(54) ЭЛЕКТЮД-ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической обработки пазов и устройство для его осуществления | 1976 |
|
SU740466A1 |
| СПОСОБ ДВУХСТАДИЙНОЙ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2023 |
|
RU2809818C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 1992 |
|
RU2086367C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| Устройство для электролитно - плазменной обработки металлических изделий | 2018 |
|
RU2681239C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1991 |
|
RU2028885C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
Изобретение относится к электрохимической размерной обработке металлов и может быть использовано при обработке деталей любой конфигурации с внутренними и наружными открытыми поверхностями.
Наиболее близким к предлагаемому является электрод-инструмент, имеющий наклонные рабочие поверхности для обработки фасонных отверстий. Электролит из центрального отверстии злектрода-инструмента поступает в межэлектродный промежуток через каналы, перпендикулярные к его рабочей поверхности и соединенные с центральным отверстием. Из межэлектродного промежутка обработанный электролит удаляется в одном направлении 11.
Недостатком описанного электрода-инструмента является то, что при перпендикулярной подаче электролита в межэлектродный промежуток, обработанная поверхность получается с больщой шероховатостью из-за образования на поверхности детали небольших углублений в местах удара струи электролита. Кроме того, при обработке указанным электродом-инструментом из-за относительно большого o6v
ема газа в его формообразующей части (электролит с газом удаляется из межзлектродного промежутка в одном направлении) при обычных давлениях электролита (15-18 кгс/см): не удается уменьшить межэлектроднь1Й зазор, поэтому производительность и точность обработки получаются сравнительно низкими.
Цель изобретения - повышение производительности, точности обработки и уменьшение шероховатости.
10
Поставленная цель достигается тем, что в электроде-инструменте для электрохимической обработки внутренних и наружных поверхностей деталей с наклонными рабочими поверхностями и каналами подачи электролита в меж15электродный промежуток, каналы расположены лучеобразно с центром, находящимся на оси электрода-инструмента в плоскости, перпендикулярной этой оси и делящей образующую электрода-инструмента на две равные части.
20
Предложенная конструкция электрода-ииструмента с каналами подачи электролита в зону обработки под определенными углами способствует лучшему обтеканию электролита
390
в межэлектродном промежутке, чем исключается его кавитация, в результате чего обработанная поверхность получается с меньшей шероховатостью. Кроме того, лучеобразное расположение каналов для подачи электролита способствует вытеканию электролита из межэлектродного промежутка по обеим направлениям продольной оси электрода-инструмента. При этом вдвое уменьшается удельный объем газа в формообразующей части электрода-инструмен та при одной и той же величине технологического тока. Уменьшение объема газа в промежутке позволяет вести процесс обработки в меньших межэлектродных зазорах, п результате чего повышается производительность, точность обработки и уменьшается шероховатость поверхности.
Предложенная конструкция электрода-инструмента позволяет также осуществлять про- десс электрохимического калибрования отверстий и наружной поверхности деталей без создания уплотнений между торцами обрабатываемой детали и планшайбы вращающегося или he вращающегося шпинделя электрохимическоto станка.
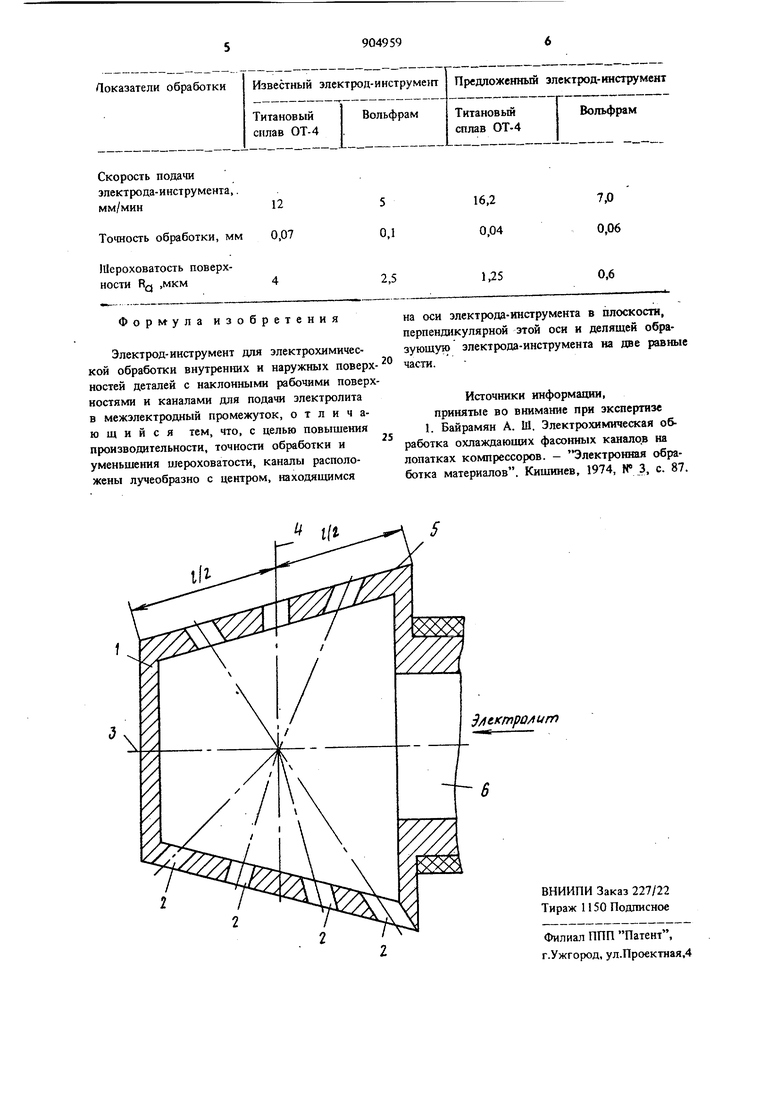
На чертеже изображена рабочая часть электрода-инструмента для злектрохимического калибрования циливдрических отверстий.
На рабочей части электрода-инструмента 1 выполнены лучеобразно расположенные каналы 2 для подачи электролита в межэлектродОбрабатьтаемьш материал Титан Электролит, г/лКС Напряжение на электрода, В 17 Давление электролита, кгс/см 16 Температура электролита, °С 40 Результаты обработки приводятся в таблице. Как видно из таблицы, скорость подачи при обработке предложенным электродоминструментом по сравнению с известным как для титанового ОТ-4, так и вольфрама увеличивается на 1,35-1,4 раза, точность обработки с 0,07 и 0.1 мм до 0,04 и 0,06 мм .
ный промежуток, центр которых находится на оси электрода-инструмента 3, в плоскости 4, перпендикулярной оси и делящей образующую 5 на две равные части. Электролит из центрального отверстия электрода-инструмента 6 через каналы 2 для подачи электролита поступает в межэлектродный промежуток под определенными углами.
В лаборатории электрохимической обработки вращающимся инструментом изготавливают электрод-инструмент для калибрования цилиндрических отверстий деталей диаметром 55 мм, длиной 150 мм. В электроде-инструменте каналы для подачи электролита в зону обработки диаметром 2,5 мм располагаются лучеобразно с центром, находящимся на оси элект$эода-инструменга в плоскости, перпендикулярной этой оси и делящей образующую электрода-инструмента на две равные части. Размеры рабочей поверхности электрода-инструмента: большой диаметр усеченного конуса 54,7 мм, угол наклона 9°30, высота 15 мм.
В. лабораторных условиях проводят сравнительные испытания известного и предложенного электродов-инструментов при .калибровании деталей из титановых сплавов ОТ-4 и вольфрама с предварительным отверстием диаметром 50 мм. Обработка производится на электрохимическом горизонтальном станке мод. 4412 при следующих условиях и режимах процесса: Вольфрам сплав ОТ-4 NaOH 120 соответственно, шероховатость поверхности уменьшается на титановом сплаве ОТ-4 от RQ 4 мкм до Rq 1,25 мкм, на вольфраме от RQ 2,5 мкм до RQ 0,6 МКМ. Годовой экономический эффект от использования предложенного электрода-инструмента ,на одном электрохимическом станке составит более 60 тыс.руб.
