концом шарнирно связана с сортветствующим роликом 4, а другим посредством резьбового соединения - с соответствующей тайкой 10, при этом наружные поверхности гаек 10 и внутренние поверхности основания 11 и крышки 12 выполнены цилиндрическими для обеспечения возможности наклона тяГ 9 при регулировании и наладке штампа, а части 7 и 7а матрицы сприливом 14 и пазом 15, через который пропущен закрепленный в р олике 4 болт 16. 4 могут буть выполнены также составными.
Штамп работает следующим образом.
В исходном положении вер1хняя плита 1 с пуансоном 2 находится в крайнем верхнем положении. Внижне блоке 3 разъемная матрица занимает крайнее нижнее положение. При этом каждая ее часть 7 и 7а расположена своей ответной опорной повер хностью на цилиндрической поверхйости соответствующего рОлика 4. выталхиватель 13 занимает исходное нижнее положение. В таком положении штампа части 7 и 7а сомкнуты rio плоскости разъема матрицы. После укладки заготовки в штамповую полость сомкнутой разъемной матрицы производится штайповка под действием хода пуаНсона 2. По окончании щтамповки и подъема плиты 1 выталкиватель 13, воздействуя на разъемную матрицу, приподнимает ее части 7 и 7а, что приводитг одновремейно к их скольжению по цилиндрической поверхности роликов 4. В зтом положении поковка удаляется из штампа После опускания выталкивателя 13 части 7 и 7а вновь занимают исходное положение под действием силы тяжести.
Регулировка штампа ПРОИЗВОДИТСЯ вращением регулировочных гаек 10, обеспечивающим проворот через тяги 9 роликов 4, что п ри наличии зксцентриситета е обусловливает поднятие (или опускание) сомкнутой по плоскости разьема разъемной матрицы, которое требуется для достижения заданной закрытой высоты штампа. Вращением гаек 10 дотигается также изменение положения плоскости разъема разъемнЬй матрицы, что необходимо, для совмещения зтой плоскости с вертикальной плоскостьйэ штампа (пуансона 2) или наоборот относительного смещения, либо выравнивание по высоте положения частей 7 и 7а. Такие регудироаанйе и наладка позволяют повысить качество лйтампованнмх поковок за счет
точного установления закрытой высоты, положения плоскости разъема и вырав:нива нИя по высоте о1бёих частей матрицы.:
Предлага1емый штамп обеспечивает также получение качественных пОковок, геометрический центр формы которых не совпадает с точкой приложения равнодействующей усилия штамповки.
Ф ормула и зобретения
1. Штамп для объемной штамповки, содержащий верхнюю плйТу с пуансоном и нижний блок, в корпусе которого размещена разъемная матрица и два симметрично расположенных относительно оси матрицы
ролика для е0 запИрания, установленные опорными цапфами в корпусе с возможностью поворота относительно своих продЪльных осей, о т л и ч а ю щи йс я тем, что. с целью повышения Точности получаемых поковбк, он снабжен механизмом регулирования положения продолььГых осей роликов относительно оси матрицы, а ролики выполнены с зксцёнтрично расположенными относительно их продольных осей цапфами.
2. Штамп пр П.1, о Т л и ча ю щ и и ся тем, что механизм регулирования положения продольных осей роликов выполнен в виде двух тяг и регулировочных гаек, установленных на корпусе нижнего блока и зафиксированных от осевого перемещения, при зтом каждая из тяг одним концом шарНИрно.связана с соответствующим роликом, а другим связана посредством резьбового соединения с соответствующей регулировочной гайкой.
Фаг.1 
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячей штамповки | 1986 |
|
SU1368100A1 |
| Штамп для объемной штамповки | 1988 |
|
SU1532176A1 |
| Штамп для безоблойной штамповки | 1985 |
|
SU1299695A2 |
| Штамп для объемного деформирования | 1989 |
|
SU1704895A1 |
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1992 |
|
RU2057613C1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| ШТАМП С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ ДЛЯ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 2013 |
|
RU2550067C1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| Штамп для безоблойной штамповки | 1975 |
|
SU562368A1 |
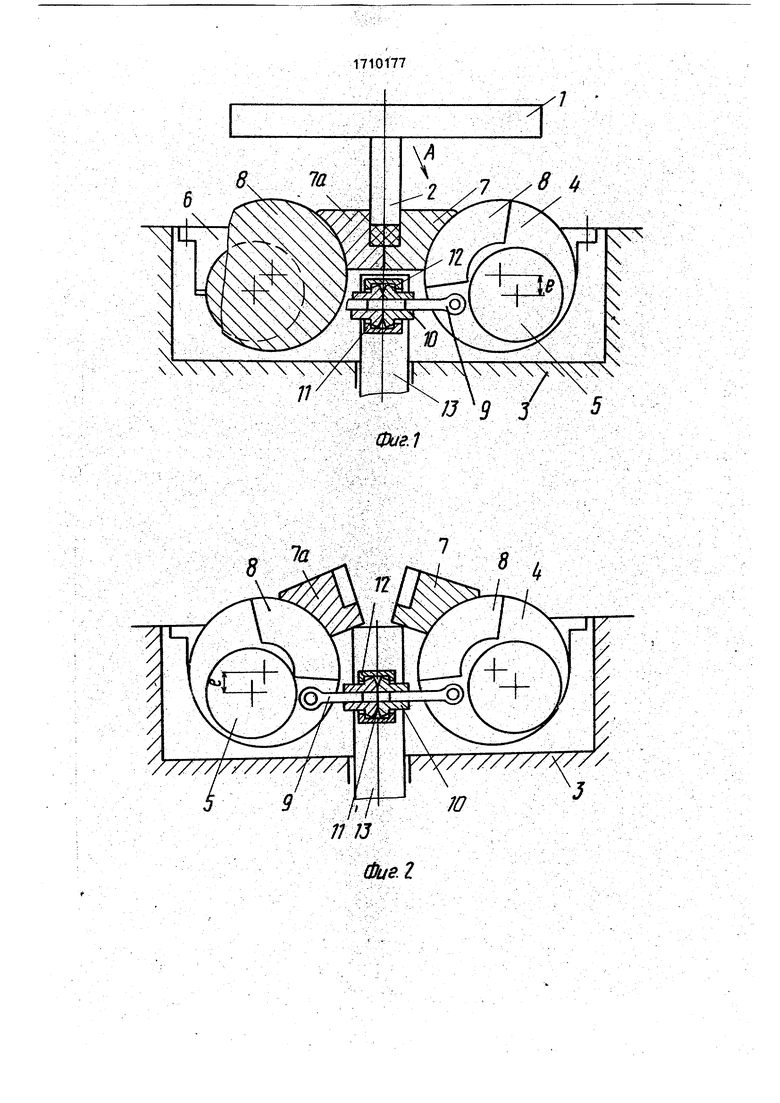

Изобретение относится к обработке металлов давлением, в частности к изготов;п[^ нию поковок в штампах с разъем;ной матрицей, и может быть использовано в качестве инструментальной оснастки пресса в различных отраслях народного хозяйства. Цель изобретения - повышение точности по;;учаемых поковок. Для достижения поставленной цели штамп, содержащий верхнюю плиту с пуансоном и нижний блок, в корпусе которого размещёнь! разъемнаяматрица и два симметрично расположенных относительно оси матрицы ролика для ее запирания, установленных опорными цапфами в корпусе с возможностью поворота относительно своих продольных осей, снаб^ жен механизмом регулирования положения этих осей относительно оси Матрицы, а ролики выполнень! с эксцентрично расположенными относительно их продо^льных осей цапфами. При этом механизм регулирования выполнен в виде двух тЯг и двух регулировочных гаек, установленных на корпусе нижнего блока и зафиксированных от рсево- го перемещения^ причем каждая из тяг одним концом шарнирно связана с соответствующим роликом, а ApF^M связана посредством резьбового соединения с соответствующей регулировочной гайкой. Изменением положения продольных осейг роликов достигается регулировка закрытой высоты штампа, выставление матрицы по оси штампа либо наоборот со смещением в зависимости от требований, обусловленных конфигурацией поковки. 1 з.п. ф-лы, 4 ил.Изобретение относится к обработке металлов давлением и может быть использовано в качестве инструментальной оснастки в различных отраслях народного хозяйства.Цель изобретения - повышение точности получаемых поковок.<•На фиг.1 показан штамп, общий вид, продольное сечение; на фиг.2 - то же (без верхней части), в конечный момент выталки' ванИя; на фиг.З - вид А на фиг.1; на фиг.4 - сечение Б-Б на фигЗ.Штамп состоит из верхней плиты 1, на которой закреплен пуансон 2, нижнего блока 3. двух параллельных роликов 4, установленных своими эксцентрично расположенными относительно,продоль-Ных осей цапфами 5 в гнездах корпуса нижнего блока 3 с помощью крышек 6. Штамп содержит разъемную матрицу, состоящую из двух частей 7 и 7а, установлеьныхсвоими .ответными опорными поверхностями на цилиндрических поверхностях соответствую-; щих роликов 4, например, с помощью, секторов 8. контактирующих с их уступами и механизм регулирования положения продольных осей роликов 4. выполненный в виде двух тяг 9 и зафиксированных от осевого перемещения регулировочных гаек 10. например, расположённых в корпусе, состоящем из основания 11 и крышки |2 и закрепленном на нижнем блоке 3, а также выталкиватель 13. Каждая из тяг 9 однимV4 О3
///////////////Л I / I
/ / //P
;; /j
Фи8.1
Buo A
мы
ФигЛ
/s
J5
/-
15
| ШТАМП ДЛЯ ШТАМПОВКИ ПОКОВОК ВЫДАВЛИВАНИЕМ | 0 |
|
SU202700A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
