикальных осей 43 разводятся и захватывают трубы нагревателя 16. Подвижная каретка 42 перемещается назад, извлекая нагреватель 16 из кассеты 8. при этом подвижные кассеты под действием пружин возвращаются в исходное положение. Затем цилиндр 41 поворота отводит раму 40 от кассеты 8.
Поворотом вертикальных осей 43 захваты 44 сводятся, освобождая нагреватель 16, который при помощи других механизмов(не показаны) передается на последующие технологические операций.
Очередным поворотом карусель 6 перемещает кассету 8 на позицию VI - установка
уровня кассетирования, где с помощью привода 20 перемещения кассета 8 устанавливается на заданный уровень кассетирования в зависимости от типоразмера нагревателя 16. При этом в процессе перемещения внутрь кассеты вводится устройство 22 для чистки, которое счищает с задних кромок плиток кассеты 8 образовав шуюся за время шестипозиционного цикла 0 работы кассеты грязь.
Следунэщим поворотом карусель перемещает кассету 8 на позицию I - кассетирование, где после окончания поворота и фиксации карусели 6 включаются в работу
5 пресс 4 со штампом и механизм 7 шаговой подачи. Цикл сборки нагревателя 16 повторяется,
Каждый очередной поворот карусели производится после выполнения всех технологических операций на шести позициях линии и совершается в следующей последовательности: механизмы 17 и 21 фиксации расфиксируют карусель 6, привод 18 поворота поворачивает ее на 60°, перемещая
5 кассеты 8 на следующие позиции, механизмы 17 и 21 фиксации фиксиру от карусель в новом положении, затем работа линии продолжается.
Переналадка линии на другой типоразмер нагревателя производится поворотом переключателя на пульте управления (не показан), при этом только на позиции III загрузка труб необходимо вручную установить положение верхней руки 30 и узла 31
5 прижима в соответствии о собираемым типоразмером нагревателя, а также, при необходимости установить соответствующую сменную копирную планку 33. Остальные механизмы работают автоматически по заданной программе для данного типоразмера нагревателя.
Формула изобретения Автоматическая линия для сборки ребристых нагревателей, содер)15ащая установленные на основании механизм подачи ленты, пресс со штампом для пробивки и отрезки пластин, накопитель для труб, механизм для сборки пластин с трубами, включающий кассеты для пластин, отличающая0 с я тем, что, с целью повышения производительности за счет автоматизации технологического процесса, она снабжена механизмом перемещения кассет для пластин, выполненным в виде установленной с возможностью поворота вокруг своей оси
5 относительно плоскости основания карусели с закрепленными на ней с возможностью регулировочного перемещения перпендикулярно оси подачи кассетами, расположенными вокруг карусели в технологической
последовательности кинематически связанным с механизмом подачи ленты механизмом шаговой подачи пластин в кассету, кинематически связанным с последним приводом шагового подъема кассеты, механизмом установки уровня сборки нагревателей, механизмом загрузки труб, выполненным в виде установленного hia основании с возможностью взаимодействия с накопителем для труб и механизмом сборки пластин с трубами манипулятора, механизмом дорнования труб со смонтированными на нем с возможностью перемещения перпендикулярно к оси подачи дорнами, механизмом выгрузки нагревателей, выполненным в виде установленной с возможностью ограниченного поворота относительно плоскости основания рамы, расположенной на последней с возможностью перемещения вдоль оси подачи каретки с захватами для нагревателей и устройством для очистки кассеты.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки изделий, преимущественно оснований корпусов интегральных схем, в кассеты | 1989 |
|
SU1762431A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100170C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК | 1971 |
|
SU303207A1 |
| Автомат для сборки радиаторов | 1982 |
|
SU1042944A1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| Классификатор полупроводниковых приборов | 1975 |
|
SU565338A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| Устройство для сборки модулей | 1979 |
|
SU873309A1 |
| Устройство для групповой сборки и пайки | 1987 |
|
SU1433666A1 |
| Загрузочно-разгрузочное устройство | 1988 |
|
SU1698159A1 |


Изобретение относится к обработке металлов давлением, а именно к сбрркетёпло- обменников. Цель изобретения - повышение производительности за счет,ав- томатизации технологического процесса^Линия содержит расположенные в технологической последовательности механизм 3 подачи ленты, пресс 4 для пробивки, обрезки и отбортовки пластин. Остальные механизмы линии размещены вокруг механизма переме4цения кассеты 8, выполненного в ви- дё установленной на основании с возможностью поворота относительно ее плоскости карусели. На позиции I расположен механизм шаговой подачи пластин в кассету 8, кинематически связанный с механизмом подачи ленты; на позиции II - привод перемещения кассеты: на позиции III - механизм 12 загрузки труб 13 и механизм сборки пластин с трубами; на позиции IV - механизм 14 дорнования труб; на позиции V- механизм 15 выгрузки готового изделия; на позиции VI - устройство для чистки кассеты 8. 8 ил.СОG
19
26
25
ЬиЭ&
Фиг. Ъ
ш
,f;::
, ..;it::.t.
,c-: - - ,..-,
.- i.Ji
:c.- 3
суг
tula
/
1/г.5
ц
3
,
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
