ю
о
Изобретение относится к обработке меаллов давлением, в частности к конструкциям колыдепрокатных станов, предназначенных для прокатки полых цилиндрических изделий типа колец, бандажей и обечаек,
Цель изобретения - расширение технологических возможностей кольцепрокатного стана.
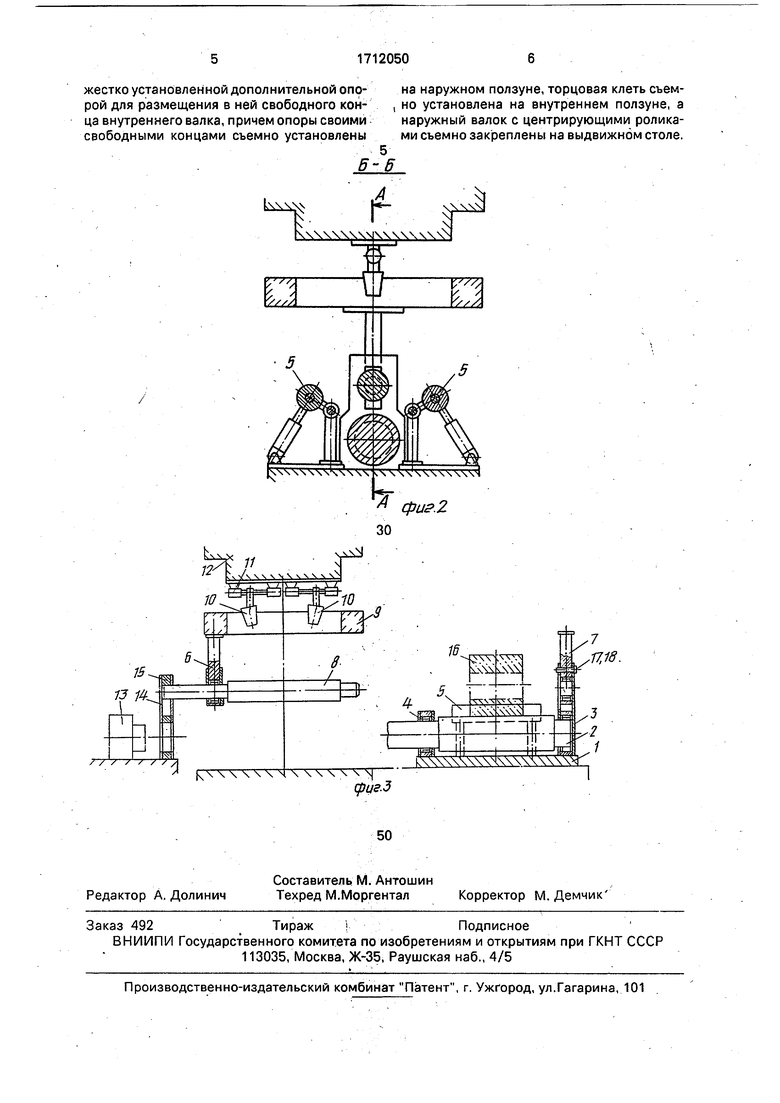
На фиг. 1 изображено устройство для прокатки полых цилиндрических изделий, разрез А-А на фиг. 2, на фиг. 2 - то же, разрез Б-Б на фиг. 1; на фиг. 3 -устройство в момент загрузки заготовки.
На выдвижном столе пресса 1 совместно с приводным наружным валком 2 крепятся подшипниковые опоры 3 и 4, а также приводные центрирующие ролики 5. Опоры 6 и 7 совместно с внутренним валком 8 крепятся к наружному ползуну 9 пресса, выполняющему роль силового привода, а орцовые валки 10 с механизмами 11 взаимного относительного перемещения в осевом направлении крепятся к внутреннему полуну 12. пресса. Стационарно вне пресса монтируются привод 13 вращения наружного валка 2 и дополнительная опора 14 с пором 15.
Устройство для прокатки полых цилинрических изделий работает следующим образом.
Исходная заготока 16 устанавливается на наружный валок 2 и поддерживается с вух сторон центрирующими роликами 5 при выдвинутом столе пресса 1. При этом внутренний валок 8 остается в зоне пресса, пираясь в осевом верхнем положении в пор 15 дополнительной опоры 14.
Опора 7 может быть зафиксирована в направляющих подшипниковой опоры 3 посредством фиксирующего штыря 17 и отверстий 18 в этих опорах, совмещаемых в верхнем положении внутреннего валка 8. Возвратно-поступательное движение штыря 17 может быть осуществлено приводом ручным, гидравлическим и т.п.).
При вкатывании стола 1 под пресс зафиксированная в исходном положении в подшипниковой опоре 3 передвижная опора 7, входя в контакт с внутренним валком 8, перемещается вдоль его оси до момента осуществления контакта и фиксации наружного валка 2 с приводом 13 его вращения, после чего опора 7 соединяется с ползуном 9 и разъединяется с подшипниковой опорой . Процесс прокатки осуществляется за счет вращения наружного валка 2 и давления силового поивода (ползуна 9) через внутренний валок 8 на изделие, при этом центрирующие ролики 5 по мере увеличения в
процессе прокатки диаметра изделия расходятся в стороны, а жестко зафиксированные торцовые валки 10, вращаясь под воздействием торцов изделия вокруг своей
оси, перемещаются посредством внутреннего ползуна пресса вверх. По окончании процесса прокатки опора 7 фиксируется в подшипниковой опоре 3 при верхнем положении внутреннего валка 8 и отсоединяется
от ползуна 9 с одновременным разъединением наружного валка 2 и привода 13 его вращения, стол пресса 1 выдвигается и готовое изделие извлекается из устройства. Скорость вращения приводного валка
регулируется с помощью привода. Торцовые валки 10 выполняются неприводными, и вращекие их происходит принудительно под воздействием торцов изделия вследствие уширения последних в процессе прокатки.
Вертикальное перемещение валков 10 в процессе прокатки осуществляется перемещением внутреннего ползуна пресса. При переходе на новый типоразмер торцовые валки 10 непосредственно перед прокаткой движением внутреннего ползуна 12 вниз устанавливаются на уровне торцов заготовки и сдвигаются до соприкосновения с ними с помощью механизмов 11 перемещения.
Использование для прокатки полых цилиндрических изделий гидравлического пресса простого или двойного действия за счет его высокой мощности, жесткой станины и
значительного рабочего пространства позволяет осуществить прокатку изделий большой относительной высоты (с отношением высоты к наружному диаметру до 1,0 вместо 0,25) при высокой интенсивности
единичных обжатий, что значительно расширяет технологические возможности процесса. Кроме того, устройство позволяет расширить область использования и повысить степень загрузки уникальных гидравлических прессов высокой единичной мощности.
Формула изобретения
Устройство для прокатки полых цилиндрических изделий, содержащее приводной наружный валок, внутренний валок с механизмом радиального его перемещения, выполненным в в.иде двух параллельно
расположенных опор, торцовую клеть с аксиальными валками, центрирующие ролики, станину, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено внутренним и наружным ползунами, выдвижным столом. жестко установленной дополнительной опорой для размещения в ней свободного конца внутреннего валка, причем опоры своими свободными концами съемно установлены
/ / / 7 / ХХ
|
|
фи.2
.7 .77,18.
,5 -2
дзцз.з на наружном ползуне, торцовая клеть съем, но установлена на внутреннем ползуне, а наружный валок с центрирующими роликами съемно закреплены на выдвижном столе.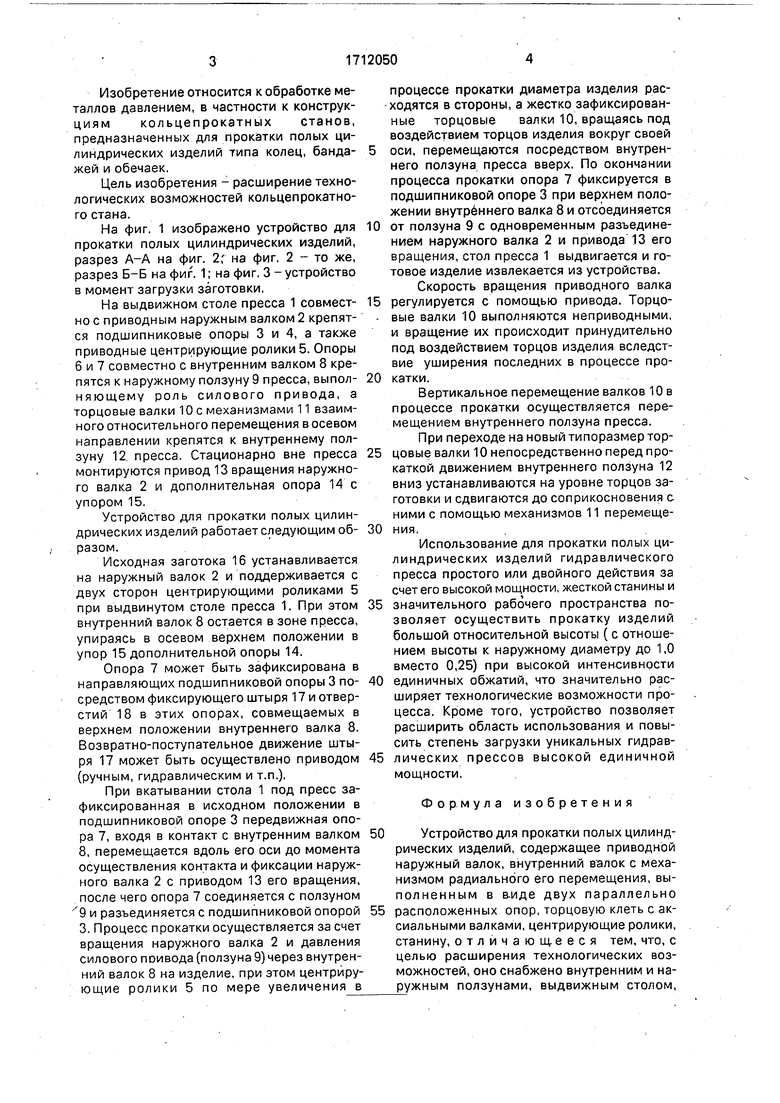
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ | 1993 |
|
RU2042463C1 |
| Кольцепрокатный стан | 1980 |
|
SU1050551A3 |
| Стан для прокатки колец из толстостенных заготовок | 1958 |
|
SU115329A1 |
| Кольцепрокатный стан | 1973 |
|
SU650485A3 |
| Способ прокатки кольцевых изделий | 1990 |
|
SU1791067A1 |
| Кольцепрокатный стан | 1973 |
|
SU936796A3 |
| Способ производства колец с внутренним гребнем | 1989 |
|
SU1697955A1 |
| Способ управления частотой вращения торцового деформирующего инструмента кольцепрокатного стана | 1990 |
|
SU1750821A1 |
| Способ прокатки кольцевых изделий | 1991 |
|
SU1782694A1 |
| СТАН ДЛЯ ПРОКАТКИ ПРОФИЛЬНЫХ КОЛЕЦ | 1972 |
|
SU348266A1 |
изобретение относится к обработке металлов давлением, в частности к конструк^ циям • кольцепрокатных станов, предназначенных для прокатки полых цилиндрических изделий типа колец, и может быть использовано при изготовлении круп-ногабаритных обечаек корпусного оборудо- -ванияАЭС. Цель изобретения-расширение технологических возможностей. В .момеят загрузки выдвижной стол пресса 1 с наружным приводным валком 2 и подшипниковым опорами 3, 4 выдвинут из рабочей зоны пресса. Кольцевая заготовка устанавливается на наружный валок 2 и фиксируется центрирующими роликами. Выдвижной стол перемещается в рабочую зону пресса, при этом внутренний валок 8 фиксируется в опоре 7. Усилие формоизменения передается на заготовку при вертикальном перемещении вниз наружного ползуна пресса 9. Усилие раскатки торцовыми роликами 10 регулируется механизмами относительного осевого перемещения 11. Изобретение позволяет осуществлять прокатку колец большой относительной высоты (с отношением высоты к наружному диаметру до 1,0). 3 ил.k
| Однокалиберные кольцераскатные станы для производства бесшовных колец.'Каталог фирмы Тиссен Машиненбау Вагнер Дортмунд. |
