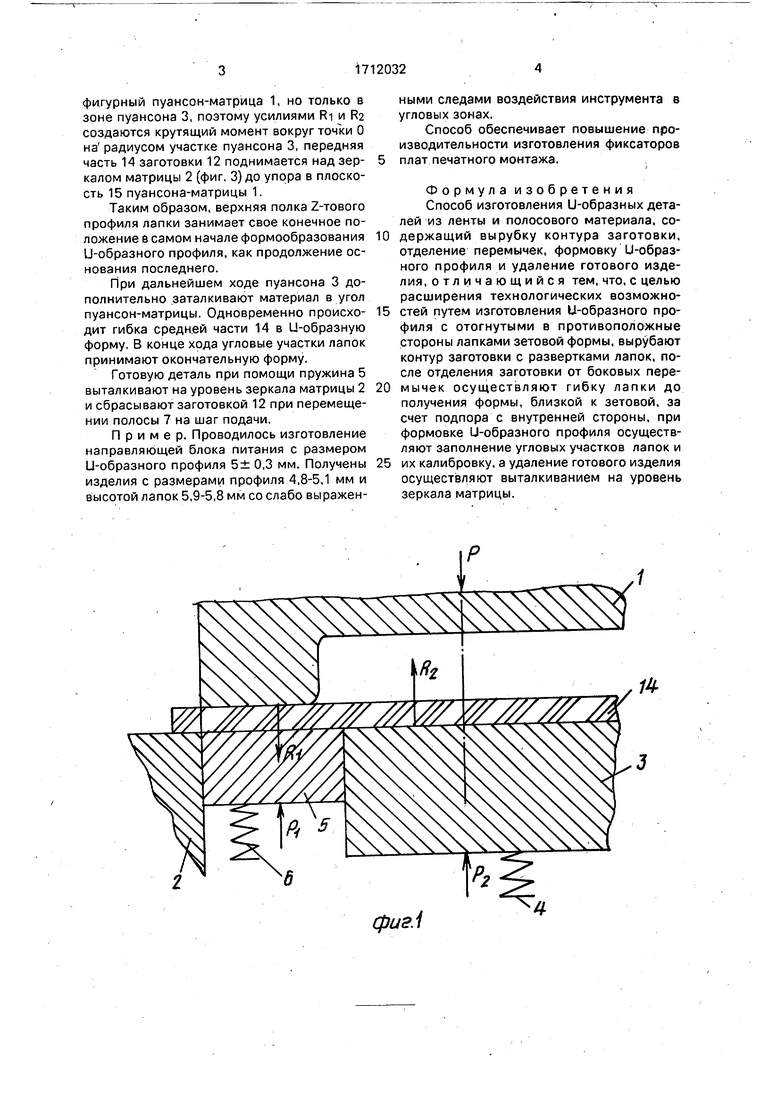
фигурный пуансон-матрица 1, но только в зоне пуансона 3, поэтому усилиями RI и Ra создаются крутящий момент вокруг точки О на радиусом участке пуансона 3, передняя часть 14 заготовки 12 поднимается над зеркалом матрицы 2 (фиг. 3) до упора в плоскость 15 пуансона-матрицы 1.
Таким образом, верхняя полка Z-тового профиля лапки занимает свое конечное положение в самом начале формообразования U-образного профиля, как продолжение основания последнего.
При дальнейшем ходе пуансона 3 дополнительно .заталкивают материал в угол пуансон-матрицы. Одновременно происходит гибка средней части 14 в U-образную форму. В конце хода угловые участки лапок принимают окончательную форму.
Готовую деталь при помощи пружина 5 выталкивают на уровень зеркала матрицы 2 и сбрасывают заготовкой 12 при перемещении полосы 7 на шаг подачи.
Пример. Проводилось изготовление направляющей блока Питания с размером и-образного профиля 5± 0,3 мм. Получены изделия с размерами профиля 4,8-5,1 мм и высотой лапок 5,9-5,8 мм со слабо выраженными следами воздействия инструмента в угловых зонах.
Способ обеспечивает повышение производительности изготовления фиксаторов плат печатного монтажа.
Формула и зобретения Способ изготовления U-образных деталей из ленты и полосового материала, содержащий вырубку контура заготовки, отделение перемычек, формовку U-образного профиля и удаление готового изделия, о тл и чающийся тем, что, с целью расширения технологических возможностей путем изготовления U-образного профиля с отогнутыми в противоположные стороны лапками зетовой формы, вырубают контур заготовки с развертками лапок, после отделения заготовки от боковых перемычек осуществляют гибку лапки до получения формы, близкой к зетовой, за счет подпора с внутренней стороны, при формовке и-образного профиля осуществляют заполнение угловых участков лапок и их калибровку, а удаление готового изделия осуществляют выталкиванием на уровень зеркала матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления из металлической полосы декоративных цепочек | 1980 |
|
SU927389A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2013 |
|
RU2542052C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Последовательный штамп для изготовления деталей с отогнутыми элементами | 1986 |
|
SU1344466A1 |
| Способ изготовления электрического соединителя | 1989 |
|
SU1720112A1 |
| ПОВОРОТНЫЙ ПЕРЕКЛЮЧАТЕЛЬ В ОСОБЕННОСТИ ДЛЯ БЫТОВОГО ПРИБОРА | 2005 |
|
RU2388095C2 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВКИ ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2295414C1 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
| Штамп совмещенного действия для вырубки и гибки заготовок из полосового материала | 1979 |
|
SU871911A1 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении направляющихприменяемь1х для монтажа электротехнического оборудования, в частности плат печатного монтажа ЭВМ. Цель изобретения - расширение технологических возможностей путем изготовления Ll-образного профиля с отогнутыми в противоположные стороны лапками (Л) зетовой формы. Заготовку из ленты вырубают с учетом разверток Л, а после отделения от перемычек предварительно гнут Л с помощью подпружиненного гибочного пуансона и с подпором от прижима, а затем при выполнении U-образ- ного профиля окончательно формируют зетовую форму и калибруют Л. Способ характеризуется высокой производительностью. 3 ил.СОсИзобретение относится к обработке металлов давлением и может быть использова-. -но при изготовлении направляющих , применяемых для монтажа электротехнического оборудования,в частности плат печатного монтажа ЭВМ.Целью изобретения является расширение технологических возможностей путем изготовления деталей U-образного профиля лапками зетовой формы, отогнутыми в противоположную сторону.На фиг. 1 изображена заготовка перед отделением перемычки; на фиг. 2 - то же, в- конце предварительной гибки лапок; на фиг. 3 - раскрой полосы и готовая деталь.Способ осуществляется на последовательном штампе, имеющем на последнем переходе инструмент, выполненный в виде пуансон-матрицы 1, отрезной матрицы 2 и гибочного пуансона 3, установленного на пружинах 4 и прижиме 5, установленного напружине 6, причем жесткость пружины 6 значительно меньше, чем жесткость пружины 4.Полосы 1 или ленты подают в рабочую зону штампа до ножевого упора (не показан). На первом по ходу технологического процесса переходе полосу обрезают шаговыми ножами 8 до размеров, достаточных для образования боковых перемычек в полосе. На втором переходе пробивают отверстия 9 и вырезают перемычку 10 между заготовками. На третьем переходе пробивкой отверстий 11 заканчивают вырубку развертки заготовки 12 с лапками. На последнем переходе пуансоном-матрицей 1 отделяют концы от лапок от боковых перемычек 13.В момент отделения от ленты 1 на заготовку 12 будут воздействовать снизу подпружиненные усилиями PI jyi PI прижим 5 и пуансон 3, сверху - нагруженный усилием РГОо со го
фи$.
0 7
гГ
ф11г.2
87
7/ 0 9
| Дурандин М | |||
| М | |||
| и др | |||
| Штампы для холодной штамповки плоских деталей, альбом конструкций и схем.-М.: Машиностроение, 1978, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
