Изобретение относится к технологии изготовления электрических соединителей и может быть использовано в электротехнической и радиотехнической промышленности.
Известен способ изготовления электрического соединителя, содержащего контакты и корпус с гнездами в виде Т-образных пазов, заключающийся в том, что каждый контакт получают формовкой в ленте-носителе, затем его отделяют от нее и соединяют с корпусом, просовывая в Т-образный паз гнезда и фиксируют в нем.
Однако этот способ обладает низкой производительностью, так как соединение контактов с корпусом электрического соединителя осуществляют вручную. Необходимость ручной сборки вызвана тем, что контакты имеют малую жёсткость и сложную форму. Это приводит к их деформированию и взаимной сцепляемости при
автоматическом ориентировании и загрузке, например, с помощью вибробункера.
Известен также способ изготовления электрических соединителей, основанный на применении штамповочной операции по вырубке контактов из ленты-носителя и последующей установке их в гнезда корпуса соединителя вырубным пуансоном.
Однако известный способ может быть реализован только в случае простой формы контактов и открытой формы гнезда в корпусе электрического соединителя. При закрытой форме гнезда, выполненного в виде Т-образного паза, непосредственная подача вырубленного контакта вырубным пуансоном к гнезду корпуса неосуществима.
Цель изобретения - повышение производительности при изготовлении пружинных контактов сложной формы и сборке их с корпусами, имеющими гнезда в виде Т-образного паза.
(Л
С
vi ю о
ю
Поставленная цель достигается тем, что согласно способу изготовления электрического соединителя, заключающемуся в частичной вырубке контура контакта на ленте-носителе, отделении контакта от ленты-носителя вырубкой, подаче и установке контактов в корпус соединителя вырубным пуансоном, окончательном формообразовании и фиксации контакта в корпусе, после частичной вырубки контура контакта, в ленте-носителе производят предварительное формообразование контактов гибкой, а после отделения от ленты-носителя установку контакта производят посредством взаимного перемещения контакта и корпуса вдоль Т-образного паза.
При этом контакт удерживают от смещения выступом вырубного пуансона, а вдоль Т-образного паза перемещают корпус..
Контакты, находящиеся с одной стороны корпуса, располагают при формовке в ленте идентично их взаимному расположению в корпусе, а вырубку их хвостовиков и присоединение контактов к корпусу производят параллельно для всех контактов, расположенных с одной стороны корпуса;
Кроме того, корпус размещают между вырубными матрицами контактов, расположенных на противоположных сторонах корпуса, а отделение контактов от ленты-, носителя и установку в корпус производят для всех контактов, расположенных на обеих сторонах корпуса одновременно.
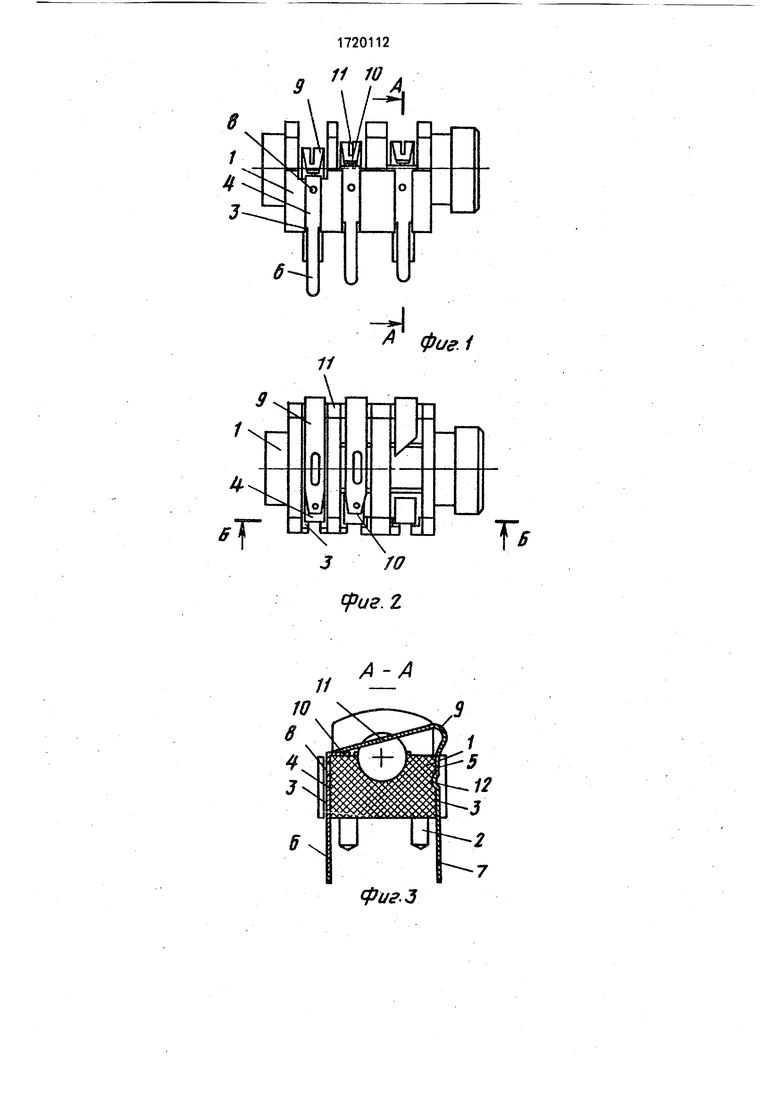
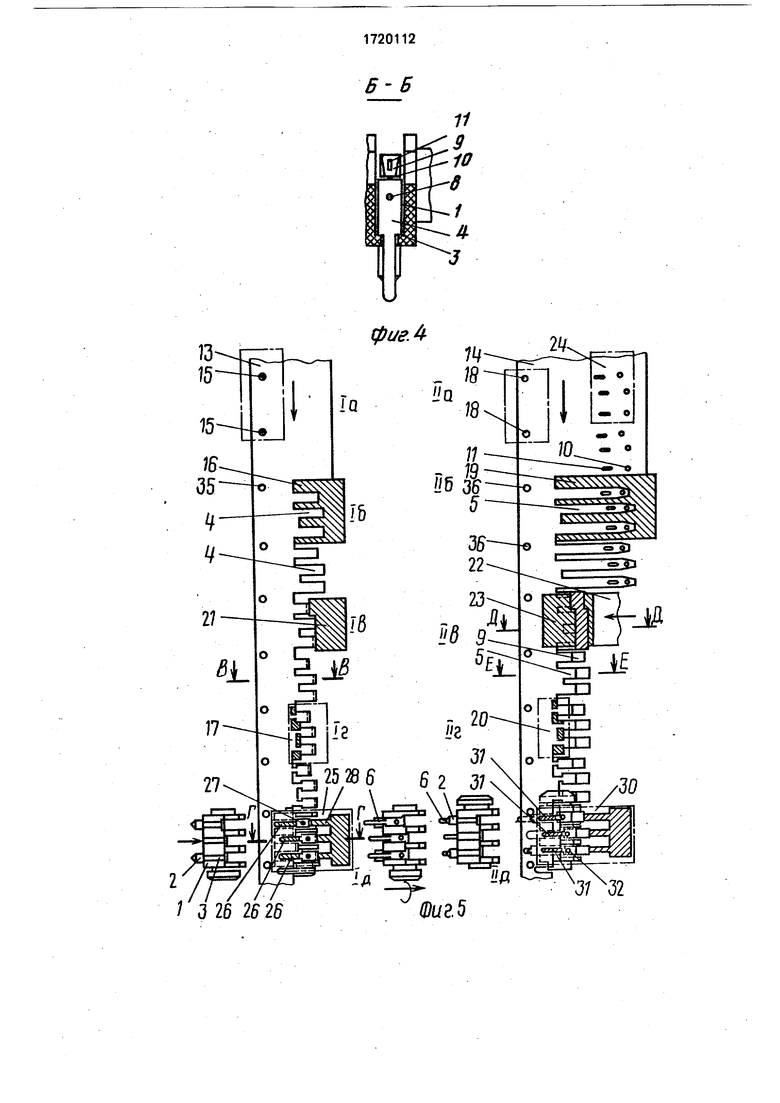
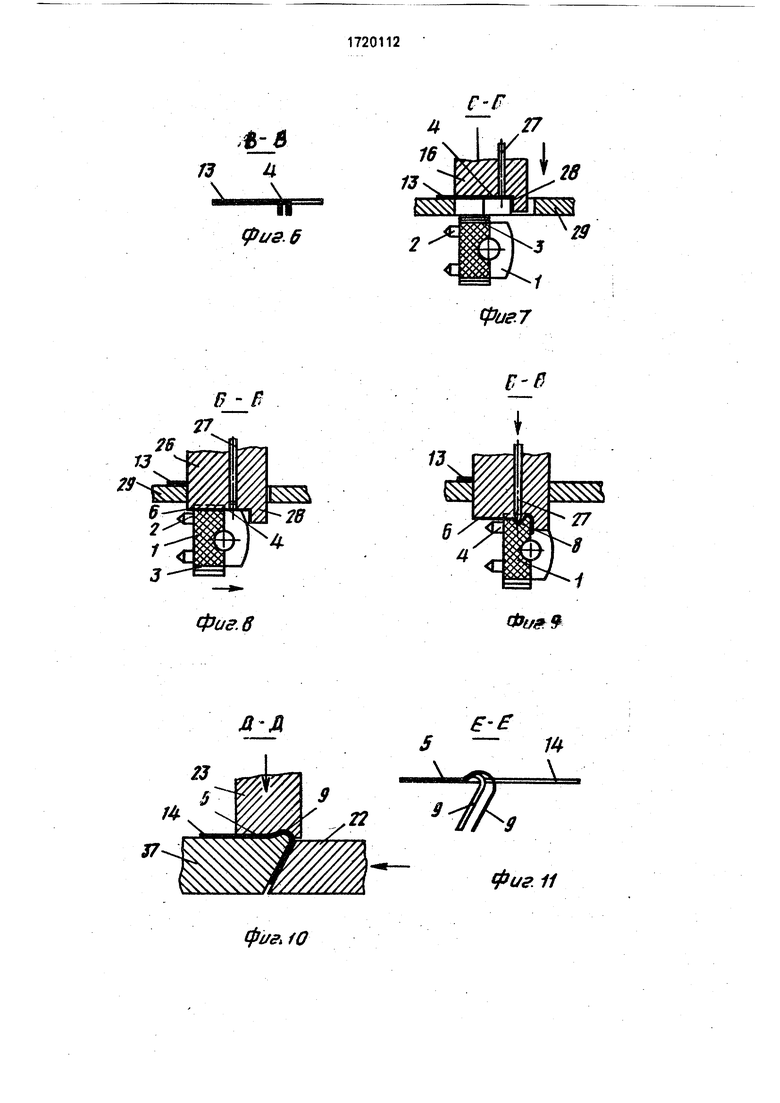
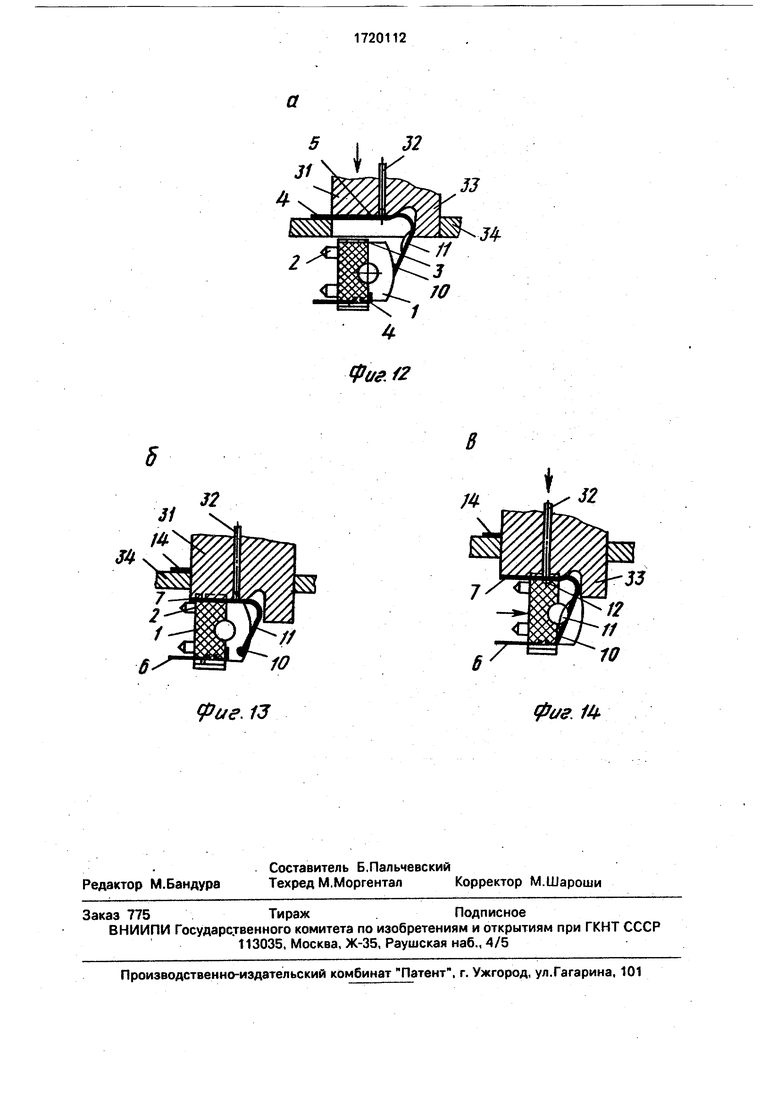
На фиг.1, 2 показан электрический соединитель, представляющий собой корпус с Т-образными пазами s сборе с контактами; на фиг.З, 4 - сечения А-А и Б-Б на фиг.1 и 2 соответственно; на фиг.5 - последовательность изготовления контактов в лентах-носителях v их сборки с корпусом; на фиг.6 - сечение В-В на фмг.5; на фиг.7, 8, 9 - сече- нме Г-Г на фиг.5 на этапах вырубки, подачи м присоединения контакта к корпусу;, на фиг.10 - сечение Д-Д на фиг.5 по ленте-носителю; на фиг. 11 - сечение Е-Е на фиг.5; на фиг.12,13, 14 - этапы вырубки, подачи и присоединения контакта к корпусу, сечение.
Электрический соединитель включает корпус 1 (фиг.1-4), штыри для его фиксации на плате 2 и Т-образные пазы 3, в которые входят контакты 4 и 5 с хвостовиками 6 и 7 соответственно. Контакт 4 - неподвижный, зафиксирован в корпусе с помощью просечки В. Контакт 5 включает подвижный упругий элемент 9, на котором выдавлены пукля 10 и углубление 11. Он фиксируется в корпусе поосечкой 12,
Для изготовления электрического соединителя используют ленту-носитель 13. из которой получают штамповкой контакты 4, и ленту-носитель 14, из которой получают
контакты 5. Для получения контактов 4 и 5 используют вырубные пуансоны 15-20, формообразующие пуансоны 21, 22, 23, выполняющие формование контактов гибкой, пуансон 24, выдавливающий пуклю 10 и выемку 11 на контакте 5. На одной позиции сборки используют штамп с комбинированным пуансоном 25, содержащим вырубной пуансон 26 хвостовика, просечку 27 и выступ 28, и матрицей 29. На второй позиции
сборки используют штамп с комбинированным пуансоном 30, содержащим вырубной пуансон хвостовика 31, просечку 32 и выступ 33, и матрицей 34 (фйг.5).
Способ изготовления электрического
соединителя осуществляют следующим образом.
Ленты-носители 13 и 14 перемещаются между рабочими позициями обработки контактов 4 и 5 с шагом, величина которого
определена расстоянием между парами технологических отверстий 35 и 36 под ловители. Эти отверстия пробивают пуансонами 15 и 18 на позициях а и На соответственно. Далее рассмотрим обраб07ку контактов
в каждой ленте-носителе отдельно. На позиции 16 пуансоном 16 вырубают контур контакта 4, на позиции 1в пуансоном 21 производят загибку площадки контакта 4, на позиции г пуансоном 17 вырубают часть
контура хвостовика 6 контакта 4. а на позиции д, совмещенной с позицией сборки, производят присоединение контактов к корпусу. Для этого пуансон 26, опускаясь вниз, вырубает из ленты-носителя 13 хвостовик 6
контакта 4, отогнутая площадка которого упирается в выступ 28 пуансона. При дальнейшем опускании пуансона 26 вырубленный контакт 4 подают в Т-образный паз 3 корпуса 1, который устанавливают под вырубной матрицей 29 (фиг.8). Затем корпус 1 перемещают вдоль направления Т-образного паза (на фиг.З - слева направо), при этом контакт 4 заходит в паз, а хвостовик 6 выходит из него через прорезь в дне паза (фиг.9
л 4). При выполнении этого перемещения корпуса контакт 4 удерживают от смещения выступом 28 пуансона 25, в который упирают площадку контакта 4. В конце перемещения корпуса просечкой 27 пробивают в
контакте 4 отверстие 8, края которого вдавливают в корпус, фиксируя тем самым положение контакта в Т-образном пазу 3.
Аналогично происходит сборка контакта 5 с корпусом 1. В ленте-носителе 14 на
гюзиции Па пуансоном 18 вырубают технологические отверстия 36 и формируют пуансоном 24 пуклю 10 и углубление 11, на позиции 116 пуансоном 19 вырубают контур контакта 5, на позиции Ив двумя пуансонами 22 и 23 и матрицей 37 формуют упругий элемент 9 (фиг. 10), затем на позиции Mr вырубают часть контура хвостовика 7 контакта 5. На позиции Ид. совмещенной с позицией сборки, производят вырубку (фиг. 12), подачу (фиг. 13) и присоединение (фиг. 14) кон- тактов 5 к корпусу 1 аналогично процессу, выполняемому на позиции сборки с корпусом контакта 4, после чего полностью собранный с контактами корпус удаляется со сборочной позиции.
Ленты-носители 13 и 14, при необходимости, могут подвергаться электролитическому покрытию либо вначале процесса, либо после выполнения операций по вырубке контуров контактов (16,116).
При сборке корпуса с контактами возможно одновременное присоединение всех контактов, расположенных с обеих сторон корпуса. Для этого корпус 1 размещают между вырубными матрицами 29 и 34, а вырубку производят параллельно для хвостовиков всех контактов, входящих в корпус, которые подают к соответствующим Т-образным пазам встречными движениями пуансонов. После этого корпус перемещают вдоль Т-образных пазов, осуществляя просовывание всех контактов в гнезда корпуса.
Способ изготовления электрических соединителей легко автоматизируется, поскольку контакты на протяжении всего процесса сохраняют свою ориентацию в ленте-носителе, обладает высокой производительностью, обеспечивает надежное соединение контактов с корпусом.
Формулаизобретения
1. Способ изготовления электрического соединителя, заключающийся в частичной вырубке контура контакта на ленте-носителе, отделении контакта от ленты-носителя вырубкой, подаче и установке контактов в корпус соединителя вырубным пуансоном, окончательном формообразовании и фиксации контакта в корпусе отл и чающий - с я тем, что, с целью повышения производительности при изготовлении пружинных контактов сложной формы и сборке их с корпусами, имеющими Т-образный паз, после частичной вырубки контура контакта, в ленте-носителе производят предварительное формообразование контактов гибкой, а после отделения от ленты-носителя установку контакта производят посредством взаимного перемещения контакта и корпуса вдоль Т-образного паза.
2.Способ по п. 1, о т л и ч а ю щ и и с я тем, что при установке контакта в корпусе соединителя контакт удерживают от смещения выступом вырубного пуансона, а вдоль Т-образного паза перемещают корпус.
3.Способ по п. 1, отличающийся тем, что при установке контакта в корпус соединителя корпус удерживают от смещения, а перемещают вдоль его Т-образного паза контакт.
4.Способ по п.1,отличающийся тем, что контакты, находящиеся с одной стороны корпуса, располагают при их вырубке и формообразовании в ленте-носителе идентично их взаимному расположению в корпусе, а отделение их от ленты-носителя и установку в корпус производят одновременно для всех контактов, расположенных с одной стороны корпуса.
5.Способ по пп. 1 и 4, о т л и ч а ю щ и й- с я тем, что корпус размещают между вырубными матрицами контактов, расположенных на противоположных сторонах корпуса, а отделение контактов от ленты-но- сителя и установку в корпус производят для всех контактов, расположенных на обеих сторонах корпуса одновременно.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления контактных элементов | 1988 |
|
SU1513554A1 |
| Способ изготовления электрических соединителей | 1990 |
|
SU1758743A1 |
| Способ изготовления разъемов с контактными элементами, выполненными в виде групп пружинных проволок | 1990 |
|
SU1767592A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Способ изготовления контактных гнезд | 1984 |
|
SU1365191A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Способ изготовления электрических соединений и устройство для его осуществления | 1977 |
|
SU738019A1 |
| Устройство для изготовления пакетов керамических конденсаторов | 1983 |
|
SU1088080A1 |
| Устройство для изготовления межопера-циОННОгО СпуТНиКА из АдгЕзиВНОйплЕНКи, пРЕиМущЕСТВЕННО для пОлу-пРОВОдНиКОВыХ плАСТиН | 1979 |
|
SU838824A1 |
| Способ изготовления электрических соединителей | 1986 |
|
SU1411869A1 |
Изобретение относится к электротехнике. Целью изобретения является повышение производительности при изготовлении пружинных контактов сложной формы и сборке их с корпусами, имеющими Т-образный паз. Способ заключается в последовательном формообразовании контактов в лентах пуансонами. Затем на одной позиции одними и теми же пуансонами парал- лельно в двух лентах производят окончательное формообразование, отделение от ленты и установку в корпус колодки соединителя контактов. Таким образом поставленная цель достигается за счет совмещения ряда операций на позиции окончательной сборки соединителя. 4 з.п. ф-лы, 14 ил. .
А-А
фиг.З
1 326 26 26
фиеЛ
Фиг. 5
31 N32
ArB /J 4
г/с. б
В - $
Фа г. в
Л-Д
ф#л fO
28
фигГ
€-в
Ф(/& &
Ј-Ј
// 10
фие. /J
Ф(
фиг. /4
| Способ изготовления контактных гнезд | 1984 |
|
SU1365191A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления электрических соединений и устройство для его осуществления | 1977 |
|
SU738019A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
