(54) КОЛЬЦЕПРОКАТНЫЙ СТАН
Датчик выполнен в виде центрирующих роликов.
Каретка установлена с возможностью независимого иеремещения от перемещения датчика в иервоначальный момент нрокатки и после окончания прокатки.
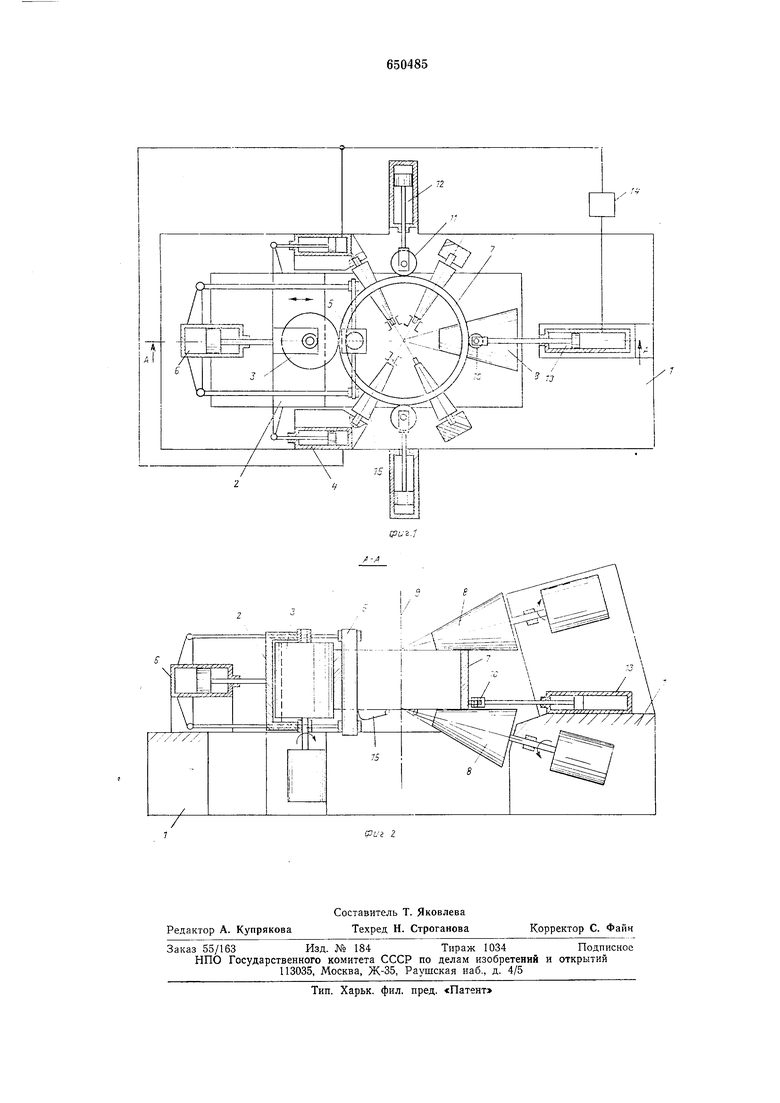
На фиг. 1 показан кольцепрокатный стан в плане; на фиг. 2 - разрез А-Л на фиг. 1.
Кольцепрокатный стан содержит станину /, в направляющих которой установлена каретка 2 с размещенными иа ней внешним радиальным валком 3. Каретка связана с гидроцилиндром 4. Внутренний радиальный рабочий валок 5 установлен на каретке с возможностью перемещения относительно вал.ка 3 посредством цилиндра 6. В осевом направлении на кольцо 7 действуют два конических торцовых валка 8, связанные с их приводами. Верщины конусов торцовых валков лежат на оси кольца 9. Датчик, выполненный в виде 1кал.иброванного ролика 10, расположен между торцовыми валками. Центрирующее ролики 11 установлены в станине в 1направляющнх 12, перпендикулярных к продольной плоскости стана. Гидроцилиндр 13, на штоке которого размещен датчик, связан с управляющим устройством 14, передающим сигнал на гидроцилиндр 4, перемещающий каретку 2. Несущие кольцо ролики 15 установлены в станине с возможностью свободного вращения.
Стан работает следующим образом.
Для загрузки заготовки радиальные рабочие валки 3 и 5 и конические валки 8 достаточно удалены друг от друга. Центрирующие ролики // отведены. Внешний радиальный рабочий валок 3 и калиброванный ролик 10 имеют одинаковые расстояния, противоположных поверхностей периметров от оси стана или от оси кольца. Кольцевая заготовка загружается так, что ее ось на оси стана или слева от нее. Приводы иеремещения каретки 2 и калиброванного ролика 10 работают синхронно, т. е. так, что внещний радиальный -рабочий валок 3 и калиброванный ролик 10 одновременно двигаются навстречу друг другу. Центрирующие ролики 11 также двигаются навстречу друг (Другу, пока не коснутся внешней окружности кольцевой заготовки.
При эксцентричном положении заготовки внещний радиальный рабочий валок 3 сдвигает заготовку от себя вправо. Как только достигнуто центральное положение вследствие синхронного движения внешнего радиального рабочего валка 3 и калиброванного ролика 10, последний также коснется заготовки. В этот момент вручную или автоматически, прекращается синхронное движение и управляющее устройство 14 берет на себя управление дальнейшим перемещением каретки 2 в зависимости от движения калиброванного ролика 10. Теперь обычным образом иачинается ,и протекает процесс прокатки, так что расстояние между обоими радиальными рабочими валками 5 и 5 и между коническими торцовыми валками 8 уменьшается. Увеличение диаметра кольца действует на перемещение калиброванного ролика 10 и одновременно на соответствующее перемещение каретки 2 на величину, равную половине суммы увеличения диаметров кольца. Кроме этого, следует необходимое изменение числа оборотов одного из приводных валков и управление перемещением центрирующих роликов. Как только кольцо прокатано, управляющий прибор 14 снова становится бездейственным, и начинается синхронное движение. Кольценрокатный стан занимает исходное положение, прокатное -кольцо изымается и загрул ается новая заготовка.
Формула изобретения
1.Кольцепрокатный стан, содержащий внутренний и наружный радиальные рабочие валки, два осевых конических валка, установленные на станине с возможностью относительного взаимного неремещения соответственно в радиальном и в осевом направлениях, по меньшей мере один из которых выполнен приводным, центрирующие ролики, установленные на станине с возможностью перемещения в направлении, перпендикулярном к продольной плоскости стана, проходящей через оси радиальных валков, и датчик, фиксирующий мгновенный диаметр прокатываемого кольца, о т личающийся тем, что, с целью повышения качества прокатанных колец, он снабжен кареткой, электрически связанной с датчиком, имеющей возмол ность перемещения по направляющим станины на величину, равную половине суммы мгновенного увеличения диаметра кольца, при этом внутренний и внешний радиальные рабочие валки установлены на указанной каретке.
2.Стан по п. 1, отличающийся тем, что датчик выполнен в виде центрирующих роликов.
3.Стан по пи. 1 и 2, о т л и ч а ю щ и и с я тем, что каретка установлена с возможностью независи.мого синхронного перемещения от перемещеиия датчика в первоначальный момент прокатки и после окончания прокатки.
Источники информации, принятые во внимание при экспертизе:
1.Патент США, № 2132370, кл. 72-87, 1942.
2.Авторское свидетельство СССР № 389872, кл. В 21 Н 1/04, 1971.
3.Патент Великобритании № 1322349, кл. В 3 М, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кольцепрокатный стан | 1973 |
|
SU936796A3 |
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ | 1993 |
|
RU2042463C1 |
| Кольцепрокатный стан | 1980 |
|
SU1050551A3 |
| СТАН ДЛЯ ПРОКАТКИ ПРОФИЛЬНЫХ КОЛЕЦ | 1972 |
|
SU348266A1 |
| Способ прокатки кольцевых изделий | 1991 |
|
SU1782694A1 |
| Нажимная система кольцепрокатного стана | 1989 |
|
SU1697954A1 |
| Способ управления частотой вращения торцового деформирующего инструмента кольцепрокатного стана | 1990 |
|
SU1750821A1 |
| Кольцепрокатный стан | 1979 |
|
SU804138A1 |
| Кольцепрокатный стан | 1976 |
|
SU599898A1 |
| Способ прокатки кольцевых изделий и устройство для его осуществления | 1990 |
|
SU1792780A1 |