Изобретение относится к области прокатного производства и может быть использовано при изготовлении валков для прокатки периодических круглых профилей, например, арматурной стали.
Цель изобретения - снижение трудозатрат на профилирование ручьев, за счет упрощения и сокращения объема механический обработки при одновременном повышении качества поверхност углублений.
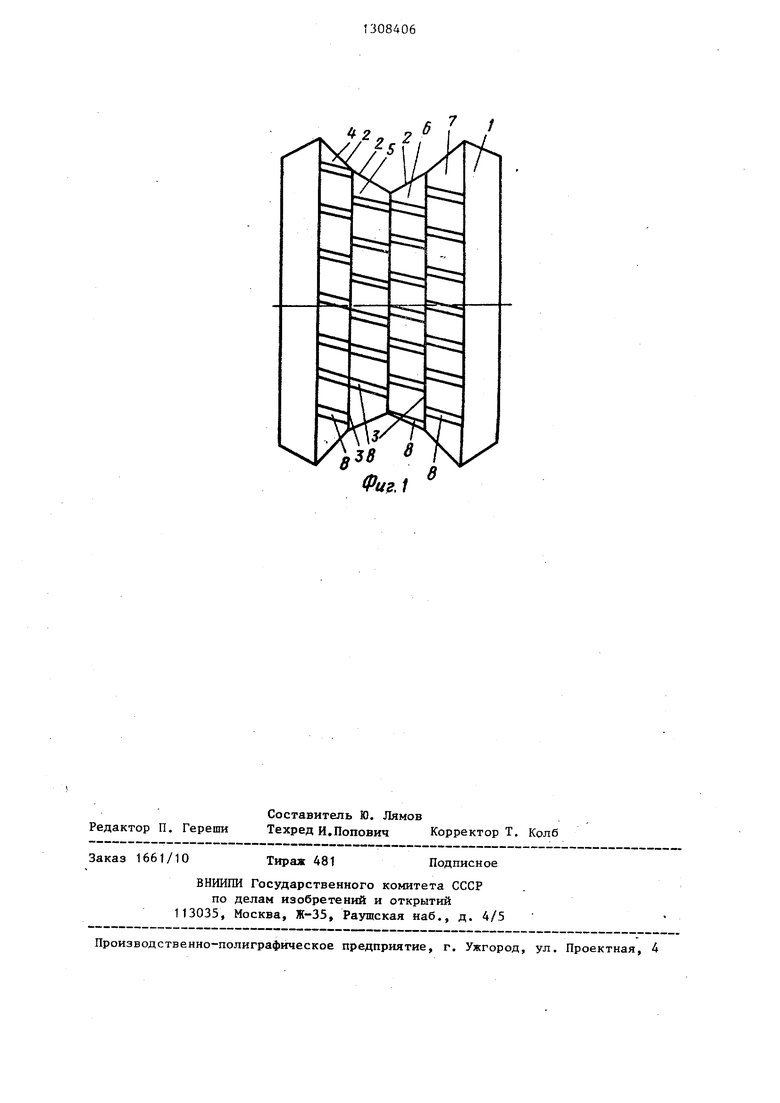
На фиг. 1 представлен валок в собранном виде; на фиг. 2 - то же, до сборки.
Способ осуществляют следующим образом.
Валок 1 с рабочим ручьем, образованным, например, четырьмя гранями 2 разрезается по плоскостям, проходящим через линии пересечения 3 граней 2 ручья, на кольца 4-7. Каждое кольцо 4-7 подвергается термообработке, преимущественно закалке. Следующей операцией является операция нанесения углублений 8 отдельно на каждое кольцо 4-7 калибра. На грань колец, наносят углубление посредством возвратно-поступательного перемещения абразивного круга 9, имеющего профиль 10, соответствующий профилю 11 углубления 8. Производят сборку колец для получения ручья, соединяя их по торцевым частям в последовательности, определяемой их внешним диаметром для получения требуемой глубины ручья и его конфигурации.
Кольца, выполненные из стали марки 9X2 МФ диаметром 330 мм, перед нанесением углублений подвергают закалке с в масло и отпуске 250 с с вьщержкой 1 ч, шлифовку их
Формула изобретения Способ производства калиброванных валков, включающий профилирование ручьев с углубления, преимущественно для формирования периодических арматурных профилей посредством механической обработки с использованием шлифовки, и термическую обработку, 35 о т л и ч а ю щ и и с л тем, что, с целью .снижения трудозатрат на профилирование ручьев за счет упрощения и сокращения объема механической обработки при одновременном повьппении качества поверхности углублений, ручьи -выполняют в виде составных ко- л€щ разного нарзгжного диаметра в диапазоне размеров глубины ручья и с толщиной каж,цого кольца, меньшей ширабочей поверхности на готовый размер
и выполнение углублений осуществляют рины ручья, а конфигурацию ручья об- на плоскошлифовальном станке абра- разуют путем соединения указанных зивным кругом М12. На изготовление колец по торцовым частям, при этом валка для прокатки арматурного шести- перед сборкой колец первоначально гранного периодического профиля из проводят термическую обработку, а за- заготовки 0 8,1. мм затрачивают 20 ч. 50 тем шлифуют углубления.
С помощью слепков из свинца проводят сравнения качества поверхности углублений ручья, изготовленных по предлагаемому и известному способам. УстановленоJ что переход от углублений к грани ручья получен по радиусу. Это обеспечивает вЫсокое качество рифления на арматурном профиле при меньшей трудоемкости. Поскольку для получения аналогичного перехода углублений по граням ручья по известному способу требуется подобрать определенную форму инструмента-чекана, а также определиться с допуском на
шлифовку, что в предлагаемом способе отсутствует.
Предлагаемый способ позволяет повысить производительность процесса нанесения углублений за счет обработки более простых поверхностей, так как ручей выполняется из составных колец, контролировать форму уг- 1лублений в процессе их нанесения, что приводит к повышению качества готового проката.
Формула изобретения Способ производства калиброванных алков, включающий профилирование учьев с углубления, преимущественно для формирования периодических арматурных профилей посредством механической обработки с использованием лифовки, и термическую обработку, о т л и ч а ю щ и и с л тем, что, с целью .снижения трудозатрат на профиирование ручьев за счет упрощения и сокращения объема механической обработки при одновременном повьппении качества поверхности углублений, ручьи -выполняют в виде составных ко- л€щ разного нарзгжного диаметра в диапазоне размеров глубины ручья и с толщиной каж,цого кольца, меньшей ши
рины ручья, а конфигурацию ручья об- разуют путем соединения указанных колец по торцовым частям, при этом перед сборкой колец первоначально проводят термическую обработку, а за- тем шлифуют углубления.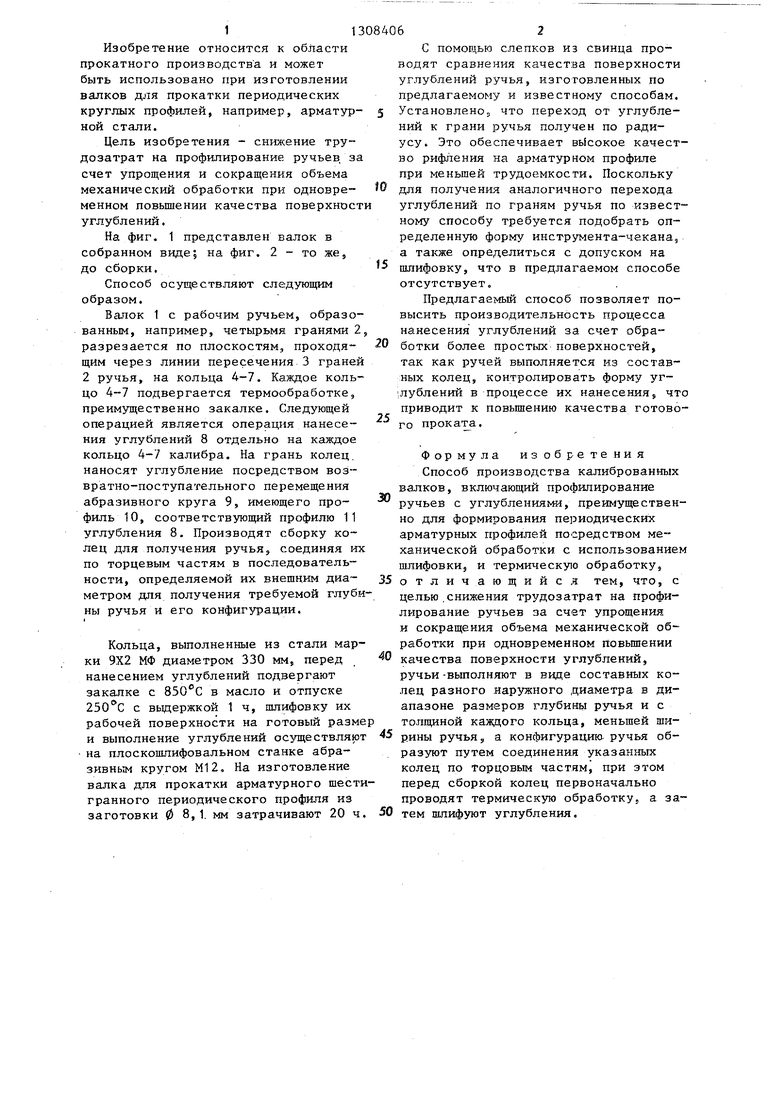
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для изготовления сложных периодических профилей | 1989 |
|
SU1712051A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОЙ ПРОВОЛОЧНОЙ АРМАТУРЫ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2012 |
|
RU2502573C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2002 |
|
RU2222612C1 |
| РАБОЧИЙ ВАЛОК ДЛЯ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ПЕРИОДИЧЕСКИХ ПРОФИЛЕЙ | 1992 |
|
RU2029650C1 |
| Способ прокатки колец в закрытых калибрах | 1991 |
|
SU1821279A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОФИЛИРОВАННЫХ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2325449C2 |
| СПОСОБ ПРОИЗВОДСТВА УПРОЧНЕННОГО АРМАТУРНОГО ПРОКАТА ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2015 |
|
RU2583554C1 |
| АРМАТУРНЫЙ СТЕРЖЕНЬ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2015 |
|
RU2602251C1 |
| АРМАТУРНЫЙ КАНАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2431024C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАНАТА | 2018 |
|
RU2705668C1 |
Изобретение относится к прокатному производству и может быть использовано при изготовлении валков для прокатки периодических круглых профилей преимуг1ественно арматурной стали. Цель изобретения - снижение трудозатрат на профилирование ручьев за счет упрощения и сокращения объема механической обработки при одновременном повышении качества поверхности углубления. Ручьи валка выполняют из составных колец 4-7, на грани 2 которых посредством шлифовки наносят углубления 8, служащие при прокатке для формирования рифления арматурного профиля. Перед шлифовкой колец их термообрабатьшают (закалка в масло и отпуск), а затем наносят углубления. Крльца собирают по торцовым частям в соответствии с величиной наружного диаметра для организации ручья требуемой глубины и конфигурации. За счет упрощения механической обработки углублений (замена вычеканивания со шлифовкой одной шлифовкой) и предлагаемой последовательности операции (кольца первоначально термообрабатывают и затем наносят углубления только шлифовкой) снижается трудоемкость профилирования ручья, повышается качество поверхности углублений, обеспечивающее сокращение времени изготовления всего валка и повышение качества готового проката. 2 ил. с сл со о 00 4: О о
Редактор П. Гереши
Составитель Ю. Лямов
Техред И.Попович Корректор Т. Колб
Заказ 1661/10
Тираж 481
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Подписное
| БАНДАЖИРОВАННЫЙ ПРОКАТНЫЙ ВАЛОК | 0 |
|
SU373044A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| НЕСУЩИЙ ТРОС КОНТАКТНОЙ СЕТИ ЖЕЛЕЗНОЙ ДОРОГИ | 2012 |
|
RU2509666C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
